基于PLC的小青柑自动掏肉机设计
2021-02-21陈邦印王建生李慈心江少航
陈邦印, 王建生, 李慈心, 江少航
(五邑大学 智能制造学部,广东 江门529020)
0 引言
近年来,随着广东江门新会柑产业与品牌的打造升级,除了带火新会陈皮,还有新会柑普茶、陈皮果酒等[1-3]。尤其是新会柑普茶成为近两年茶行业的新宠,其原材料主要是新会小青柑。现在小青柑的剥皮取肉大多为人为手工剥皮取肉[4],还有一些小型的机器只是能解决单一工艺流程或者还未完善的小型机器设备[5-6]。随着新会大面积种植小青柑,柑普茶将会崛起,然而如今工人劳动力不足而且费用较为昂贵,对较为完善的现代化机器设备的需求尤为突出。而根据相关文献与调研,针对新会小青柑果肉挖取技术而言,市场上出现的相关的机器甚少,或是还存在可被完善或是不可完善等问题[7-11]。较为完善的果肉自动挖取机能够最大限度地提高加工生产效率和提高中小型企业工厂作坊的经济效益。
1 设计思路
1.1 发现存在问题
对比市面已有的一些机器,确实提高了生产加工的效率,但后续还需要人手将开果部位柑皮盖子与连接的果肉分离,如图1所示,由于果汁与柑果皮中含有柑橘类水果的酸味成分[12],长时间接触柠檬酸可能会对人手有腐蚀的作用,造成长时间的红肿脱皮的状态,故设计一台新会小青柑果肉自动挖取机是对工人的一种保护,解决了操作环境恶劣的问题。
1.2 构想与思路
针对新会小青柑加工基本依靠手工完成这一现状,设计一款可实现小青柑自动化加工的机器,该自动化机器采用刀具和吹气相结合的加工方式,该加工方式分为4个加工工序:工序一是手工上料,雇佣工人在设备前方竖着放置小青柑(小青柑带枝部分朝下);工序二实现小青柑上切口直径φ5 mm,下切口直径φ25 mm;工序三实现在保留完整的果皮前提下去除果肉;工序四为卸料工序。另外实现φ25 mm的切皮块完整保留,四工位同时加工以达到高效率加工效果。

图1 小青柑开果图
2 小青柑掏肉机结构设计
小青柑自动掏肉机整体结构设计如图2所示,主体分上下两部分,下方为电动机、气缸等部件,上方为气缸、转盘、小青柑底座和压模等部件。其中的机械机构部分主要是平面型槽轮机构、圆柱式凸轮机构,元器件主要使用标准化的普通电动机及双作用气缸。该设备总共分为4道工序。4道工序中除了上料为人工上料外,其余3道都是由PLC控制机械机构实现自动作业。

图2 整体布局
2.1 上料工序(工序一)
设备工序一是工人手工将小青柑带枝部分朝线下放置在转盘的凹槽(下文统称下模)上,其中转盘上有4个下模。转盘每7.5 s转动一次,即转盘停留时间为7.5 s,在这过程中工人将4个小青柑正确放置,如图3所示。
2.2 切块工序(工序二)
设备工序二的主要功能是对小青柑直径为25 mm的圆柱形果肉连同柑皮取出,及在另一个方向对小青柑开一个直径为5 mm的小通孔,如图4所示。

