高效精密多工位深拉深压力机技术的研究
2021-01-25袁小磊吴书森
严 惠,袁小磊,冯 涛,冯 翔,吴书森
(扬州精善达伺服成形装备有限公司,江苏 扬州 225000)
动力电池是新能源汽车的核心,关系到新能源汽车的动力性、续航里程,也是影响新能源汽车安全性的关键因素。在国内目前生产的18650、21700等系列的主流防爆高容量动力电池中,一般都采取了防爆盖帽、防爆电池壳体等双重防爆设计。其中,带防爆环的高容量动力电池圆柱形钢壳制造工艺及关键装备依然是技术瓶颈。
1 国内成形工艺
如图1所示,带防爆环的高容量动力电池圆柱形钢壳需要采用深拉深工艺进行制造,以21700系列的主流防爆高容量动力电池圆柱形钢壳为例,其主要工艺技术难度体现在:
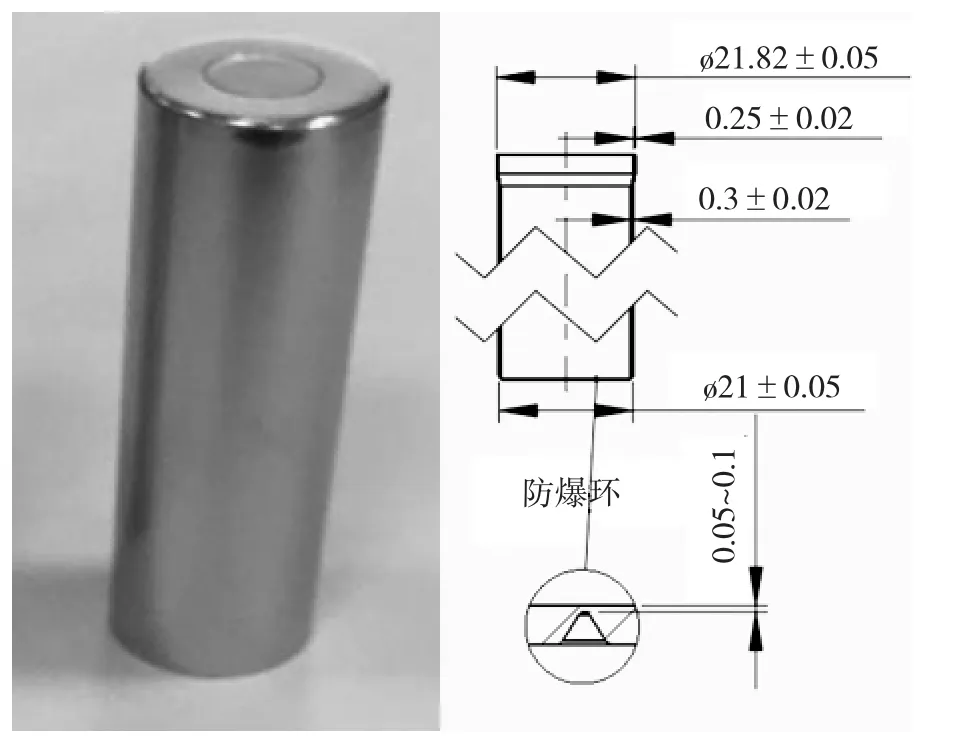
图1 带防爆环的高容量动力电池圆柱形钢壳
(1)拉深系数约为0.25,不同部位壁厚要求不一致,需要采用多道次变薄拉深加工成形。
(2)产品尺寸精度高:径向尺寸偏差为±0.05mm,壁厚尺寸偏差为±0.02mm。
(3)防爆环技术要求:防爆刻线同心度≤0.05mm,防爆刻线残留厚度0.05mm~0.1mm,防爆区域平整度≤0.1mm,防爆压力达到3.15±0.3MPa。
(4)产品一致性要求高,需要超大批量生产。
2 压力机关键技术条件
根据带防爆环的高容量动力电池圆柱形钢壳工艺要求,压力机的关键技术条件包括:
(1)动力电池圆柱形钢壳属于深筒结构,长径比大,拉深变形大,所以需要多序拉深,要求压力机能够满足多工位成形。
(2)对于大变形、多道次变薄拉深加工成形而言,要求压力机具有特殊的工艺特性,在保证拉深质量的前提下,具有较高的拉深效率。
(3)动力电池圆柱形钢壳的防爆环对尺寸精度、形状与位置精度要求高,而且有严格的泄爆压力要求,因此对压力机的综合间隙、下死点精度、滑块与工作台面的动态平行度等都有很高的要求。
(4)动力电池圆柱形钢壳尺寸精度高,并且要求拉深效率高,所以不仅对压力机的几何精度、运动间隙及导向精度、整机刚度等都有很高的要求,而且对压力机的热变形、振动等动态性能也有很高要求。
