深水半潜式平台舷外锚机操维平台建造及锚机安装工艺研究
2021-02-24汪春标
汪春标
(海洋石油工程(青岛)有限公司,青岛 266500)
0 引 言
陵水17-2深水半潜式平台是我国独立自主开发建造的大型深海油气田,面对南海海域极端恶劣环境,为了保证平台供气需要,平台有近乎苛刻的30年不回坞的使用要求[1-2]。陵水17-2深水半潜式平台采用链式锚机系统用于固定平台,该锚机系统包括锚机、制链器、锚链、锚链筒结构[3-4]。锚机位于半潜式平台顶部甲板59 m外伸悬臂的锚机操维平台上,在锚机和锚机操维平台之间有高精度机加工的锚机底座以保证锚机安装精度满足要求。锚机操维平台建造安装精度为锚机底座安装提供了基础,锚机底座安装采用环氧树脂灌浆的方式保证了锚机底座有稳固的设备基础。陵水17-2项目锚机操维平台建造及锚机安装作为典型安装案例,为其他类似半潜平台提供了一种可借鉴的锚机操维平台建造及锚机安装的新工艺。
1 锚机操维平台建造方法
传统锚机操维平台建造安装,上下两层甲板片分别单独建造,下一层甲板片预制完工后安装本层立柱拉筋,再安装上一层甲板片。该方法存在分片数量多,高空吊装多,高空组对焊接作业量,同时在平台主甲板层高空组装大量柔性单片会产生较多焊接变形,不仅总装工作量增加,也对锚机操维平台的尺寸控制有较大影响。
锚机操维平台应合理分段划分,保证锚机安装精度。锚机操维平台建造精度满足GB/T 34000—2016《中国造船质量标准》[5]。以西北锚机操维平台建造方法为例,将锚机操维平台划分为3个分段,上下两层作为整体进行分段建造。对于相邻分段涉及单根斜拉筋作为散装结构处理(见图1)。对于锚机操维平台上的舾装件,如格栅、栏杆、管线等结构,应在操维平台分段吊装之前安装完毕,对于顶层的舾装件,需要考虑锚机就位时的吊装干涉,对模型校核时存在干涉的结构物应作为散件后续安装。
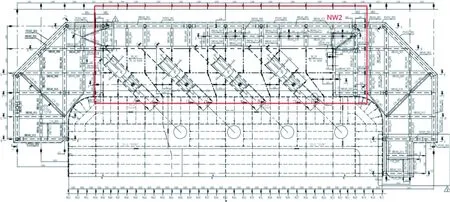
图1 西北锚机操维平台分段划分图Fig.1 Sectional division of northwest windlass maintenance platform