图3 上料工序
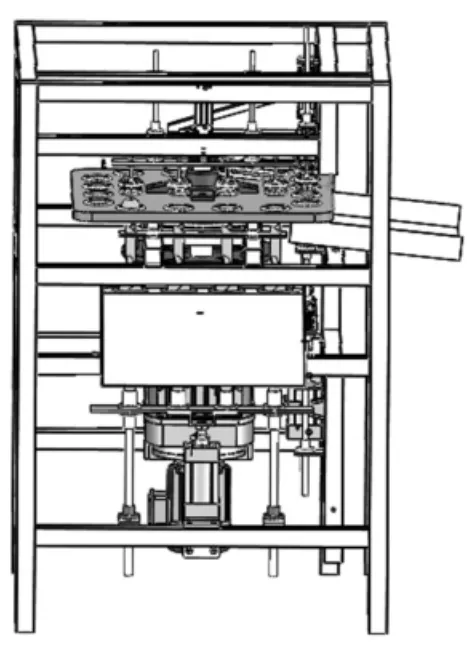
图4 切块工序
其工作原理为:1)设备上方气缸推动4个橡胶压模往下运动,压住小青柑;2)上模带有φ5 mm的圆孔刀,下压过程直接开口;3)下模有φ30 mm的通孔,设备下方气缸推动下方4个圆柱凸轮往上运动,其特殊结构(圆柱凸轮机构)可以实现φ25 mm的圆孔刀具作一个旋转+上升的运动,φ25 mm的圆孔刀上升过程可切出小青柑中间部分的果肉;4)气缸往下推动,带动φ25 mm的圆孔刀旋转下降,可带出φ25 mm的果肉。
2.3 掏肉工序(工序三)
设备工序三的主要功能是对小青柑残留附着在果皮内壁的果肉进行刮洗、冲刷,如图5所示。
其工作原理为:1)设备上方气缸推动4个橡胶压模往下运动,压住小青柑;2)上模带有φ5 mm的喷气头,喷气头两侧通孔,下压后喷出高压气体,冲刷内壁残留果肉;3)下模有φ30 mm的通孔,设备下方气缸推动下方4个小电动机和特殊刀具往上运动,刀具的特殊结构可以实现钢丝绳自动收缩,以实现通过小青柑下方φ25 mm的开口时不破坏果皮的目的,同时实现在果实内部撑开钢丝,以便刮洗内壁残留果肉;4)刮洗、冲刷一段时间后果肉挖取干净,气缸带动刀具往下运动,刀具内部带有弹簧,可以使钢丝收缩,安全下降至原始位置,转盘转至下一工位。

图5 掏肉工序
2.4 卸料工序(工序四)
设备工序四的主要功能是通过斜杠将小青柑从底座(橡胶下模)直接卡出,然后顺着斜杠滚落至出槽口,完成卸料,如图6所示。
3 关键零部件机构设计

图6 卸料工序
3.1 圆柱凸轮设计
采用圆柱凸轮分度机构,如图7所示,可以实现在往上切割果实和往下脱离果实的过程中,刀具同时作一个旋转运动,这个旋转运动可以迫使圆柱形刀具内部的果实在脱离过程中会与刀具一起落下,实现掏空小青柑的目的。并且,设备加工小青柑时所需的加工速度,即凸轮的运动速度不高,因此适用,运动时滚子可以补偿滚子与滚槽之间的间隙。
3.2 橡胶模具的设计
上方橡胶模具结构主要由4个零件构成,如图8所示。托盘载着小青柑转动到工序二、工序三工位,设备上方的气缸推动4个模具往下运动。橡胶压块先与小青柑接触,此时橡胶压块抵抗弹簧力往上运动,但整个模具依旧呈下降状态,小青柑开始被固定,当气缸杆走完整个行程时,模具与小青柑皆处于不运动状态,设备下方切块机构与掏肉机构开始作业加工完毕后。设备上方的气缸开始进行回程运动,此时整个模具除了橡胶压块,其余零件开始往上方向运动,橡胶压块在弹簧储存的弹簧力的作用下,处于与小青柑紧密接触并且停止的状态,在模具上升到一定高度后,弹簧杆将所具有的弹簧力释放完毕,橡胶压块才开始跟随整个模具上升,最终到达初始位置,而后转盘开始转动,进入下一个工位。

