融合多维特征的稻米外观品质检测技术
2021-01-16邢键罗佳顺
邢键 罗佳顺


摘要:图像处理技术用于稻米外观品质的检测具有效率高的优点,但其易受弱光照强度的影响。为了提高图像质量,提出了一种新的数据融合处理算法,实现了大米样品和背景的分割,最大限度地消除了噪声,提高了后续检测函数的精度。实现了一套碎米、裂纹、垩白度和加工精度的计算机自动识别功能。本实验选取6种大米作为试验样品,随机抽取10粒大米作为一组,每次试验选取4组样品。经过多次试验,结果表明,该系统对随机稻谷样品的碎米率检测准确率为97.01%、稻种检测准确率为97.60%、裂纹检测准确率为98.22%,优于传统人工检测方法。该系统为进一步完善稻米品质自动检测技术提供了技术依据。
关键词:图像处理;大米外观;自动检测;数据融合
DOI:10.15938/j.jhust.2021.05.010
中图分类号:TP391.41;S24 文献标志码:A 文章编号:1007-2683(2021)05-0076-07
0 引言
稻米的外观品质是决定其价格和用途的重要因素。稻米颗粒的颜色、大小和表面粗糙度是衡量稻米品质的物理指标。传统的检测方法基本上是基于人工感官判断,主要依靠人们对粮食外观的主观判断,再根据行业标准得出粮食等级。该方法简单,但缺乏客观性,存在精度低、耗时费力等缺点。近年来,将机器视觉(又称计算机视觉)技术引入农业监测领域成为当前的研究热点[1-4]。如果能将其引入大米外观品质参数的检测,那么大米的快速检测将成为现实。计算机视觉技术能大大提高稻谷外观品质识别的有效性和识别效率[5],应用图像处理与分析技术对稻谷进行分析,并根据图像参数给出判断标准能够提高准确率。
2001年,萧浪涛等基于工业相机和图像处理方法研制了大米垩白粒识别的程序,先采集大米图像,再由垩白粒检测程序得到检测结果[6]。2002年,孙明等用固定阈值法和MATLAB软件检测稻米垩白粒[7],但当采样环境产生变化时不能实现稻米垩白的自动检测。同年,喻擎苍等[8]通过在大米图像中标记大米轮廓,优化了欧几里德算法,做了大量实验,通过比对米粒以轮廓线为中心的最大线性距离,可以初步进行大米溯源,判断大米种类。2005年,凌云等用分形维数显示大米垩白部分的分布特征,并设计了应用分形维数对稻米垩白进行检测的系统[9],但是该程序只是检测稻米是否为垩白米而不能检测出垩白大小。2007年,吴彦红等[10]研制了一套通过图像处理方法评定大米等级的系统,但是该系统对设备传送带的运送速度要求较高。2008年,刘成海等通过计算机视觉技术对稻米的碾磨精度、破损率、异形米和直链淀粉检测进行了深入研究[11]。2010年,孙翠霞等通过测试在不同含量里白度、不同连接情况的米粒,发现计算机视觉技术对于检测垩白粒具有较高的准确率[12]。2011年,方长云等通过使用大米精白度计检测了132份大米样品的垩白程度,并验证了其准确性[13]。同年,任景英等分析了所选边缘检测算子进行米粒轮廓的标记,验证了Canny算子可以提取稻米边缘特征[14]。2015年,Hemad等介绍了计算机视觉在大米无损质量评价中的理论和技术原理,并综述了近年来在产品质量检测和监测方面的成就和应用[15]。2016年,梁诗华等通过支持向量机(C-SVM)檢测碎米,并验证了通过线性核函数的支持向量机可高效准确地检测碎米[16]。2017年,唐文强等研制了一套用工业相机获取大米图像并通过Matlab编程软件进行稻米品质检测的装置,实现圆粒型大米和长粒型大米的米形筛选[17]。2018年,陈尚兵等研究了国内外专家对通过图像处理技术评定稻米品质方面的课题成果,言明还需用动态及静态结合的方法对稻谷品质进行研究[18]。同年,马超等基于大米评级软件的分析,证实了数字图像处理技术对于大米品质检测的准确性和应用前景[19]。
