影响铝电解槽阳极钢爪导电性分析
2021-02-26李世霞田小军刘建彪
李世霞,田小军,赵 雅,刘建彪,
(1甘肃钢铁职业技术学院,甘肃 嘉峪关 735100;2省市共建甘肃省冶金技术重点实验室,甘肃 嘉峪关 735100;3酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
阳极钢爪是电解铝生产过程中连接阳极炭块与铝母线的重要部件,其自身导电性能优劣和使用周期很大程度上影响电解铝生产电耗和经济效益[1]。目前传统铸造钢爪是用废钢、杂钢以及报废钢爪直接重熔而成,且没有按照铸造工艺进行后续处理,造成了铝电解生产过程中阳极钢爪变形损坏率高(约占使用钢爪总数20%~35%)、修复量大,生产成本增高[2]。基于节能降耗、降本增效目的,利用电渣熔焊技术制造全截面焊接结构型阳极钢爪取代铸造钢爪,从而达到节电、降低维修成本、延长产品使用周期的目的[3]。
本文通过对某电解铝厂采用结构型阳极钢爪和普通铸钢钢爪进行铝电解过程中压降对比试验,得出结构型阳极钢爪和铸钢钢爪的压降规律,为铝电解企业在对阳极钢爪进行质量评判和铝电解过程中节能降耗提供依据。
1 结构型钢爪与铸造钢爪压降对比
将新制造的20组结构型阳极钢爪和采用铸造制造的铸钢钢爪分别投入到400 kA的铝电解槽中,对结构型阳极钢爪和铸造钢爪下槽使用过程中压降数据对比分析,其中将结构型钢爪投入到2250#电解槽,铸钢钢爪投入到2251#电解槽,两种电解槽的槽电压平均为3.923 V,电流强度为405.58 kA,测试20组结构型钢爪和铸钢钢爪运行30天的平均压降,如下表1所示。20组结构型钢爪和铸钢钢爪同时放入电解槽中,运行30天,其中结构型钢爪的平均压降比铸钢钢爪低35.53 mV,阳极钢爪的压降越高,在铝电解过程中电能损耗越大,因此结构型阳极钢爪在节能降耗上较铸造钢爪有较强的优势。
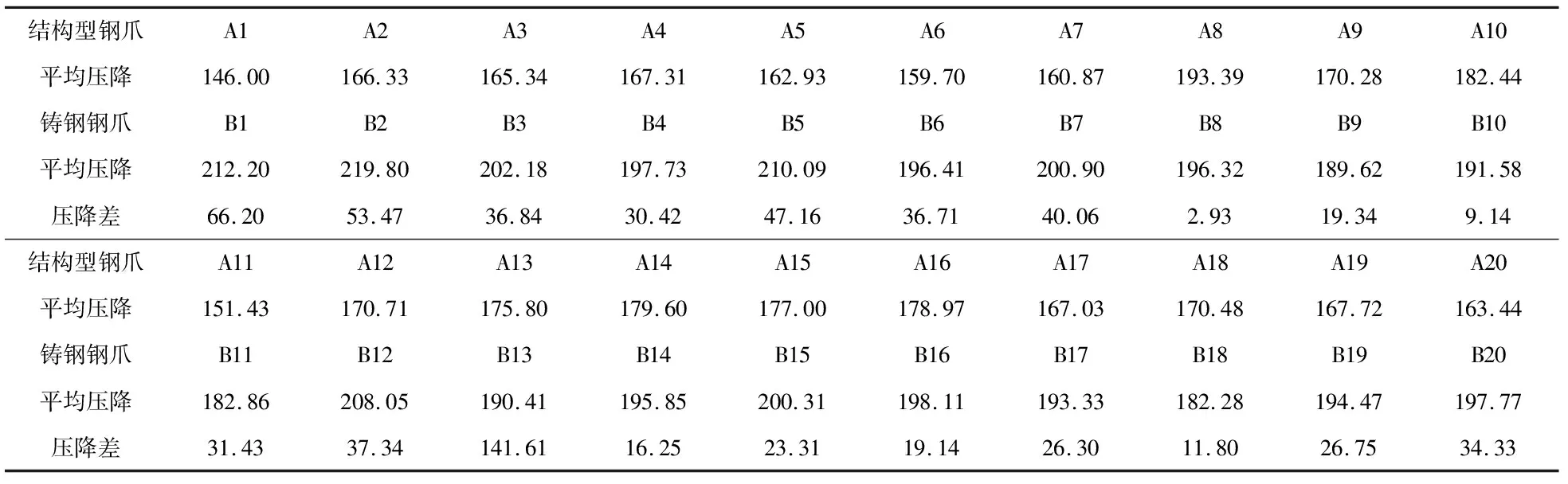
表1 两种钢爪运行30天的平均压降 mV
2 结构性钢爪的制作