锚机操维平台分段吊装顺序应以中间锚机底座所在分段为第一分段,高空组对尺寸报检合格后进行局部焊接固定。然后吊装两侧操维平台分段,如图2所示,在实际操维平台分段安装过程中,由于平台分段结构组对偏差和焊接变形等影响,平台分段会存在一定精度偏差,对于出现部分分段尺寸偏差位置,进行局部开刀尺寸调整,锚机操维平台甲板面水平度满足DNV GL-OS-C401的要求,基面水平度不大于±5 mm[6]。

图2 锚机操作平台尺寸控制图Fig.2 Dimension control diagram of windlass operation platform
2 锚机底座安装及调平方法
2.1 锚机底座设计
如图3所示,锚机底座数量共计16个,每4组位于一个锚机操维平台上。锚机底座属于框架式结构,内部存在密闭空间,为了满足筋板焊接要求,需要在距离底座检修孔单边250 mm处开设工艺孔,并计划在内部筋板焊接完成后锚机底座顶面板机加工前,采取单面焊双面成形进行封堵。
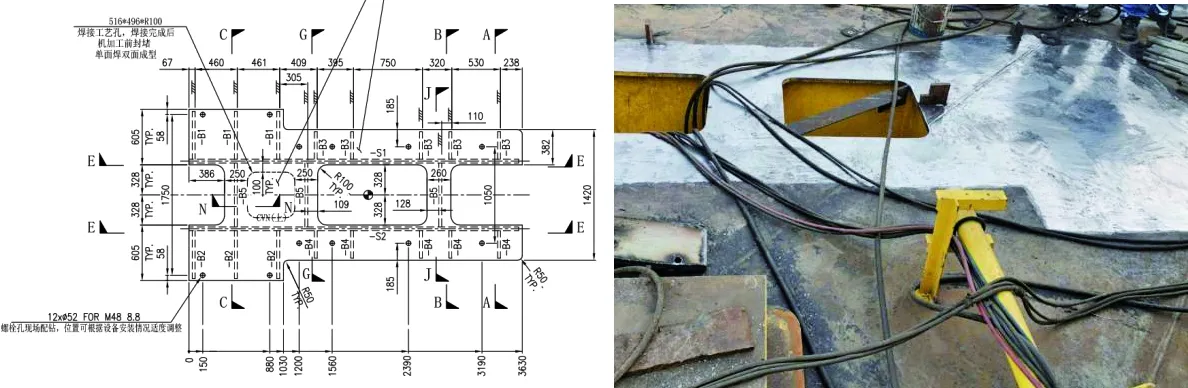
图3 西北锚机底座示意图Fig.3 Schematic diagram of northwest windlass base
2.2 锚机底座安装调平方法
锚机底座需在锚机操维平台全部焊接完成后准备安装,锚机底座所处位置的操维平台上表面应在底座就位前打磨光顺,吊装锚机底座至平台设计位置并组对报检。锚机操维平台的建造水平度要求为10 mm,锚机底座安装后,通常会在底座和操维平台之间形成一定高差的间隙。
传统锚机底座调平方法,从上述锚机底座结构形式分析上可知,锚机底座顶部是由精密机加工设备完成。锚机底座安装质量不仅在于顶部安装面光滑度,还在于锚机具有足够的耐用性。锚机底座与锚机操维平台甲板面之间的接触固化方法显得更加重要。传统锚机底座调平方法是使用预裁的1~5 mm薄钢板填充在锚机操维平台和锚地底座之间,但由于该方法在锚机长期服役中容易产生疲劳效应,会造成锚机底座下沉进而影响锚机使用寿命。
本文采取环氧树脂灌浆方式进行锚机底座调平[7],进而介绍了锚机底座顶面机加工方法和配钻方法,相比传统锚机底座调平方法,本文的锚机底座安装方法能够增加底座和操维平台粘接强度,延长锚机底座的使用寿命,进而增加锚机设备的耐用性。
