不等厚铝合金板材搅拌摩擦铆焊塑性连接机理研究
2021-02-22张鹏赵升吨陈政范淑琴董朋
张鹏,赵升吨,陈政,范淑琴,董朋
(1.西安交通大学机械工程学院,710049,西安;2.西安物华巨能爆破器材有限责任公司研发中心,710061,西安)
随着航空航天、汽车工业及轨道交通等领域机械装备综合性能的不断提高,装备轻量化的不断实施,铝合金等轻量化板材得到了广泛应用,然而铝合金的高性能点连接日益成为一项亟待解决的问题。目前,常用的轻量化板材点连接技术主要有无铆塑性连接、电阻点焊和搅拌摩擦点焊等[1-3],无铆塑性连接工艺依靠板材自身的塑性变形能力,使板材之间内嵌形成机械锁实现连接。韩晓兰等建立了抗拉强度预测模型,通过试验验证和接头强度检测优化了工艺参数[4]。陈超等通过在平底无铆连接点中添加铆钉,显著提高了连接点的抗拉强度和抗剪强度,但该工艺需要较大的成形力,且铆接接头连接强度不高、气密性差、外观质量一般[5]。
文献[6]提出了一种搅拌摩擦挤压连接技术,开展了12.7 mm厚RHA钢板与AA6061板材的焊接试验,获得了铆焊接头的损伤机理和失效形式。文献[7]运用该技术搭接了AA2024-T6板材,获得了带有机械锁的冶金结合接头。王希靖等利用无针搅拌头获得了6061铝合金与带孔DP600镀锌钢板的搭接点焊接头,但该工艺均需在下层板材预先开槽或者钻孔,造成材料浪费,影响加工效率[8]。李永兵等提出了自冲摩擦铆焊工艺,依靠摩擦热和挤压变形实现板材连接,但是该工艺对设备和铆钉要求较高[9]。文献[10-12]分别提出了原理相似的搅拌摩擦塞铆焊用于铝合金与钢的点连接,将异种材料连接转变为同种材料的摩擦焊接,但是过高的焊接热量往往会导致铝合金软化严重,且上下板材之间容易形成较大间隙。
结合现有金属板材点连接技术优势,为了实现铝合金板材的高性能点连接,本文提出了一种螺纹铆钉式搅拌摩擦铆焊(FSRW)工艺,兼顾了固相焊接和铆接技术优势,可以获得依靠螺纹机械铆合增强的固相焊接接头。本文通过理论分析和试验研究,针对不等厚铝合金板材论证了所提出新工艺原理的可行性,研究了3 mm和4 mm厚6061-T6铝合金板材搅拌摩擦铆焊工艺过程中材料流动行为和温度场分布,重点讨论了转速和持续加热时间对温度场变化的影响规律,通过控制铆焊热输入量进行了6061-T6铝合金板材FSRW工艺参数优化。通过物理试验研究了优化所得工艺参数对3 mm和4 mm厚6061-T6铝合金板材搅拌摩擦铆焊接头力学性能的影响规律,为螺纹铆钉式搅拌摩擦铆焊技术在轻合金连接领域的推广与应用提供有益参考。
1 搅拌摩擦铆焊塑性连接新工艺原理
FSRW工艺是依靠工具头和螺纹铆钉对轻合金板材待连接点的搅拌摩擦和挤压作用,利用焊接热和压力,实现两板材之间的固相焊接与机械铆合,主要包括定位、铆焊、成型和工具头回撤4个步骤,具体工艺原理如图1所示。