图7 圆柱凸轮分度机构

图8 橡胶模具工作状态
3.3 特殊刀具设计
根据小青柑果肉柔软的特点,加之从不锈钢丝打蛋器上汲取的设计灵感,本设计采用软不锈钢作为刀具,如图9所示。
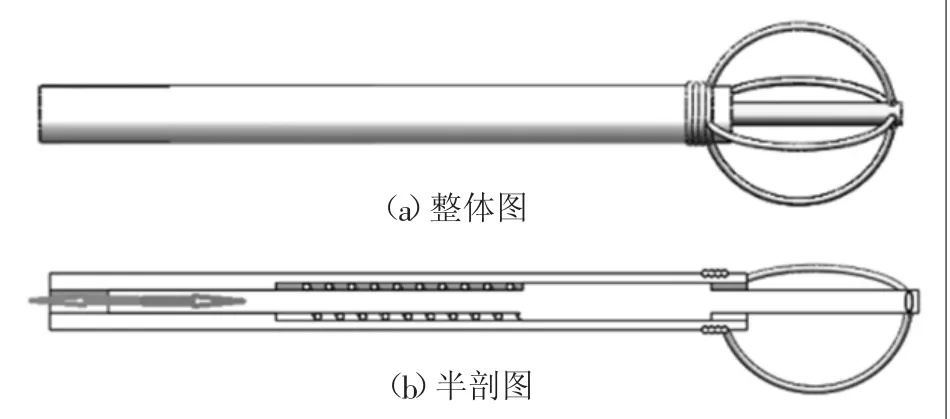
图9 特殊刀具示意图
在转盘载着小青柑进入工位后,设备上方气缸推动上模向下运动固定小青柑,设备下方的气缸推动4个微型交流电光轴电动机和特殊刀具向上运动(微型交流电光轴电动机通过联轴器与特殊刀具相连接),此时刀具处于收缩状态(最大宽度小于25 mm),当刀具上升到小青柑果体上部后,刀具的上端与上模的通气杆下端相接触。此时,弹簧杆会停止运动,由于气缸还处于推动状态,整个刀具依然处于向上运动的趋势,两个反向相向的力将处于收缩状态的钢丝撑开,使钢丝最大宽度接近小青柑果体的直径,实现最大化地刮洗、冲刷小青柑果实内壁残肉。
3.4 卸料机构的结构设计
在转盘上方设置2个卡料斜杠,斜杠的位置应该设置在小青柑运动轨迹的切线位置。由于橡胶模具是在转盘上对称分布,所以在转盘转动的过程中,小青柑的运动轨迹总共有2个(转盘机构每移动一次,每个运动轨迹都会有两个小青柑经过)。小青柑运动的轨迹如图10所示,灰色虚线为小青柑重点运动轨迹,黑色粗实线为小青柑外圈运动轨迹。

图10 小青柑运动的轨迹(灰色虚线)初始示意图
绘制出小青柑的运动轨迹图后,在小青柑运动轨迹的切线上安装两根卡料杆,如图11中使用虚线表示卡料杆位置。卡料杆贴近转盘上表面,在转盘转动的过程中,小青柑会被卡料杆限制位移方向,由于转盘的转动为小青柑提供一个转动惯量,因此,小青柑会沿着2个卡料杆的位置,进入出料槽,最后排出设备,完成卸料过程。
3.5 工作台设计
工作台转盘结构的主要功能是为小青柑提供进料位置和为加工生产提供有效的平台与适合的加工位置。工作台转盘机构主要由工作转盘、工作台连接轴、槽轮机构、16个橡胶模具、联轴器和电动机组成。其中电动机为工作台转盘提供旋转工作动力。工作台的三维图如图12所示。

图11 小青柑运动的轨迹(虚线)最终示意图

图12 工作台机构
4 控制系统设计
4.1 气动回路系统设计
小青柑全自动掏肉机的气动回路是以高压气体为介质,它通过4个双作用气缸和喷气嘴等元件,组成统一的整体气动回路,再利用可编程控制器对设备进行控制。设备所需的气缸共4个,其实现功能两两相同,即工序二和工序三分别需要2个推进功能的气缸,设备的气动主回路原理如图13所示。
4.2 PLC控制系统设计
4.2.1 控制系统总方案设计
系统采用PLC进行小青柑全自动掏肉机控制,需要对上下气缸、大电动机、4个小电动机和传感器控制,如图14所示。

图13 气动主回路

图14 控制系统结构图
4.2.2 PLC I/O口分配
根据输入与输出状态的不同,其中4个连接刀具的电动机可以同用一个脉冲输出端口,而控制工作台转盘和两种气缸(上气缸与下气缸)也各需要一个输出端口,共需要4个脉冲输出端口的PLC。其中电动机都为交流电动机,需要用中间继电器进行控制,而控制气缸输出状态则需要用电磁控制阀,这就需要线圈类型的PLC,需要选择有线圈输出端口的控制硬件,所以选择三菱PLC一体机TM-20MR-430-B。选出合适的PLC类型后,可以得出PLC的I/O分配表,如表1所示。
4.3 PLC控制流程
PLC控制流程如图15所示。

表1 新会小青柑果肉全自动挖取机控制系统的I/O分配表

图15 控制流程图
4.4 PLC程序编程
小青柑掏肉机的PLC程序编程采用的是梯形图,因为PLC的梯形图语言是编程中最常用的一种语言,通过与电气原理图和I/O口分配表配合查看,更直观反映了整个控制系统。控制系统的部分PLC梯形图如图16所示。

图16 部分梯形图
5 结语
本文研发了一种小青柑自动掏肉机,通过PLC、气动控制系统和电动机结合一起,实现去果肉、存果皮的特殊加工。解决了当前依靠人工进行小青柑的去肉保皮的问题,提升生产效率和加工质量。该小青柑自动掏肉机针对目前相关企业存在的问题进行设计,得到企业认可。