此外,对于高效精密多工位自动化成形,要求压力机必须具备工况检测、故障诊断与处理等智能化要求。
3 高效精密多工位深拉深压力机技术
3.1 等径凸轮结构设计
高效精密多工位深拉深压力机采用等径凸轮机构(图2)驱动。等径凸轮的定义为:其理论轮廓上相概念[1]。
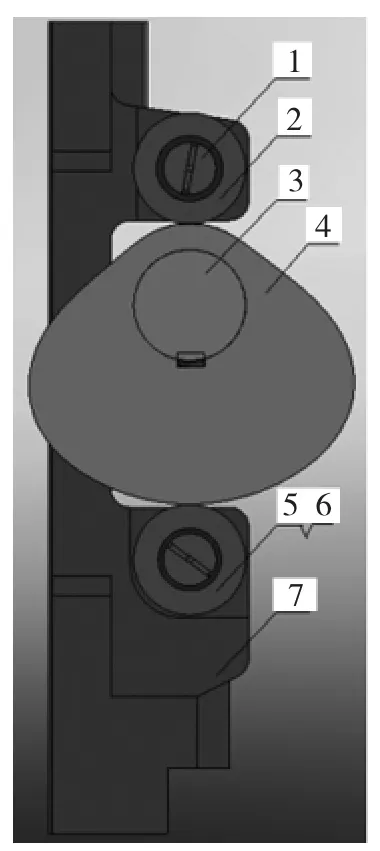
图2 等径凸轮机构
间隙是影响下死点波动值的重要因数[2]。高效精密多工位深拉深压力机的等径凸轮与主轴连接采用过盈配合。上偏心轴可实现间隙可调。等径凸轮驱动机构理论上接触间隙为零,可实现无间隙传动,实际压力机综合间隙约0.1mm。超小的间隙可有效保证压力机下死点精度,确保带防爆环的高容量动力电池圆柱形钢壳防爆刻线残留厚度的大小,进而实现动力各电池单元安全的一致性。
3.2 等径凸轮轮廓曲线优化
等径凸轮机构的运功规律可根据产品工艺需求设计轮廓曲线。如图3所示,深拉深成形工艺需求为“快速下行-慢速工进(拉深)-低位停留(工件精整)-慢速回程(脱模)-快速回程”。等径凸轮曲线优化是高容量防爆动力电池壳高效精密深拉深智能压力机的技术核心,直接影响高容量防爆动力电池壳深拉深成形的高效率、高精度。
4 结束语
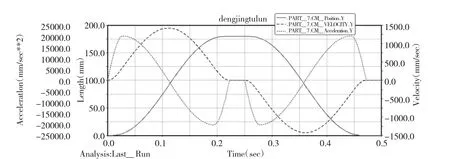
图3 优化的凸轮位移、速度、加速度曲线
高效精密多工位深拉深压力机适用于对壁厚薄、尺寸精度要求高的零件加工,在保证高精度的前反的两径值之和为常数的滚子从动件盘形凸轮。也就是在一个平面凸轮上对称安装两个带滚轮的移动式从动件,从动件的位移中心通过凸轮转动的中心,不管凸轮转到任何角度,这两个从动件的滚轮中心连线都是定值。设计出这样的凸轮机构叫等径凸轮。等径凸轮运行时,两边的从动件就会同时、同相、同速的左右移动且移动的距离恒定,这相当于“等径”提下具有超高的生产效率,除具有一般多工位压力机的性能以外,配置辅助装置后,还可以进行横向冲裁、静压、切边、滚压螺纹、攻丝等复合工序。