锚机底座环氧树脂灌浆调平操作步骤如下:
(1) 对底座与操维平台间隙进行吹扫清洗,以确保待注浆区域无杂质、无异物。
(2) 严格按照厂家提供的环氧树脂配比说明,并在专业人员指导下进行搅拌。
(3) 严格按照厂家提供的底座树脂灌浆操作方案对不同工况进行模板搭设。
(4) 在模板指定位置预留可供灌浆的小孔,注射已经完成配比的环氧胶。
(5) 应严格参照使用说明书对环氧树脂进行固化,维持固化温度。
(6) 拆模,注胶完成48小时后固化有效后,方可进行拆模作业。
(7) 补胶,拆模后对作业位置进行打磨,如有遗漏处可使用专用工具进行二次注胶,检验合格后,收集材料工机具,清洁施工。
(8) 检测,对于环氧树脂灌浆方式,应注重过程检查,重点包括混合比、搅拌效果、模板安装、树脂灌浆情况、密封效果、固化温度和时间、施工清洁,并由独立的第三方检测机构出具检测报告[8]。
2.3 锚机底座上面板机加工
机加工要求: 锚机底座上表面钢板板厚设计为50 mm,对4组锚地底座上表面进行统一平面度精度管理,要求上表面厚度在机加工后满足整体1 mm加工要求,同时要保证上表面厚度不得小于40 mm。
机加工方法: 上文提到锚机底座各有一处工艺孔,在加工前应先将工艺孔进行封堵,并将焊脚余高打磨光顺。锚机底座上表面具备加工条件后,先进行统一尺寸测量,以便记录钢板需铣平厚度。机加工作业时,采用铣刀机对锚机底座上台面进行铣平,为了加快进度,可同时使用2台铣刀机,以交错施工方式进行机加工。4个底座台面加工完成,再次组织统一测量上表面水平度并局部补刀,保证最终台面平整度达到1 mm。
2.4 锚机底座螺栓孔配钻
每个锚机底座共有12个螺栓孔,如图4所示,设备基座的螺栓孔应根据设备安装图和厂家提供的安装模板在机加工完成后现场配钻。钻孔时机现场在保证位置准确的前提下,可以根据实际条件适当调整。安装螺栓应为M48 8.8级热镀锌,安装时需涂抹MOLYKOTE 1000道康宁防卡剂,拧紧力矩不小于4 100 N·m。

图4 螺栓孔钻孔模板Fig.4 Template for drilling of bolt holes
3 锚机安装方法