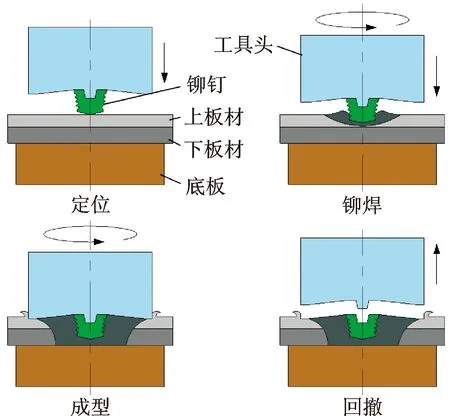
图1 搅拌摩擦铆焊工艺原理
首先,通过工具头将放置在待连接点上的铆钉进行定位并施加一定的预紧力。然后,高速旋转的工具头将铆钉扎入工件的待连接点中,在工具头轴肩和铆钉的搅拌摩擦和挤压作用下,上下板材间的材料发生塑化并形成冶金结合,直到轴肩到达预设下压量;保持工具头下压力并继续旋转,对连接点持续摩擦加热一定时间(持续加热时间),塑化的金属材料将铆钉紧密包裹镶嵌。最后,工具头停止转动并退回坐标原点,连接点处塑化的材料与铆钉自然冷却后形成铆焊接头。工具头和铆钉之间依靠带有锥度的内外六方间隙配合,便于工具头回撤过程中与铆钉顺利分离。
2 材料属性及工艺参数
采用不等厚6061-T6铝合金板材开展FSRW工艺过程有限元数值模拟研究,工件尺寸分别为45 mm×45 mm×3 mm和45 mm×45 mm×4 mm,铆焊形式为搭接。FSRW过程是一个包含大变形、接触条件多变复杂的高度非线性动力学问题,涉及传热学、力学、冶金学等学科。在本研究中,6061-T6铝合金的材料性能参数依据Simufact材料库和文献[13-15],密度设为2 700 kg/m3,弹性模量、屈服应力、泊松比、导热率以及比热容等热物理性能随温度场和材料组织状态的改变发生非线性变化,具体参数值如表1所示。
为了研究工艺参数对FSRW过程中温度场变化的影响机制,通过改变主轴转速和持续加热时间对比分析。参照前期6061-T6铝合金板材搅拌摩擦焊接试验研究结果和文献资料[16-17],设定主轴转速分别为800、1 000、1 200、1 400、1 600和1 800 r·min-1,6组工具头持续加热时间分别为3、5、7、10、12和15 s,铆钉和工具头铆焊进给速率为30 mm·min-1,工具头退出速率为60 mm·min-1,轴肩下压量为0.2 mm。

表1 6061-T6铝合金热物理性能参数
3 搅拌摩擦铆焊工艺有限元模型
图2a为采用SolidWorks软件建立的6061-T6铝合金板材FSRW三维模型,由夹具、工具头、铆钉、工件和底板组成。将三维模型导入Simufact Welding有限元软件进行FSRW全过程热力耦合数值模拟。因为在实际FSRW过程中,工具头材料多采用高温合金,铆钉材料为中碳钢或高速钢,与工件材料相比,它们均具有很大刚度,焊接过程中的变形很小,可以忽略不计,在模拟过程将工具头和铆钉考虑为解析刚体。为了便于计算和提高计算效率,本模型中对工具头轴肩和铆钉的几何结构进行了简化,轴肩采用内凹式,轴肩直径为15 mm,圆锥形铆钉大端直径为6 mm,小端直径为4 mm,高度为6 mm。
