关于SPC技术在汽车白车身制造中的应用研究
2021-02-24袁萌邢文涛杨焱周超李琦
袁萌,邢文涛,杨焱,周超,李琦
关于SPC技术在汽车白车身制造中的应用研究
袁萌,邢文涛,杨焱,周超,李琦
(奇瑞商用车(安徽)有限公司河南分公司,河南 开封 475000)
白车身制造精度是汽车外观质量的载体,直接影响整车外观匹配和整体性能进而影响客户满意度和整车品牌形象。我国自主品牌汽车要想在竞争中赢得一席之地,提高汽车白车身制造精度是关键所在。SPC统计学方法对白车身制造过程进行质量控制并进行分析,根据分析结果采取相应措施,从而达到过程异常预警、降低过程浪费、提升过程能力,从而确保白车身制造精度。
白车身;外观匹配;精度;过程能力
1 背景
随着我国国民经济和汽车行业的快速稳健发展,间接推动国民对汽车消费需求的提高。虽然2018年由于受到购置税优惠政策的全面退出和宏观经济增速回落的影响,汽车销量较2017年有所回落,但2018年汽车产销量仍分别有2780.9万辆和2808.1万辆的产量。汽车作为消费者高品质生活的重要组成部分,人们对汽车外观匹配及制造质量要求日益增高。面对在合资企业中激烈的竞争趋势,我国自主品牌汽车要想在竞争中赢得一席之地,提高汽车白车身制造精度是关键所在。运用SPC分析技术可以有效及时发现并预警制造过程中的偏差,从而提升白车身制造精度。
2 统计过程控制(SPC)简介
SPC技术是对数据进行收集、描述、分析并解释的技术,它可以用来揭示各种看似偶然现象背后的规律。SPC技术即应用统计过程方法对过程进行控制,使生产过程保持平稳。因此,若想提高白车身制造精度,可借助统计过程控制的方法和特点,从而可及时的对白车身外观品质提升采取有效地控制手段。
3 白车身的概念
汽车白车身通常是指车身内板结构件及外观覆盖件焊接总成,即未进入涂装喷漆处理和总装零部件装配之前的车身。白车身总成由车身骨架和装配件两部分组成。骨架总成是由前舱、前后地板、左右侧围、顶盖四部分焊接而成的车身主体,是整车的装配载体。装配件主要包括:四门(左右前后门)、前后盖(发动机盖和后行李箱盖)、翼子板、前后防撞梁等,各装配件通过螺栓安装连接的形式装配到车身骨架总成上,从而组装成一个白车身。图1为白车身总成3D数字模型。
