成人纸尿裤切刀辊的设计
2021-02-15陈阳升三明市普诺维机械有限公司福建三明365009
陈阳升(三明市普诺维机械有限公司,福建 三明 365009)
0 引言
随着生活水平的提高和社会老龄化趋势加剧,这几年成人纸尿裤的需求增长较快,纸尿裤生产线的生产速度提升诉求强烈。目前成人纸尿裤的生产速度一般是150片/min,市场要求提高到300片/min以上,生产速度提升的最大障碍是成人纸尿裤成型的切刀辊压模[1]。成人纸尿裤辊压模的切刀辊一般由高速钢M2制作,其最快速度只能适应150片/min以内的生产,由于M2的红硬性和耐磨性的限制,速度超过150片/min,切刀辊的温度会因为刃口部位的高速摩擦而急剧升高,降低了刃口的耐磨性,导致迅速失效。高红硬性和耐磨性的材料如硬质合金或粉末冶金高速钢,其规格一般都在φ220 mm以内(成人纸尿裤弧切刀的直径>φ300 mm),且价格昂贵,不适合作为生产日常快速消费品的模具材料。现介绍一种低成本高性能的成人纸尿裤成型切刀辊的解决方案。
1 辊压模原理
辊压模被广泛应用于各种柔性材料的加工,特别是生活用纸、无纺布、医用敷料、皮革制品、印刷后加工、金属铝箔制品等行业[2]。成人纸尿裤切刀辊压模典型结构如图1所示,其基本工作原理:工作时辊体2的模刃线3与砧辊1的辊面接触并在加压机构5外力的作用下相互旋转辊压,对通过两模中间的原料6产生滚压作用力使原材料按切刀辊压模刃线3的形状产生分离或成型,通过输送线输送到下一个工位,最后形成需要的产品。高智能化的高速生产线每一个工位都是通过辊压模完成,辊压模周而复始、循环不间断的工作,利用其高度自动化和流水作业的特点,实现高速高效、节能降耗的现代化生产。
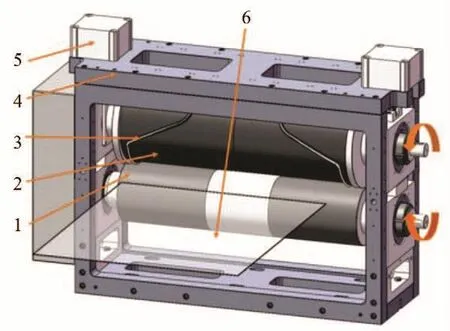
图1 切刀辊压模典型结构
2 切刀辊材料分析
随着模切设备的线速度越来越快(超过300 m/s),对切刀辊的性能要求,特别是红硬性和耐磨性的要求也越来越高,普通高速钢M2制作的切刀辊已不能满足要求,无法适应客户的需求。经过分析和大量的试验,发现粉末冶金高速钢可以满足这些基本要求,其组织结构和力学性能优于普通高速钢。普通高速钢M2的碳化物颗粒粗大、均匀度差、纤维具有方向性,碳化物呈带状,在使用时容易掉点或片状脱落,如图2、图3所示。