5052铝合金草酸阳极氧化和铬酸阳极氧化工艺研究
2021-01-26周艳丽
周艳丽
(河南工业贸易职业学院机电工程系,河南郑州451191)
阳极氧化是铝合金最常用的表面处理工艺之一,目的是赋予铝合金在工程应用中所需的优良物理性能和化学性能,如高硬度、耐磨损、耐腐蚀和电绝缘等[1]。根据使用的电解液性质和工艺条件不同,铝合金阳极氧化工艺主要有硫酸、草酸、铬酸、磷酸阳极氧化工艺,硬质阳极氧化工艺和瓷质阳极氧化工艺等[2]。每种阳极氧化工艺都有其优缺点,在铝合金表面处理中发挥着重要的作用。
5052 铝合金属于5×××系列铝合金,中等强度,易于加工成型且具有良好的焊接性,但其存在着强度与耐腐蚀性能不能兼顾的问题。因此,在保证5052铝合金强度的同时改善其耐腐蚀性能,进行阳极氧化处理是一种有效的途径。陈梁等[3]采用硬质阳极氧化工艺对5052 铝合金进行处理,通过单因素实验优选出最佳工艺参数,并研究了最佳工艺参数下制备的阳极氧化膜性能。杨笠等[4]采用硫酸阳极氧化工艺对5052 铝合金进行处理,重点研究了多孔层微孔的形状对阳极氧化膜耐腐蚀性能的影响。穆伟[5]采用草酸阳极氧化工艺对5052 铝合金进行处理,并研究了阳极氧化处理后5052 铝合金的耐腐蚀性能。本文重点研究5052 铝合金草酸阳极氧化工艺和铬酸阳极氧化工艺,比较了草酸阳极氧化膜和铬酸阳极氧化膜的厚度、形貌和耐腐蚀性能。
1 实验
1.1 实验材料及其预处理
实验材料为5052 铝合金试样,其化学成分见表1所示。

表1 5052铝合金化学成分Tab.1 Chemical composition of 5052 aluminum alloy
实验前,用1200 目砂纸打磨去除试样暴露在空气中时表面自然形成的氧化膜,然后在碱性溶液中浸泡10 min左右。除油后再进行酸洗,利用酸的浸蚀作用彻底清除试样表面的油污、灰尘和氧化膜。酸洗后试样的表面状况满足要求,清洗并干燥后即可进行草酸阳极氧化和铬酸阳极氧化。表2为除油和酸洗溶液成分及工艺条件。
1.2 草酸阳极氧化和铬酸阳极氧化
采用直流阳极氧化电源,将处理后的5052 铝合金试样作为阳极置于电解液中,通电后基于电解原理在试样表面形成氧化膜。草酸阳极氧化的电解液成分和工艺条件为:草酸50 g/L、电压45 V、电流密度1⋅4 A/dm2、电解液温度25 ℃、时间55 min。铬酸阳极氧化的电解液成分和工艺条件为:铬酸40 g/L、电压40 V、电流密度0⋅75 A/dm2、电解液温度35 ℃、时间55 min。