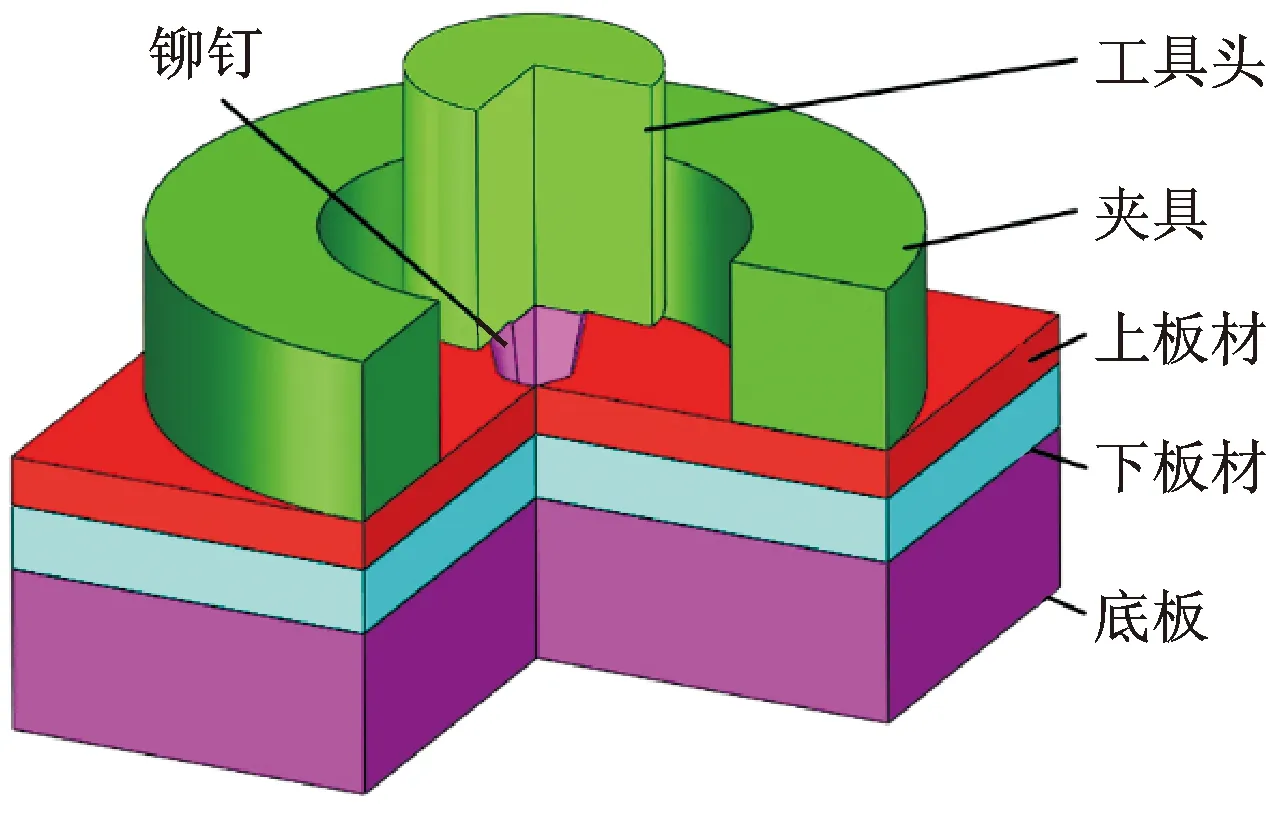
(a)搅拌摩擦铆焊三维模型
为了避免模拟过程中产生大的畸变影响计算结果,对待铆接点区域进行局部网格细化,并对上下板材进行网格重划分。模型中采用Quadtree和AdvFront两种单元格形式,单元数为23 332,工件网格划分如图2b所示。
在FSRW过程中,发热源主要是工具头轴肩以及铆钉与工件之间的摩擦和待铆焊部位工件材料的塑性应变。为了便于计算,本文采用库仑摩擦模型,6061-T6铝合金与钢之间的摩擦系数随温度的变化如表2所示。
模型的初始温度设定为25 ℃,忽略热辐射的影响,仅考虑FSRW过程中工件上表面和侧面与空气之间以及工件底面与底板之间的对流换热,对流换热系数分别为30和150 W/(m2·K)。
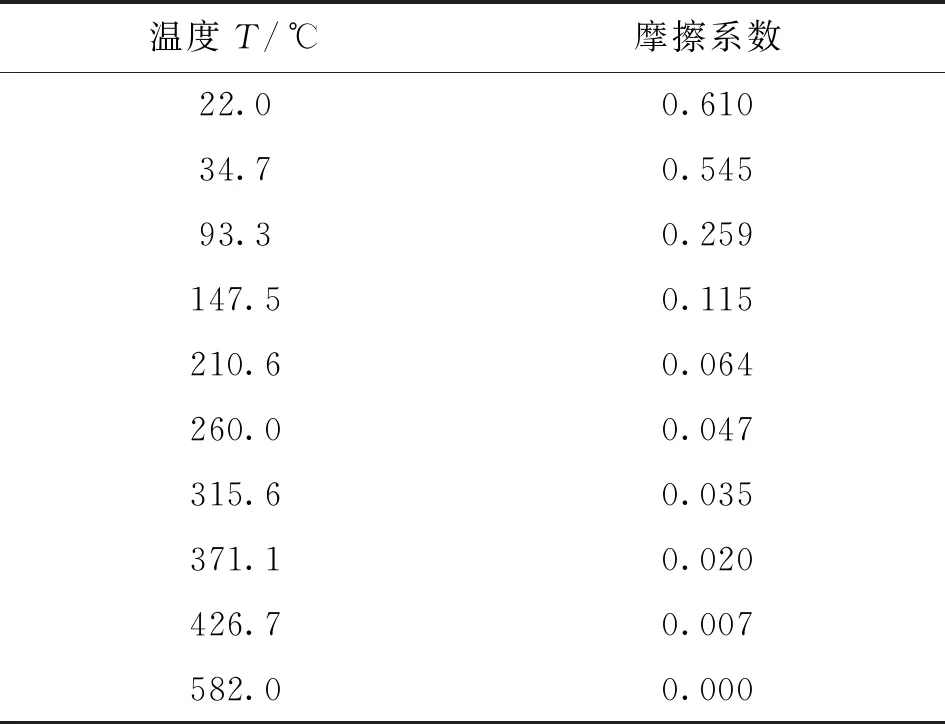
表2 摩擦系数随温度的变化规律[18]
4 模拟结果与分析
4.1 搅拌摩擦铆焊工艺过程
FSRW工艺过程的材料流动行为、温度场分布与传统搅拌摩擦点焊相似,如图3所示。以主轴转速1 400 r·min-1、持续加热时间5 s为例,铆焊初期,在铆钉的驱动下,底部材料垂直向下运动,速率为0.2 mm·s-1左右,铆钉与板材相互摩擦作用,周边的材料受到挤压而向外运动,温度逐渐上升到80 ℃左右。随着铆钉的搅拌和进给,向下和向外运动的部分材料在板材约束和铆钉挤压作用下沿匙孔周围向上和向外运动,材料流动速率为0.2~0.4 mm·s-1,铆钉及周边材料温度达到100~180 ℃,位于板材上表面附近的材料甚至会被铆钉旋转挤出,而后被工具头轴肩凹面所包容。

(a)材料流动形态
当轴肩与板材接触后,轴肩下方的材料被向下挤压,轴肩周边的少部分材料则被旋转挤出形成飞边,大部分塑化的材料则在轴肩与铆钉之间的封闭空间中被剧烈搅拌。随着工具头及铆钉对连接点的持续加热,塑化的材料温度急剧上升,峰值温度达498.66 ℃,最大材料流动速率为0.71 mm·s-1。铆焊过程中,此工艺参数下铆焊接头处的峰值温度为6061-T6铝合金的熔点(582 ℃)的86%,可见本模型材料没有出现熔化,符合固相连接的基本特性,温度场分布规律与国内外研究学者所得结论及试验结果[19-21]一致,说明本文有限元数值模拟模型的合理性与有效性。
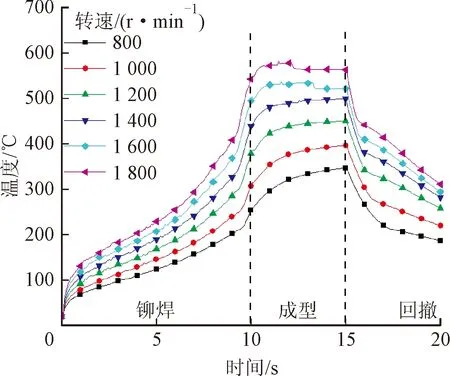
图4 不同转速下铆钉处的热循环曲线
4.2 工艺参数对搅拌摩擦铆焊温度场的影响