传统锚机安装方法属于直接吊装方法,即直接吊装锚机设备固有吊耳进行高空就位安装,再通过吊绳或者千斤顶调整精就位。本文介绍了一种新的锚机安装方法,即两次锚机安装,通过一次锚机姿态调整,先调平锚机下平面,然后通过锚机顶丝调节方法,搭配使用止推垫和楔块等工具完成锚机二次精准就位,优点是节省锚机在高空调整姿态时间,锚机安装就位精度更高。
锚机设备由外运至建造场地后,在锚机安装前,锚机设备和框架是由螺栓连接的,将螺栓拧掉,解除锚机与锚机框架连接。如图5所示,根据锚机框架结构形式,配备临时索具,将锚机固定到一个具有承载锚机设备强度的板凳结构上,以此来调整锚机主体水平状态,以备后期锚机安装时保证锚机下平面与锚机基座上平面精准对位。
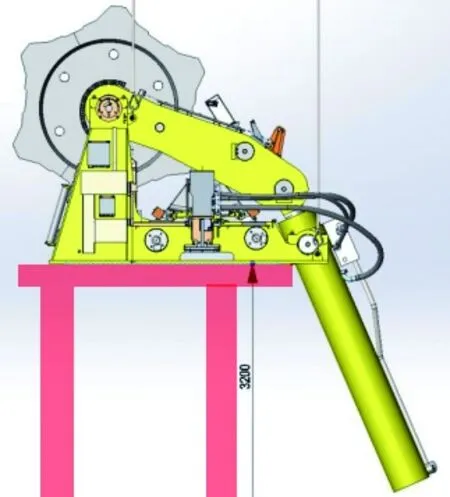
图5 锚机临时放置图Fig.5 Temporary placement of windlass
锚机重量约为20 t,为了保证锚机安装时的灵活度,应采取两台吊机合吊的方式进行锚机安装。吊索具配置推荐使用2组撑杆,配备8根钢丝绳,使用锚机设备自身吊耳。注意钢丝绳长度应不小于10 m,避免发生钢丝绳碰撞结构物情况发生。锚机设备安装步骤如下:
(1) 锚机安装前,首先应再次检查确认锚机底座上表面机加工精度满足平面度1 mm,以及基座上面板水平度3 mm/m,在厂家的指导下对锚机底座上表面进行防腐处理。
(2) 根据锚机安装图对锚机底座进行划线,标记基准线和结构对位线,将螺栓孔钻孔模板吊装到锚机底座上,对锚机底座进行现场钻孔处理。
(3) 根据锚机吊装方案,起吊锚机到拟就位位置上方,将锚机缓慢下放进行初次就位,通过事先准备好的顶丝板和顶丝以及导向马板等调节装置,调整锚机公共基座外边缘,逐步靠近基座对位线。
(4) 如图6所示,采用锚机顶丝调节方法,可以对称布置几组顶丝调节装置。该装置原理简单,由垫板和螺栓组成,使用方法为在锚机基座外200 mm左右焊接一个顶丝调节垫板,在与锚机公共基座底板中心线齐平的位置给顶丝调节垫板开始一个螺栓孔,插入一个顶丝调节螺栓顶住锚机公共基座微调以保证锚机精准定位。
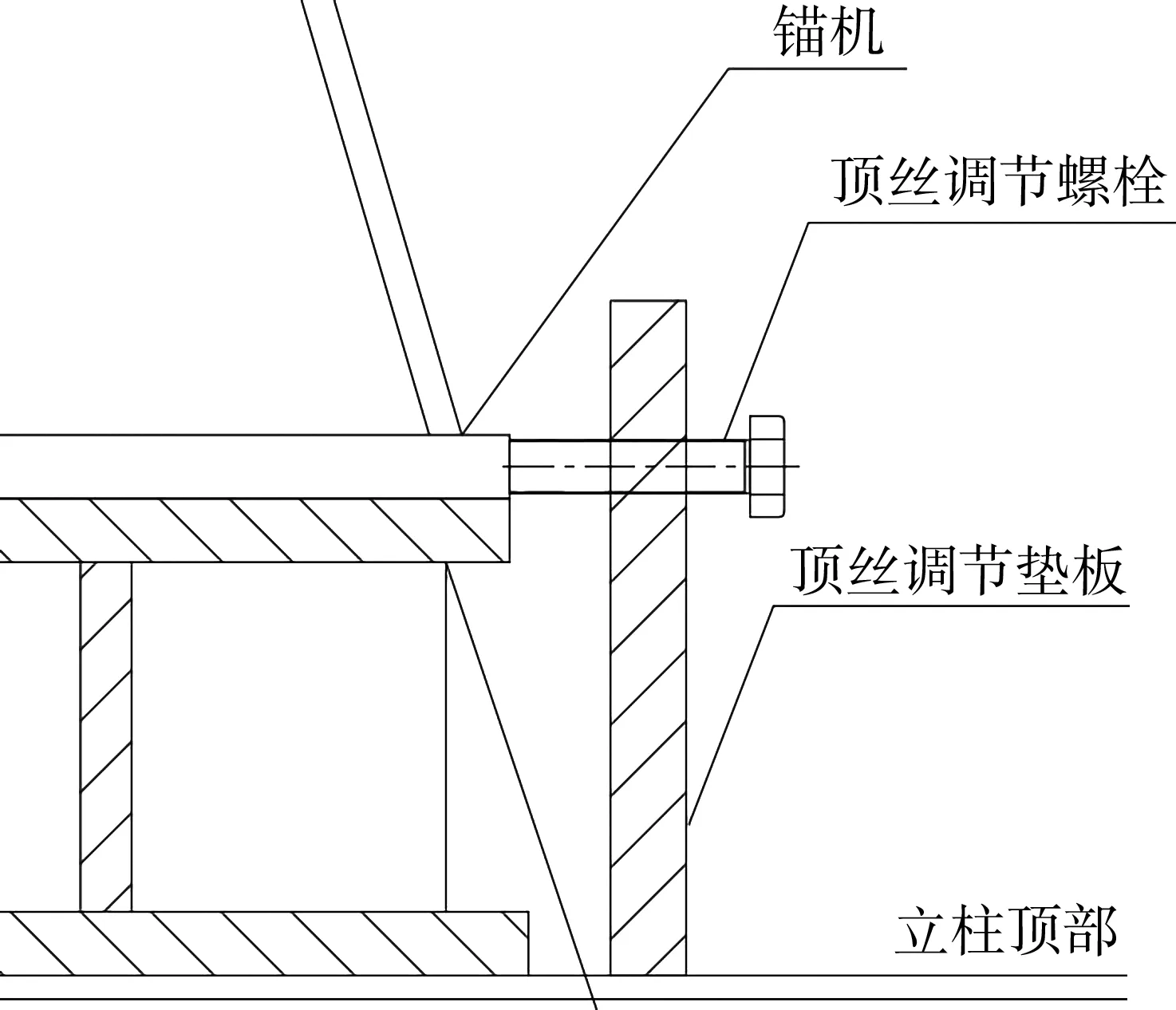
图6 锚机顶丝结构Fig.6 Screw structure at the top of windlass