表2 除油和酸洗溶液成分及工艺条件Tab.2 Solution composition and process conditions of oil removal and pickling
1.3 草酸阳极氧化膜和铬酸阳极氧化膜的形貌表征与性能测试
采用日立S‐4800 型扫描电子显微镜对草酸阳极氧化膜和铬酸阳极氧化膜进行形貌表征。采用SJ‐210 型粗糙度仪对草酸阳极氧化膜和铬酸阳极氧化膜进行表面粗糙度测量,都取4 个位置,分别记录测量结果。采用美国普林斯顿PARSTAT 2273型电化学工作站对草酸阳极氧化膜和铬酸阳极氧化膜的极化曲线和阻抗谱进行测试,电极系统为三电极体系:铂电极为辅助电极、饱和甘汞电极为参比电极、草酸阳极氧化膜试样和铬酸阳极氧化膜试样分别作为工作电极,都在氯化钠溶液(3⋅5 wt⋅%)中进行测试。极化曲线测试时扫描速率为0⋅5 mV/s,阻抗谱测试从高频区的105Hz扫描到低频区的10‐2Hz。
2 结果与讨论
2.1 草酸阳极氧化膜和铬酸阳极氧化膜的厚度
阳极氧化膜的厚度是指阳极氧化膜的外表面到内表面(即阳极氧化膜与基体分界面)的距离,厚度对阳极氧化膜的性能(如耐腐蚀性能、抗弯曲性能等)有很大影响[6]。
图1(a)和图1(b)分别为5052 铝合金试样草酸阳极氧化后和铬酸阳极氧化后的截面形貌。图1(a)显示草酸阳极氧化膜的厚度约为20 μm,图1(b)显示铬酸阳极氧化膜的厚度约为18 μm,可以说两种阳极氧化膜的厚度比较接近。
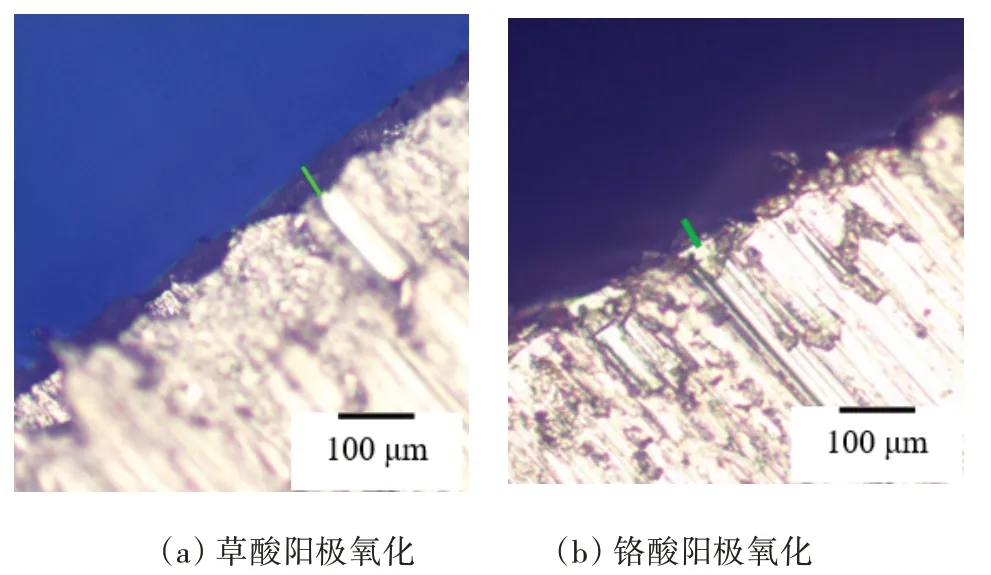
图1 5052铝合金试样阳极氧化后的截面形貌Fig.1 Section morphology of 5052 aluminum alloy sam‐ples after anodic oxidation
2.2 草酸阳极氧化膜和铬酸阳极氧化膜的形貌
阳极氧化膜对铝合金主要起装饰效果和保护作用,因此阳极氧化膜的形貌质量尤其重要。一般来说,阳极氧化膜的形貌质量主要包括颜色、表面粗糙度和表面缺陷情况。用肉眼观察草酸阳极氧化膜和铬酸阳极氧化膜的外观,前者呈浅灰色,后者呈银白色,两种阳极氧化膜在宏观尺度下都不存在表面缺陷。
图2 为两种阳极氧化膜的表面粗糙度测量结果。从图2 中看出,草酸阳极氧化膜的表面粗糙度约为0⋅170 μm,铬酸阳极氧化膜的表面粗糙度约为0⋅185 μm。草酸阳极氧化膜的表面粗糙度较低,说明其表面平整度较好。

图2 两种阳极氧化膜的表面粗糙度测量结果Fig.2 Surface roughness measurements of two kinds of anodic oxidation films
图3 为两种阳极氧化膜的表面形貌。从图3 中看出,两种阳极氧化膜表面都分布着很多细小的孔,这是由于铝合金阳极氧化过程中同时发生阳极氧化膜形成和阳极氧化膜溶解两个对立的反应,由于阳极氧化膜外表面与电解液直接接触,极易受到电解液的腐蚀。