新设计的结构型钢爪采用材质为Q235的热轧扁钢通过电渣熔焊将钢爪腿和钢爪梁连接,如图1所示为结构型阳极钢爪的制造示意图,其中1为钢梁,尺寸为120 mm×165 mm×1220 mm,2为四个尺寸相同的钢爪腿,尺寸为Φ170 mm×270 mm,钢梁和钢爪腿的连接采用电渣熔焊。电渣熔焊是利用电流通过导电液体熔渣产生的电阻热作为热源使金属熔化,同时为了提高熔化效率,将金属熔炼浇铸于焊缝之间,利用电阻热及熔化液体金属自身热量来使母材金属熔合以达到连接目的焊接方法。电渣焊电极均采用Q235钢条,电渣焊接后,三部分完全熔合为一个整体。由于熔池体积大,温度高达2000 K,电渣熔焊后金属晶粒粗大,为了防止晶粒粗大,采用水冷铜块对焊缝强制冷却,提高结晶速度,得到细晶粒组织。同时为了减小钢爪在焊接过程中产生变形,将钢爪横梁及钢爪腿组装于研发的结晶器内,如图2所示为研制的结晶器。

图1 结构型钢爪制造图

图2 结晶器
结构型阳极钢爪在焊接过程中由于结构较为复杂,焊接位置较为狭窄,同时焊缝尺寸大,焊接过程中冷却控制不好钢爪横梁在焊接应力作用下就会发生变形,影响到后期使用;同时要求每个钢爪腿与横梁之间的距离不能有偏差,结晶器既作为冷却系统,又作为工装夹具固定钢爪横梁与钢爪腿的位置,以保证焊接之后尺寸要求。目前阳极钢爪的结构有4爪、6爪、8爪三种,结晶器的设计要满足上述三点要求,通过采用组合式结晶器,能够满足各种钢爪的使用,材质采用纯铜制造,结晶器的上半部分和下半部分均为长方形箱体,电极入口设在上半部分,同钢爪腿与横梁的焊接位置相对应。结晶器的上部分与下部分沿钢爪腿垂直方向通过螺栓装配连接,与钢爪横梁和钢爪腿的两端共同组成焊接成型区域,焊缝间隙尺寸可根据不同结构的钢爪进行相应的调整。采用组合式水冷结晶器可以适用于不同结构的钢爪,同时操作简单,熔焊过程中能够保证冶金质量,避免缩孔、气体等焊接缺陷的产生[4]。
3 影响结构型钢爪导电性的因素
3.1 制造工艺对导电性的影响
新设计的结构型钢爪采用材质为Q235的热轧扁钢通过电渣熔焊将钢爪腿和钢爪梁连接,钢梁和钢爪腿的连接采用电渣熔焊。电渣熔焊温度高达2000 K,为防止电渣熔焊后金属晶粒粗大,采用水冷铜块对焊缝强制冷却,提高结晶速度,得到细晶粒组织。同时为了减小钢爪在焊接过程中产生变形,将钢爪横梁及钢爪腿组装于研发的结晶器内。如图3为结构型钢爪的金相组织图,结构型钢爪采用的Q235经轧制后消除了普通浇铸钢爪存在的夹渣、砂眼、气孔等缺陷,轧材的轴向截面中珠光体和铁素体均匀混合分布,而径向截面中由于轧制的原因,珠光体和铁素体呈线性分布。