由于冶炼工艺的不同,粉末冶金高速钢S290的碳化物颗粒细小、组织均匀、各向同性,其金相组织如图4、图5所示,合金含量超出普通高速钢合金含量的限制(最高25%)[3],目前已有合金含量达到40%的粉末冶金高速钢,通过合理的热处理工艺设计,可以提高模具零件的耐磨性和红硬性,达到高速模切设备的生产要求。粉末冶金高速钢和普通高速钢的组织与性能对比如表1所示。粉末冶金高速钢需要进口,价格昂贵,也无法制作直径超过φ300 mm的棒料。针对直径超过φ300 mm的成人纸尿裤成型切刀辊,用粉末冶金高速钢制作的镶件式刀辊代替整体式刀辊,可以解决原材料、性能及成本的难题。
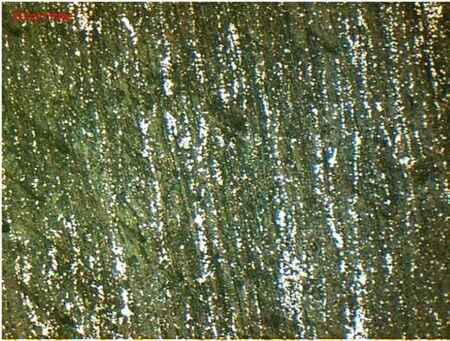
图2 M2淬火+回火后金相组织(100×)

图3 M2淬火+回火后金相组织(400×)
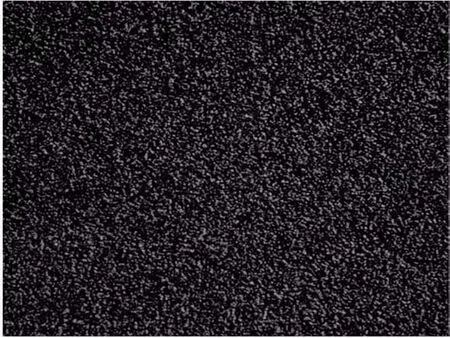
图4 S290淬火+回火后金相组织(100×)
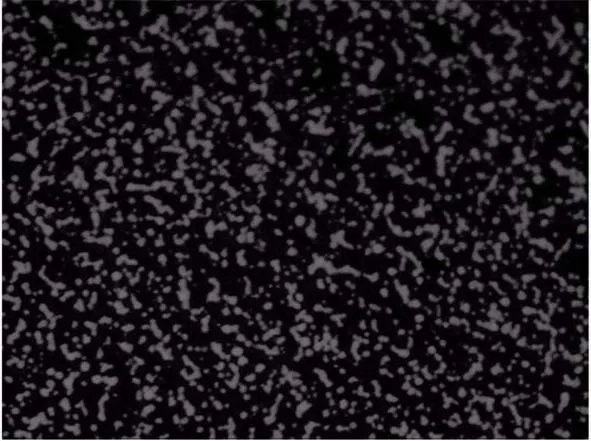
图5 S290淬火+回火后金相组织(400×)
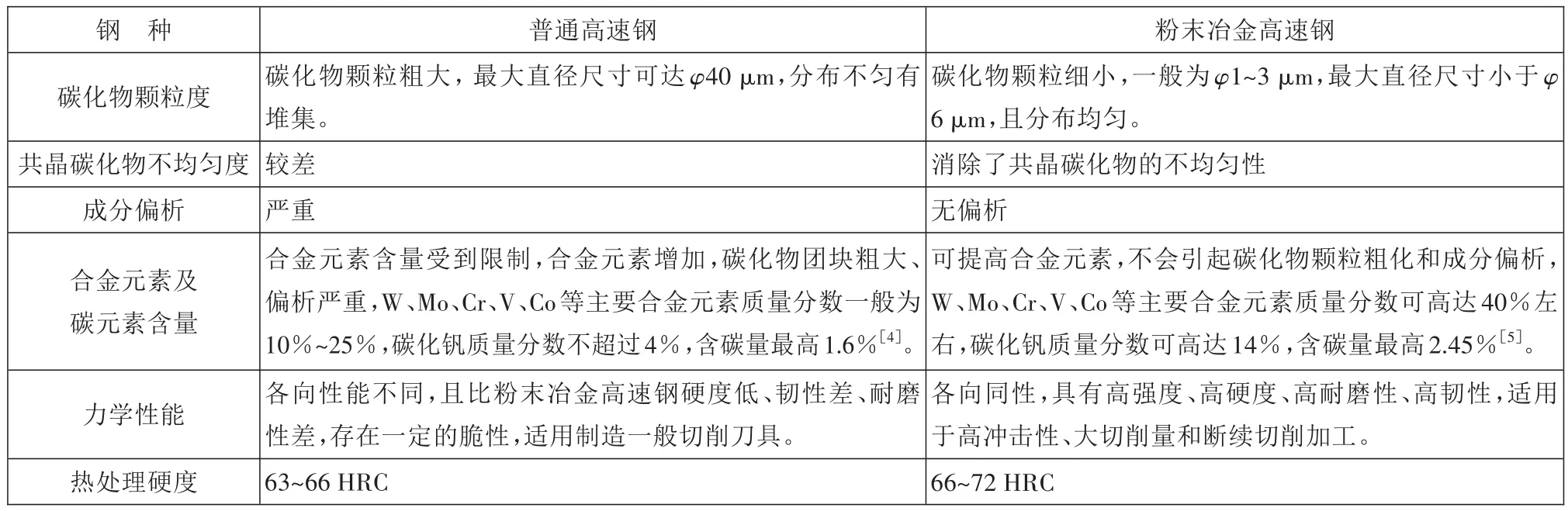
表1 粉末冶金高速钢与普通高速钢的性能对比
3 镶件式成人纸尿裤成型切刀辊的结构设计
整体式的成人纸尿裤切刀辊如图6所示,辊体4的辊面上按产品外形轨迹加工的模刃线3和支撑环2是一个整体。整体式辊体通常用普通高速钢制作,中间的芯轴1主要起传递扭矩的作用,带动切刀辊旋转。
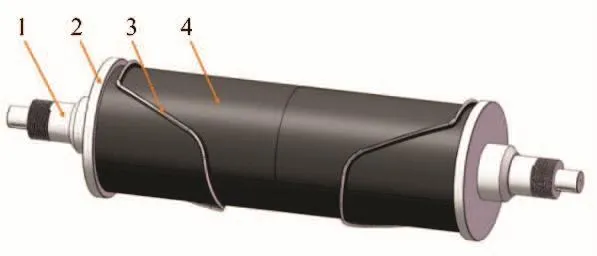
图6 整体式成人纸尿裤切刀辊的典型结构
镶件式切刀辊典型结构如图7所示,根据功能将切刀辊分为主功能区、次功能区和辅助功能区,主功能区主要是模刃线3,直接参与工作,其展开形状是与产品形状相同的空间轨迹曲线;次功能区为支撑环2,起支撑和保护刀刃的作用;没有直接参与工作的芯轴1和基体4为辅助功能区。沿着模刃线3布置若干镶件5,各镶件之间采用特殊工艺及工装无缝拼接而成(最大缝隙小于0.002 mm),模刃线3在拼接好的镶件5上直接加工,镶件5固定在基体4上,基体4和支撑环2固定在芯轴1上,形成完整的切刀辊,实现与整体式切刀辊相同的结构功能。
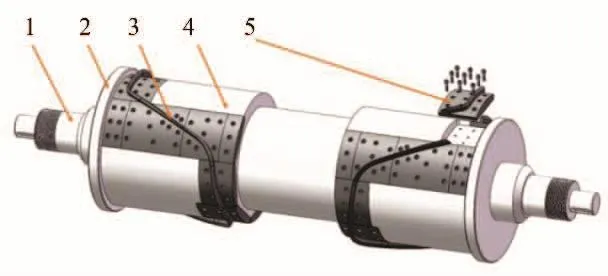