图3 两种阳极氧化膜的表面形貌Fig.3 Surface morphology of two kinds of anodic oxidation films
2.3 草酸阳极氧化膜和铬酸阳极氧化膜的耐腐蚀性能
图4 为5052 铝合金试样、草酸阳极氧化膜和铬酸阳极氧化膜的极化曲线。从图4 中看出,草酸阳极氧化膜和铬酸阳极氧化膜的腐蚀电位分别为-412⋅6 mV、-645⋅7 mV,都高于5052 铝合金试样的腐蚀电位(-750⋅4 mV)。采用塔菲尔曲线外推法对极化曲线进行拟合,结果见表3。草酸阳极氧化膜和铬酸阳极氧化膜的腐蚀电流密度分别为1⋅31×10-5A/cm2、1⋅70×10-5A/cm2,较5052 铝合金试样的腐蚀电流密度明显降低。腐蚀电流密度在理论上可以表征被测材料的腐蚀速率,二者之间存在换算关系,一般来说,腐蚀电流密度越小,被测材料腐蚀越慢。因此,耐腐蚀性能排序为:草酸阳极氧化膜>铬酸阳极氧化膜>5052铝合金试样。
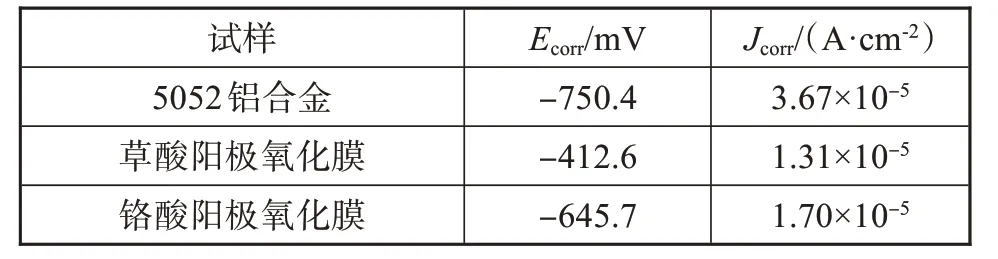
表3 极化曲线拟合结果Tab.3 Polarization curve fitting results
图5 为5052 铝合金试样、草酸阳极氧化膜和铬酸阳极氧化膜的Nyquist 图。5052 铝合金试样的Nyquist 图表现为一个曲率半径很小的容抗弧,铬酸阳极氧化膜的Nyquist 图表现为一个曲率半径稍大的容抗弧,草酸阳极氧化膜的Nyquist 图则表现为一个曲率半径更大的容抗弧。容抗弧曲率半径可以表征腐蚀体系中被测材料发生腐蚀的难易程度,草酸阳极氧化膜和铬酸阳极氧化膜的容抗弧曲率半径明显大于5052 铝合金试样的容抗弧曲率半径,说明两种阳极氧化膜的耐腐蚀性能都优于5052铝合金试样,其中,草酸阳极氧化膜的耐腐蚀性能更好。这与极化曲线的分析结果相吻合。

图4 不同试样的极化曲线Fig.4 Polarization curves of different samples

图5 不同试样的Nyquist图Fig.5 Nyquist diagram of different samples
大量研究证实,铝合金表面的阳极氧化膜具有双层结构[7]:内层为阻挡层、外层为多孔层,双层结构的阳极氧化膜能有效阻碍浸蚀性的氯离子自溶液中向阳极氧化膜与基体分界面扩散,从而减缓电化学腐蚀进程,对基体起到较好的保护作用。
3 结论
(1)草酸阳极氧化膜和铬酸阳极氧化膜的耐腐蚀性能都优于5052 铝合金试样,耐腐蚀性能排序为:草酸阳极氧化膜>铬酸阳极氧化膜>5052 铝合金试样。
(2)草酸阳极氧化膜的形貌质量相对于铬酸阳极氧化膜来说更好,腐蚀电流密度更低,因此表现出更好的耐腐蚀性能。