呈线性分布的晶粒中,铁素体晶粒能够在同一方向上紧密接触,因此电流可以通过相互紧密接触的铁素体传导,而珠光体中有导电性差的Fe3C的存在,几乎不参与传导电流。图4为铸钢钢爪金相组织,铸钢钢爪的金相组织为珠光体和铁素体的磷共晶组成,图4所示,灰色基体为珠光体(F+Fe3C),其中起导电作用的主要是珠光体中的铁素体,铸钢钢爪晶界处为最后凝固的部位,晶界上常有显微缩孔和夹杂物聚集,电流传导过程中受到阻碍,铸钢钢爪电流在极为微小的通道传导,因此导电率较差,压降较结构型钢爪高。
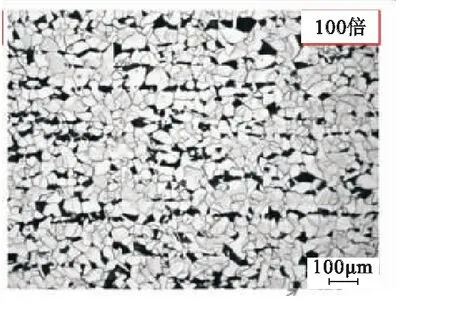
图3 结构型钢爪金相组织图
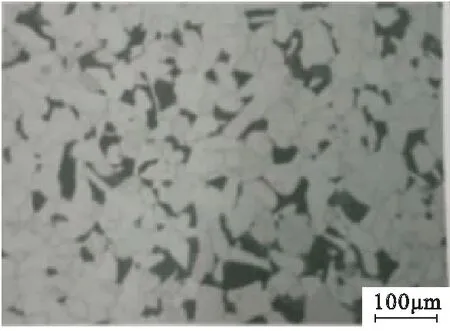
图4 铸钢钢爪金相组织图
3.2 电渣熔焊渣系对导电性的影响
钢爪横梁和钢爪腿连接采用电渣熔焊,电渣熔焊以其独特的工艺方式,为各元素的氧化还原,以及有害杂质的去除,提供了充分的热力学和动力学条件。电渣焊过程中要求熔渣要有适宜的电阻值、较低的熔点、良好的流动性。为了满足以上要求我们采用CaF2+Al2O3的二元渣系,即ANF-6渣系,在此基础上添加微量的CeO2,CeO2可以起到以下效果:一是电渣熔焊过程中含稀土的熔渣电阻值较高、熔点低、流动性好,易形成渣池;二是隔绝空气,有效避免焊接过程中的二次氧化,提高金属熔化速度,有利于降低能耗;三是稀土元素Ce可以使熔焊区域组织晶粒细化、均匀、改善焊接区域的导电性能。如图5为焊缝金属的金相组织,灰色基体为铁素体,焊缝处轴向和径向晶粒趋向相同,有大量的珠光体存在,电流通过铁素体和珠光体中的铁素体进行传导,电流在通过Fe3C时受到阻碍,因此电流通过横梁和钢爪腿的焊缝组织时受到阻碍,压降较横梁和钢爪腿较大。但焊缝金属在电渣熔焊过程中通过ANF-6熔渣添加微量元素CeO2,提高了焊缝金属的纯净度,图6为电渣熔焊钢爪剖切后的形貌,整体金属组织纯净,焊缝金属与钢爪腿金属基本一致。图7为铸钢钢爪剖切后的形貌,存在有大量的夹渣、砂眼、气孔等缺陷。同时熔渣焊过程中采用结晶器快速冷却,晶粒度比铸钢钢爪的细小,因此电流在传导过程中相比铸钢钢爪受阻较小。

图5 焊缝金属的金相组织图