图7 镶件式成人纸尿裤切刀辊的典型结构
镶件式切刀辊和整体式切刀辊相比,其优势在于主功能区可以选择性能更加优越的材料,解决了大直径整体式粉末冶金刀辊的原材料规格、成本和热处理的难题,同时在局部出现异常失效时可以更换单独的镶件,不必要整体更换,最大限度地减少损失。整体式大直径的切刀辊热处理难度大,难点在于刃口和基体尺寸相差大,易导致尺寸小的部位过热,壁厚部位和内部淬火不充分,组织和性能不均匀,甚至变形过大导致报废。镶件的基体壁厚小于整体式的有效壁厚,更加接近刃口的厚度,避免整体式切刀辊常出现的变形大和组织不均匀的问题,提高切刀辊的整体性能。
4 镶件式切刀辊设计与制作要点
镶件式切刀辊在设计和制作时应注意以下要点。
(1)材料选择与搭配。镶件5选用进口粉末冶金高速钢制作,次功能区支撑环2由普通高速钢M2制作,辅助功能区芯轴1和基体4选用普通中碳合金钢制作。根据使用中实际发挥的功能及其性能的要求设计3种材质,让每种材质都能发挥最大的效能而不浪费,在保证性能要求的情况下最大限度节省了昂贵的进口粉末冶金材料。
(2)固定设计及装配要点。为了保证镶件刀刃处的刚性,镶件固定螺钉沿刀刃线分布,展开后的模刃线和产品的外形一致,如图8所示。锁紧时先锁紧靠近刀刃的螺钉,并涂上螺纹胶,使镶件在锁紧和使用过程中不变形、不松动。
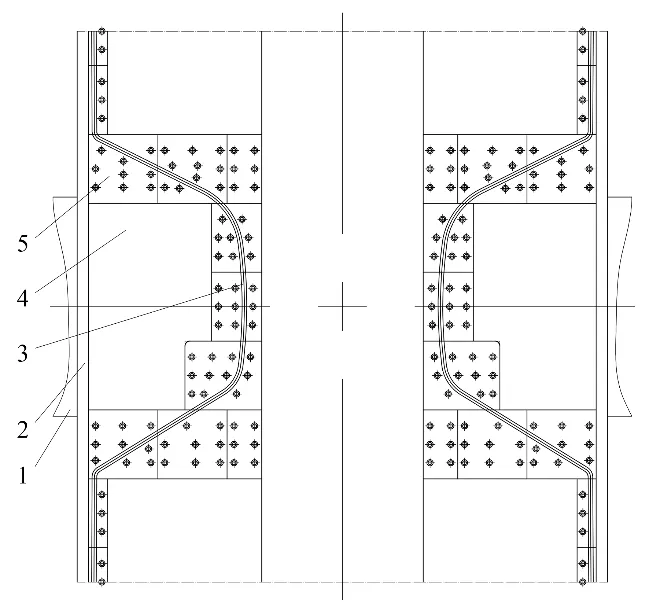
图8 辊面径向展开
(3)镶件等分的设计原则。根据成人纸尿裤切刀辊的辊体规格、刀刃轨迹进行分析,通过对节省的原材料成本与增加的加工成本之间进行比较,最终确定合理的等分形式:辊体直径φ220~φ320 mm采取八等分,辊体直径φ320 mm以上的采取十等分,如图9所示,任何2个镶件的结合面都通过圆心。固定的等分形式减少了镶件式辊体所需高精度工装的数量和相应的工装成本。表2以直径φ300 mm的成人纸尿裤切刀辊为例,通过体积可以计算镶件式刀辊相对于同直径整体式刀辊可节省粉末冶金原材料69%,直径越大,节省的比例越高。
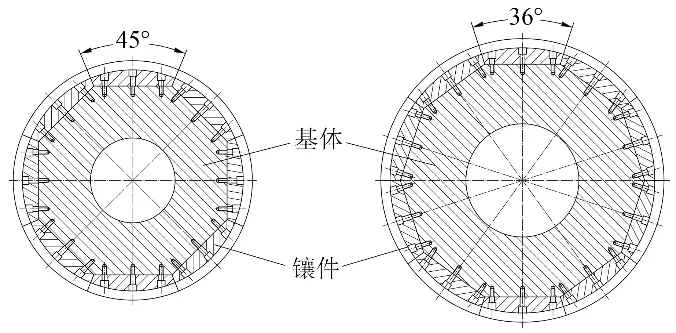
图9 镶件辊体等分截面

表2 镶件式结构与整体式结构辊体材料成本比较