为了进一步确定6061-T6铝合金FSRW的工艺参数范围,继续研究了转速和持续加热时间对FSRW过程中铆钉处温度变化的影响规律。图4为不同转速下FSRW过程中铆钉处的热循环曲线。由图可见,不同转速下,FSRW过程中铆钉处的温度变化规律基本一致,但随着转速的不断升高,搅拌摩擦作用更加剧烈,峰值温度也有所升高。当转速为800 r·min-1时,铆焊过程中铆钉处的峰值温度为346.76 ℃。当转速为1 400 r·min-1时,铆钉处的峰值温度为498.66 ℃;当转速为1 800 r·min-1时,铆钉处的峰值温度为581.85 ℃,已经达到6061-T6铝合金的熔点,不符合固相连接的特点。
持续加热时间是另一影响FSRW过程中温度场变化的关键因素,图5为不同持续加热时间下FSRW过程中接头处峰值温度的变化规律。持续加热阶段,低转速区间(800~1 000 r·min-1)接头处起始温度为300 ℃左右,材料塑化程度不高,铝合金与钢的摩擦系数约为0.04,工具头轴肩与工件材料的摩擦作用较为剧烈;随着持续加热时间的延长,峰值温度增幅较为明显,增幅约为80 ℃。中转速区间(1 200~1 400 r·min-1)持续加热阶段的起始温度达到400 ℃,材料塑化程度升高,铝合金与钢的摩擦系数低于0.02,峰值温度增幅趋于平缓;持续加热时间为3~7 s时,增幅约为40 ℃;持续加热时间超过10 s后,峰值温度进入稳定阶段。高转速区间(1 600~1 800 r·min-1)持续加热阶段起始温度超过450 ℃,铝合金与钢的摩擦系数趋近于0,虽然延长持续加热时间,但是峰值温度并没有大幅提升,受对流换热、材料塑化程度以及铆焊压力等因素的影响,峰值温度甚至会出现略微下降。

图5 不同持续加热时间下峰值温度变化规律
4.3 搅拌摩擦铆焊工艺参数优化
转速、进给速率和持续加热时间是影响FSRW接头成型及连接质量的关键因素,转速和进给速率决定了FSRW过程中产生摩擦热的大小,持续加热时间决定了材料处于塑性状态的时间长短。本文铆焊进给速率恒定,因此转速和持续加热时间的合理匹配才能提供恰当的铆焊热输入量,从而获得性能优良的FSRW接头。
在FSRW过程中,通过控制铆焊时的热输入量控制接头组织,从而控制接头质量。参照搅拌摩擦点焊工艺,众多学者试验研究表明,当工艺参数合理匹配使焊接过程中峰值温度为熔点的70%~90%时,可以获得无气孔、裂纹等冶金缺陷且力学性能优良的搅拌摩擦点焊接头[22-24]。因此,对于6061-T6铝合金FSRW工艺,转速和持续加热时间的合理参数范围如图6所示。一般情况下,铆钉和工具头的转速为1 000~1 400 r·min-1,持续加热时间为3~15 s。
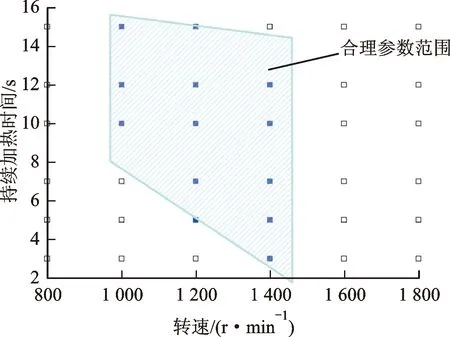
图6 6061-T6铝合金FSRW工艺的参数范围
5 铝合金搅拌摩擦铆焊试验研究