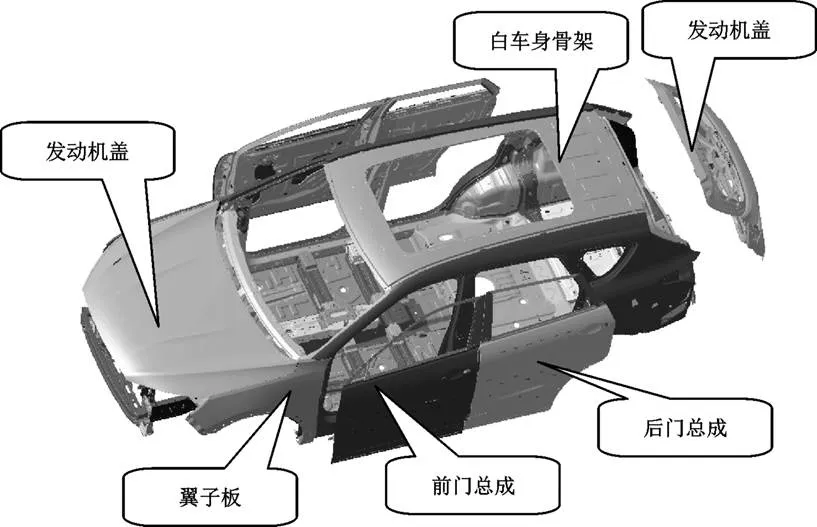
图1 白车身总成3D数字模型
4 白车身制造工艺
整车制造工艺是一个比较复杂的制造过程,其包冲压工艺和焊接工艺,喷漆及零件加工和热处理、总装装配工艺等。白车身的制造工艺主要包括冲压和焊接工艺。
4.1 冲压工艺流程及特点
冲压工艺流程:原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库
冲压特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。因此在批量生产中得到了广泛的应用,在现代工业生产中占有十分重要的地位,是白车身生产的龙头工艺。
4.2 焊接工艺流程及特点
焊接工艺流程:冲压件→分总成→总成→白车身骨架→白车身总成。
焊接工艺特点:鉴于冲压件的材料大都是含有良好焊接性能的低碳钢钢材,因此焊接是白车身制造中常用的焊接方法。白车身制造过程中应用最多的是电阻焊,其占据整个焊接总量中的70%左右。除此之外即为二保焊,它主要用于电阻焊焊接困难的位置。冲压件大都是薄壁板件,所以在焊接过程中必须用夹具定位板件后进行焊接,以保证各零件搭接面处在焊接时处于的贴合的状态。图2为门内板焊接的示意图。
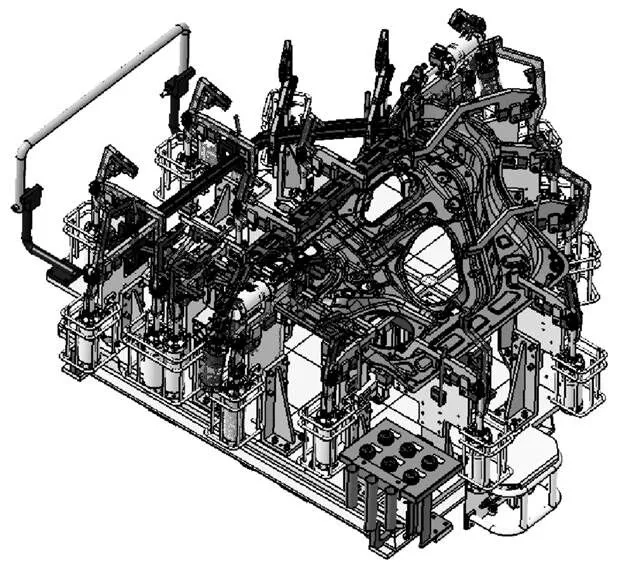
图2 门内板焊接的示意图
焊装夹具就是为白车身各点焊、CO2 保护焊、装配等总成部件保证合格尺寸的专用定位器具。目前有的夹具类型有:点焊夹具、CO2夹具、装配夹具、高频固化夹具、滚边胎膜夹具及在线冲孔夹具等。
夹具的设计结构要求:夹具设计需保证操作具备安全性和便捷性两个重要特性,符合人机工程学,轴向翻转、平面旋转、平移、等动态机构应具备安全防护装置和到位锁死装置此两项重要装置;四面防尘机构需设置在所有平移滑轨内。
5 SPC技术在白车身四门装配的应用实例
自车身制造过程中的四门两盖匹配问题,是影响自车身和整车外观匹配的重要问题。四门两盖装调在整车中的具有十分重要的地位,四门两盖匹配的好坏直接影响整车外观的美观以及整车性能,也使得产品市场竞争力不强。