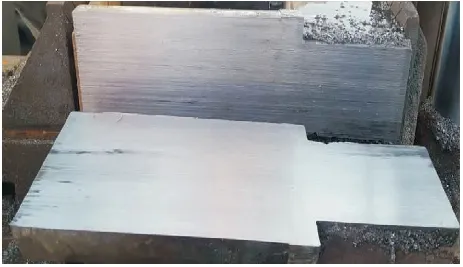
图6 电渣熔焊钢爪剖切形貌

图7 铸钢钢爪剖切形貌
3.3 抗氧化性对导电性的影响
阳极钢爪在预焙铝电解生产过程中,由于阳极钢爪不仅处在空气与高浓度CO2气氛中,还不断受到强腐蚀电解质冰晶石的冲刷,因此,导致阳极钢爪被空气和CO2氧化,被冰晶石电解质侵蚀现象时有发生[5]。其中结构型钢爪和铸钢钢爪的材质不同,导致其在电解过程中抗氧化能力不同,为了对比两种钢爪的抗氧化能力,通过对钢爪腿直径的变化进行测试,运行三个周期(每个周期30天)后对结构型钢爪和铸钢钢爪腿的直径测试,测试数据如表2所示,其中结构型钢爪的氧化层为0.57 mm/周期,铸钢钢爪的氧化层为0.96 mm/周期。图8是结构型钢爪和铸钢钢爪使用三个月的氧化情况对比,图8(a)为准备换极的铸钢钢爪,铸钢钢爪的使用周期为三个周期(每个周期30天)。图8(b)为刚下槽的结构型钢爪,钢爪结构完整,结构型钢爪已经使用三个,仍在继续循环使用,运行稳定。图8(c)是使用3个月后结构型钢爪和铸钢钢爪的氧化层实物对比。结构型钢爪的抗氧化性明显优于铸钢钢爪,因此在使用到后期,铸钢钢爪氧化严重,其导电性也大大下降。

图8 结构型钢爪和铸钢钢爪使用三个月的氧化情况对比
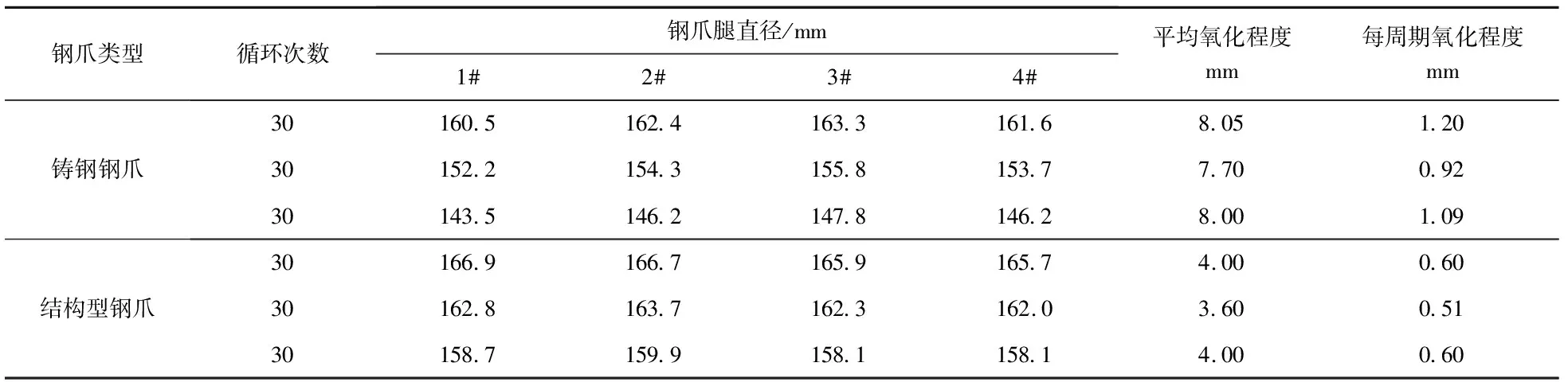
表2 两种钢爪氧化程度
4 结 论
结构型阳极钢爪的压降明显低于传统铸钢钢爪的压降。主要原因是结构型阳极钢爪选用热轧扁钢Q235通过熔铸焊制造而成,由于结构型钢爪的珠光体和铁素体呈线性分布,呈线性分布的晶粒中,铁素体晶粒能够在同一方向上紧密接触,因此电流可以通过相互紧密接触的铁素体传导。而铸钢钢爪起导电作用的只有珠光体中的铁素体,显然电流在极为微小的通道中传导,导电率差,电能损耗大。结构型钢爪的氧化层为0.57 mm/周期,铸钢钢爪的氧化层为0.96 mm/周期,结构型钢爪的抗氧化性明显优于铸钢钢爪,因此在使用到后期,铸钢钢爪氧化严重,其导电性也大大下降,同时结构型钢爪的使用寿命比铸钢钢爪长,因此在阳极钢爪制造中为了降低能耗,选用热轧扁钢Q235通过电渣熔焊连接,电渣熔焊过程中提高焊缝的纯净度,提高钢爪的制造质量,降低钢爪在铝电解过程中的压降,从而降低能耗。