5.1 试验装置及样件

(a)FSRW试验设备
根据工艺参数优化结果,在自行改造的数控加工中心上进行了螺纹铆钉式FSRW试验研究,如图7a所示。选用3 mm厚和4 mm厚铝合金6061-T6板材,试样尺寸为25 mm×100 mm,铆焊形式为搭接,搭接宽度为30 mm,如图7b所示,工具头轴肩直径为15 mm,螺纹铆钉高6 mm,螺纹参数为M6×1。设定的5组转速分别为800、1 000、1 200、1 400和1 600 r·min-1,两组持续加热时间分别为5 s和10 s,铆钉和工具头铆焊进给速率为30 mm·min-1,工具头退出速率为60 mm·min-1,轴肩下压量为0.2 mm。所获FSRW接头试样如图7b所示,接头表面光滑无毛刺,铆钉与周围材料紧密结合,铆焊点周围受铆钉和工具头的摩擦挤压作用有飞边产生。随着焊接热输入量的升高,局部焊接热过度积聚,焊缝处软化的金属材料的量和体积增加,导致软化的金属材料被挤出形成飞边缺陷。因此,转速越高,飞边和铆焊点周围材料变形越明显。
5.2 接头宏观、微观组织形貌分析
试验转速为1 200 r·min-1时所获接头与数值模拟结果对照如图8所示。铆焊接头上表面宏观形貌和数值模拟结果吻合度较高,接头表面光滑无毛刺,但是有飞边产生,如图8a所示。在工具头轴肩挤压和铆钉的搅拌作用下,接头组织高度依赖于冶金温度,从图8b可以看出,FSRW接头可以分为4个区域,即搅拌区、热力影响区、热影响区和母材。从接头横截面可以观察到上下板材之间形成了冶金结合,利用光学显微镜测量上下板材之间冶金结合区域半径R约为3.15 mm,且铆钉螺纹处已经嵌实了铝合金材料,上下板材与螺纹铆钉实现铆合。
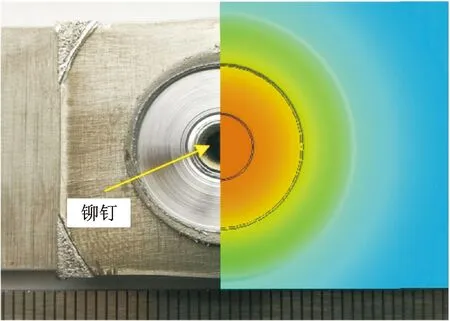
(a)温度分布和接头上表面宏观形貌
FSRW接头微观组织如图9所示,图9a、图9b和图9c分别为图8b中a、b和c3个区域的微观组织形貌。搅拌区在螺纹铆钉和工具头轴肩的强烈搅拌摩擦挤压作用下,经历了较高温度的热循环,组织发生动态再结晶,该区域组织致密,晶粒细小均匀。热力影响区受铆钉和轴肩的搅拌摩擦挤压和热循环作用不及搅拌区明显,部分组织发生动态再结晶,并在铆钉的搅拌挤压作用下发生塑性流动,晶粒发生严重变形并具有明显的取向性。搅拌区和热力影响区有较为明显的边界,如图9a所示。虽然铝合金组织发生了充分的塑性变形,将铆钉紧密地包裹镶嵌,形成了如图9b所示的螺纹铆合,但是铆钉与搅拌区组织分界明显,并没有发生冶金结合。这主要是由于试验中没有对铆钉进行镀锌等表面处理,铆钉表面在焊接热作用下极速氧化,阻碍了铝合金与钢的冶金结合[25-26]。