(5) 止推垫安装,止推垫通常安装在待止动的锚机设备底座侧面,止推垫与锚机底座机已经加工40 mm厚的上面板高度相同。如图7所示,根据锚机安装图,每个锚机底座上设置有6组止推垫。止推垫的安装时间应在锚机底座安装完成后进行定位焊接固定,以免后期焊接余热对锚机设备电气系统产生影响。
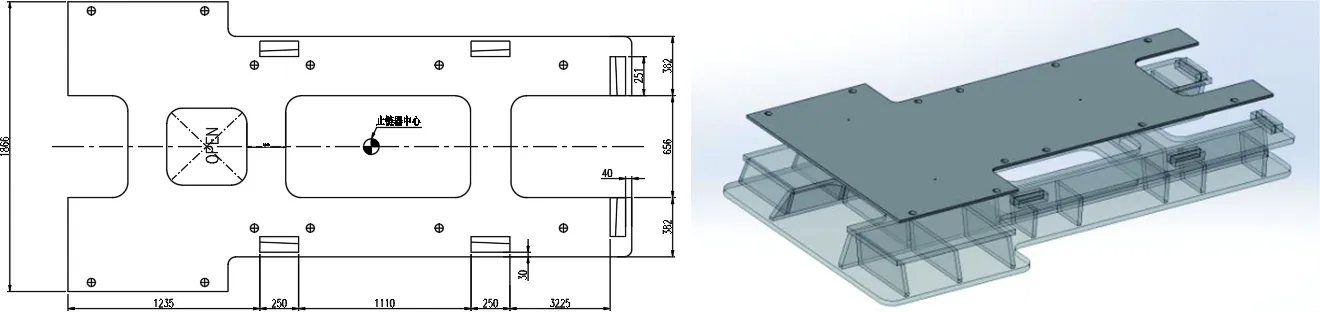
图7 止推垫布置图Fig.7 Layout of pad
(6) 楔块安装,楔块与止推垫配合使用,通常是在锚机设备安装完成后,需要现场测量锚机设备公共基座与止推垫间隙,并现场加工楔块。楔块留有约5 mm加工余量可现场根据测量值进行加工。使用超薄的塞尺进行检测楔块和止推垫之间联动间隙,塞尺最大可深入10 mm。当楔块与止推垫之间接触面积大于60%时,可判定满足使用要求。安装合格后,将止推垫与锚机底座满焊固定,楔块与止推垫间需要间断焊定位,以防止出现错位[9]。
(7) 重复以上锚机安装步骤,完成其他15个锚机设备精准定位安装以及止推垫的固定。
(8) 检验,锚机轴系与锚机底座应保持水平,锚机设备中心线应与锚机底座中心线对齐,左右间距应相等。锚机安装后应测试锚机联轴器操作是否灵活,所有锚机设备与锚机底座螺栓力矩满足安装技术要求。
4 结 语
首先,本文针对锚机操维平台建造及尺寸控制进行了分析研究,可通过优化柔性锚机操维平台分片,二层整体成片而非传统的一层片再装立柱拉筋再装二层片的方法,减少了高空焊接变形,为锚机安装打下了较好尺寸控制的平台基础。
其次,本文对锚机底座设计形式进行了深入分析研究,从锚机底座的结构设计形式,机加工特点展开研究,相比传统设备底座简单的填充钢垫片的形式,创新性地使用了环氧树脂灌浆的基座调平方法,同时对锚机底座加工和精度要求以及螺栓开孔要求进行了规范,对于提高锚机底座加工精度起到了关键作用。
最后,本文进一步对链式锚机设备框架设计和吊装方法进行分析研究,对于锚机机安装过程中的顶丝调节方法以及锚机止推垫和楔块安装,锚机安装检验方法进行了详细描述。通过上述一整套锚机安装精度控制方法,在半潜式平台建造期间有效保证了锚机高质量安装,也为类似海洋石油平台设备类安装工艺提供了建造安装标准参照。