(4)设计镶件磨削镶配专用工装。为了确保接合面的角度一致,分别设计八等分和十等分的专用镶件磨削工装夹具,同时设置工艺镶件,在镶配时用于调节压紧镶件之间的间隙,确保镶件之间的间隙无限趋于0,最大不能超过0.002 mm,接合面的粗糙度值不能高于Ra0.04 μm。
(5)在配置镶件时,应记录每个镶件的尺寸和形位公差,以便在使用中镶件上的模刃线出现局部崩口、掉齿或断裂等影响使用的质量问题时,只需按原尺寸更换镶件即可重新使用,而不必整体报废。
(6)镶件的热处理工艺。针对镶件刃壁薄、结构复杂,热处理过程中容易产生变形、裂纹和内部组织晶粒粗大等问题,可采取如下措施解决:①镶件热处理前进行去应力退火,以消除机加工应力对热处理变形的影响;②因为粉末高速钢的淬透性好,为减少高合金的氧化流失,选用真空气淬的热处理方式,用氮气作为冷却介质,既安全环保又起到保护合金元素的作用;③淬火加热分三级进行,在低温区真空炉的热辐射较慢,所以在低温的等温加热区要停留较长的时间,可以按照最厚壁厚计算时间,尽量保持镶件内外温度一致,避免出现组织差异,减少变形;④根据材质和硬度要求制定合理的奥氏体化温度,在大量的实践基础上得出以下奥氏体化保温时间的计算公式:T=σ×0.6,其中,T为奥氏体化保温时间,min;σ为镶件的最厚有效厚度,mm;⑤进行多次回火,实现马氏体的二次转化,完成二次硬化,最大限度地消除奥氏体残留,以解决使用过程中残留奥氏体转化成马氏体导致镶件变形的问题[6];⑥增加深冷处理,以提高形状的稳定性和抗疲劳性,进一步稳定镶件内部组织,确保使用过程中镶件不变形[7];⑦为了消除镶件回火冷却时的应力,避免应力残留引起的变形,最后一次回火后进行人工时效处理。
按以上工艺处理的镶件内部组织碳化物细小均匀,没有偏析(见图4、图5)。实践证明,该工艺保证了镶件内部组织马氏体转化充分,满足高速生产中对切刀辊红硬性和耐磨性的要求,同时镶件还保持了足够的韧性和稳定性,延长了切刀辊的使用寿命。
5 结束语
介绍的镶件式切刀辊设计及制作工艺不仅适用于成人纸尿裤切刀辊,还可广泛应用于其他大直径的辊压模。经过大量的实践证明,镶件式结构可以实现整体式结构相同的功能,且能解决原材料、热处理工艺和成本的难题,模具性能大幅提高,可达到成人纸尿裤300片/min以上辊冲速度的使用要求和寿命要求。通过采用镶件式辊压模,在卫生用品行业的成人纸尿裤、拉拉裤O切等产品上已实现400片/min的生产速度。