与FSSW工艺接头组织形貌相似[27],如图9c所示,铆钉周围塑化的材料组织在剧烈的搅拌摩擦挤压和热循环作用下,上下板材之间形成了较好的冶金结合。同样,如图8b和图9c所示,本文所获FSRW接头也存在Hook缺陷[28],Hook缺陷高度H(Hook缺陷末端距上下板材之间界面的高度)约为0.275 mm,通过改变工艺参数,改善FSRW接头成型质量可作为进一步研究重点。
5.3 接头连接强度测试
按照GB2651—1989标准,在Instron 5982材料性能试验机上进行铆焊接头连接强度测试,如图10a所示。测试过程中,试样两端增加垫块以保证拉伸剪切力加载方向沿试样搭接界面,拉剪速率为1 mm·min-1,接头拉剪载荷取3次重复测试的平均值,以提高试验的准确性和可靠性,不同工艺参数所得接头的拉剪载荷如图10b所示。

(a)拉伸剪切测试
随着转速和持续加热时间的增加,接头拉剪载荷呈现先增大后减小的变化规律。当转速较低和持续加热时间较短时,产生的焊接能量较低,不足以使接头处的材料充分塑化,易出现孔洞等铆焊缺陷,拉剪过程中裂纹在铆焊缺陷处扩展,导致接头拉剪载荷较低。当转速较高且持续加热时间较长时,焊接热输入量较高,接头处的材料塑化程度较高,容易出现过热组织或者固溶析出相发生聚集,材料组织晶粒长大,脆性增加,降低接头的拉剪载荷。本文试验中,当转速为800 r·min-1、持续加热时间为5 s时,所获接头拉剪载荷最低为4 911.16 N;当转速为1 200 r·min-1、持续加热时间为10 s时,所获接头最大拉剪载荷为7 099.96 N。
6 结 论
(1)实现了3 mm和4 mm厚6061-T6铝合金板材FSRW过程中材料流动和温度场的数值分析。研究了转速和持续加热时间对FSRW过程中峰值温度的影响规律:转速越高,峰值温度越高。当转速为1 800 r·min-1时,峰值温度达到铝合金熔点,不符合固相焊接要求;持续加热时间延长,峰值温度增幅明显,但随转速的升高,峰值温度增幅不断降低,峰值温度超过铝合金熔点的75%后,随持续加热时间的延长,峰值温度甚至会出现略微下降。
(2)转速和持续加热时间是影响FSRW接头连接质量的关键因素,通过控制铆焊过程中的热输入量进行了工艺参数优化。当进给速率和轴肩下压量恒定时,适用于3 mm和4 mm厚6061-T6铝合金板材FSRW的转速范围为1 000~1 400 r·min-1,持续加热时间为3~15 s。
(3)获得了3 mm和4 mm厚6061-T6铝合金板材的螺纹铆钉式搅拌摩擦铆焊接头,通过对比分析接头金相组织分布区域和温度场分布情况,可确定接头组织高度依赖于冶金温度,6061-T6铝合金的FSRW接头包括搅拌区、热力影响区、热影响区和母材4个区域。上下板材之间形成冶金结合,塑化材料与螺纹铆钉之间形成机械结合。