图3为焊装车间CP5检验点测量四门匹配数据。左右前后门间隙标准:4.5±1.2mm,平度标准:-0.5~1.0mm。左右后门与侧围间隙标准: 4.5±1.2mm,平度标准:-0.5~1.0mm。从图中可以看出右侧前后门上端平度为1.3mm,属于不合格超差点。连续对后面5台车进行测量,发现此点均不合格。
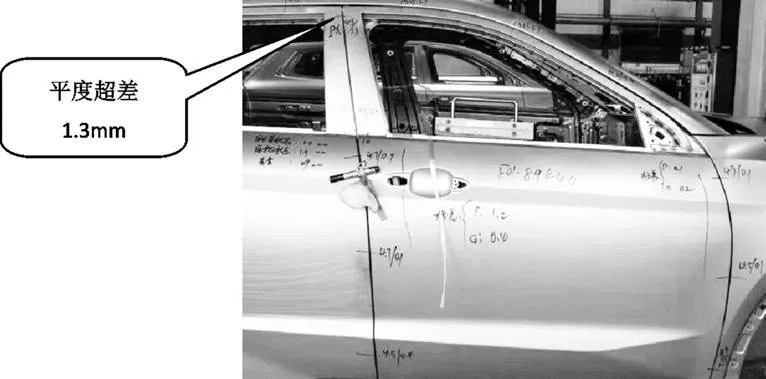
图3 焊装车间CP5检验点测量四门匹配数据
四门总成在检具上的平度标准为:±0.5mm,右前门此点的数据为-0.4mm(合格),右后门此点的数据为1.0mm(不合格)。图4为右侧前后门在检具上的测量数据。
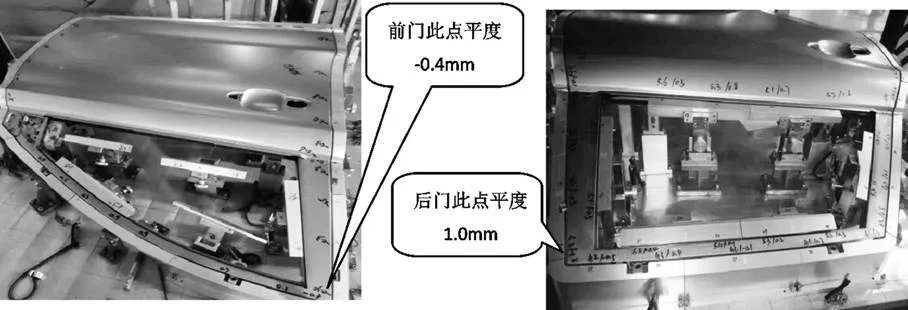
图4 右侧前后门在检具上的测量数据
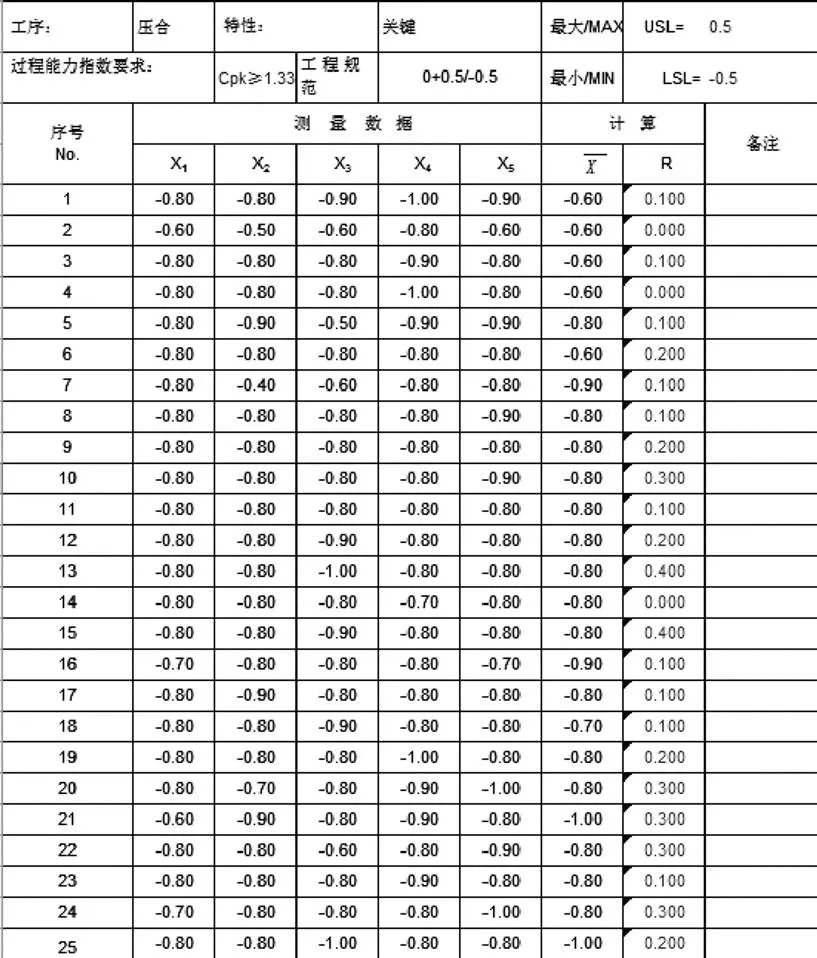
图5 25组右后门测量数据
为了能够准确反映生产过程的实物质量,每次连续抽取5个样本,连续抽取25组数据进行右后门总成数据测量。对右后门与右前门上段匹配位置处进行数据平度值检测,测量数据如图5所示。通过数据得出右后门此测点平度Xbar-R图,如图6所示。通过数据可以看出此点超出标准值较多,整个制造过程处于极其不稳定状态。通过公式计算得出该过程能力指数CPK=-1.26,属于过程能力严重不足,此为前后门平度超差的根本原因。
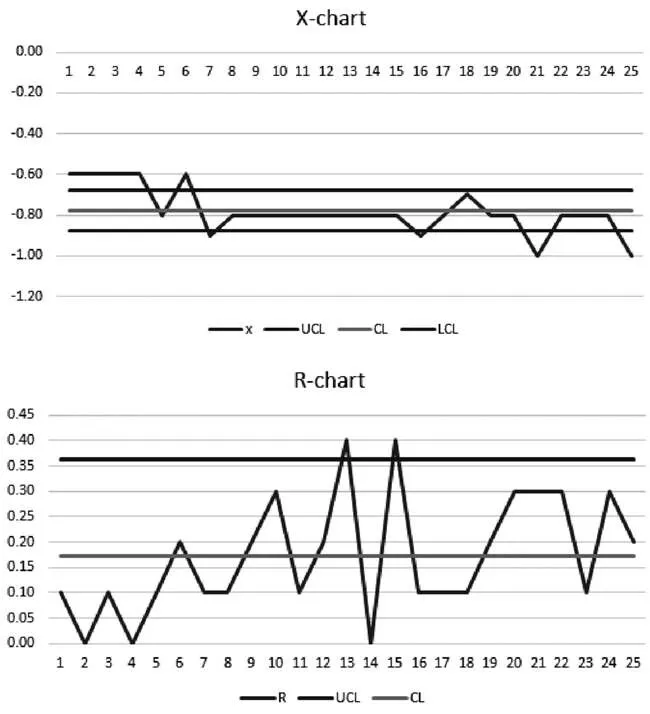
图6 右后门Xbar-R
通过合理运用SPC技术工具,充分运用数理统计原理对检测数据进行分析,判断四门制造过程是否稳定,有无偏差数据,从而寻找问题根本原因,提高白车身制造尺寸质量。
Research on Application of SPC Technology in Automobile Body in White Manufacturing
Yuan Meng, Xing Wentao, Yang Yan, Zhou Chao, Li Qi
( Henan Branch of Chery Commercial Vehicle (Anhui) Co., Ltd., Henan Kaifeng 475000 )
The manufacturing accuracy of the body-in-white is the carrier of the appearance quality of the car, which directly affects the appearance matching and overall performance of the vehicle and thus affects customer satisfaction and the brand image of the vehicle. In order to win a place in the competition, China's self-owned brand cars are the key to improving the manufacturing precision of automobile body-in-white. The SPC statistical method carries out quality control and analysis on the body-in-white manufacturing process, and takes corresponding measures according to the analysis results, thereby achieving process abnormality warning, reducing process waste, improving process capability, and thus ensuring the manufacturing accuracy of the body-in-white.
Body in white; Appearance quality; Accuracy; Process capability
10.16638/j.cnki.1671-7988.2021.03.050
U466
A
1671-7988(2021)03-161-03
U466
A
1671-7988(2021)03-161-03
袁萌(1988.01-),河南商丘人士,研究生,工程师,奇瑞商用车(安徽)有限公司河南分公司制造技术部焊装技术科工艺师,从事汽车焊接工艺技术提升方面的研究与管理工作。