目前,利用计算机技术检测大米裂纹的论文很少[20]。其中糙米和垩白的检出最为集中。而且,现有的研究大多是孤立的算法分析,尚未形成完整的体系。本文基于数字图像处理技术,通过自主设计的图像预处理算法,解决了样板的反射问题。实现了样品板和稻谷的完整分割。开发了一套集碎米、米型、裂纹、透明度、加工精度等功能于一体的大米质量快速自动视觉检测系统,为进一步完善大米质量检测技术提供了技术依据。
1 大米检测系统
1.1 硬件平台
检测系统主要由稻米样本、样板、灯箱、转盘、光源,CCD摄像机、计算机等组成。使用的CCD相机像素大小为500万像素,光学尺寸为1/2.5色。灯箱侧面涂有奶油色漆,底部用黑色细棉布覆盖,灯箱侧面有一个开口,用来固定样板。夹料板的材料为黑色塑料,在托料板上形成10个呈方形排列的腰形孔,用于放置稻谷,孔的尺寸为7mm×4mm×4mm。可以有效地避免稻谷之间的粘连,便于对单个稻谷图像的提取。为了增加系统采集的样本数量,采用步进电机驱动转台旋转,实现多个样本容器的图像采集。具体硬件设施如图1所示。
1.2 软件平台
首先,在图像采集中采用CCD摄像机对大米进行建模,然后利用系统软件对图像进行预处理,通过MATLAB图像处理和分析能力,增强图像的同时去除噪声,将稻谷与背景分离,同时读取特征参数,然后根据大米的大小、形状、裂纹、透明度和色泽来评价大米的质量。通过计算待测稻谷与标准模板库图像的不同参数,测量待测稻谷图像的质量降低程度,计算出稻谷类型比、裂纹率、碎米率、垩白率和糙米率,实现米质的外观检测。
2 基于图像处理的大米品质判定
2.1 图像预处理
图像识别和特征提取是图像预处理的重要环节。在实际拍摄中,获取的图像信息通常含有各种噪声和失真,光照不均匀也会导致图像灰度过于集中,需要提高图像质量。图像预处理的关键是提高灰度图像的对比度,增强图像的视觉效果。图像处理结果如图3所示。具体方法如下:
第1步:通过灰度处理将真彩色图像RGB转换为灰度强度图像Ⅰ,实现真彩色到灰度的降维转换。R、G、B分量采用加权平均算法,可以表示为:
imgray(i,j,k)=0.299 imrgb(i,j,1)+0.587imrgb(i,j,2)+0.114imrgb(i,j,3)(1)
第2步:用最大类间方差法为图像找到一个合适的阈值。
最大类间方差法(OTSU)是基于假设,计算目标图像和背景的混合密度函数,其方差可由两个服从正态分布的基组成子分布表示,然后基于最小平方原理计算像素值、方差。最后通过计算图像的统计特性,实现阈值的自动选择,具体算法如下:
对于图像Ⅰ(x,y),前景(目标)和背景用T表示,在整个图像中属于前景的像素的比率表示为ω0,平均灰度为μ0;整个图像中背景像素的比率为ω1,平均灰度为μ1;整个图像的平均灰度为μ,类间方差用g表示。假设图像大小为M×N,图像中灰度值小于阈值T的像素数为N0,灰度值大于阈值T的像素数为N1,则:
第5步:根据4个连通区域进行搜索,并对图像中的每个分离部分进行标记。
第6步:创建半径为40的平面圆形结构图元。
第7步:对图像进行形态封闭操作,即在蚀刻前用结构元素展开图像。
第8步:根据第五步的搜索结果重新标记图像中分离的部分。
第9步:将灰度图像转换为彩色图像。
图像处理的结果如图3所示。
2.2 碎米与形状检测
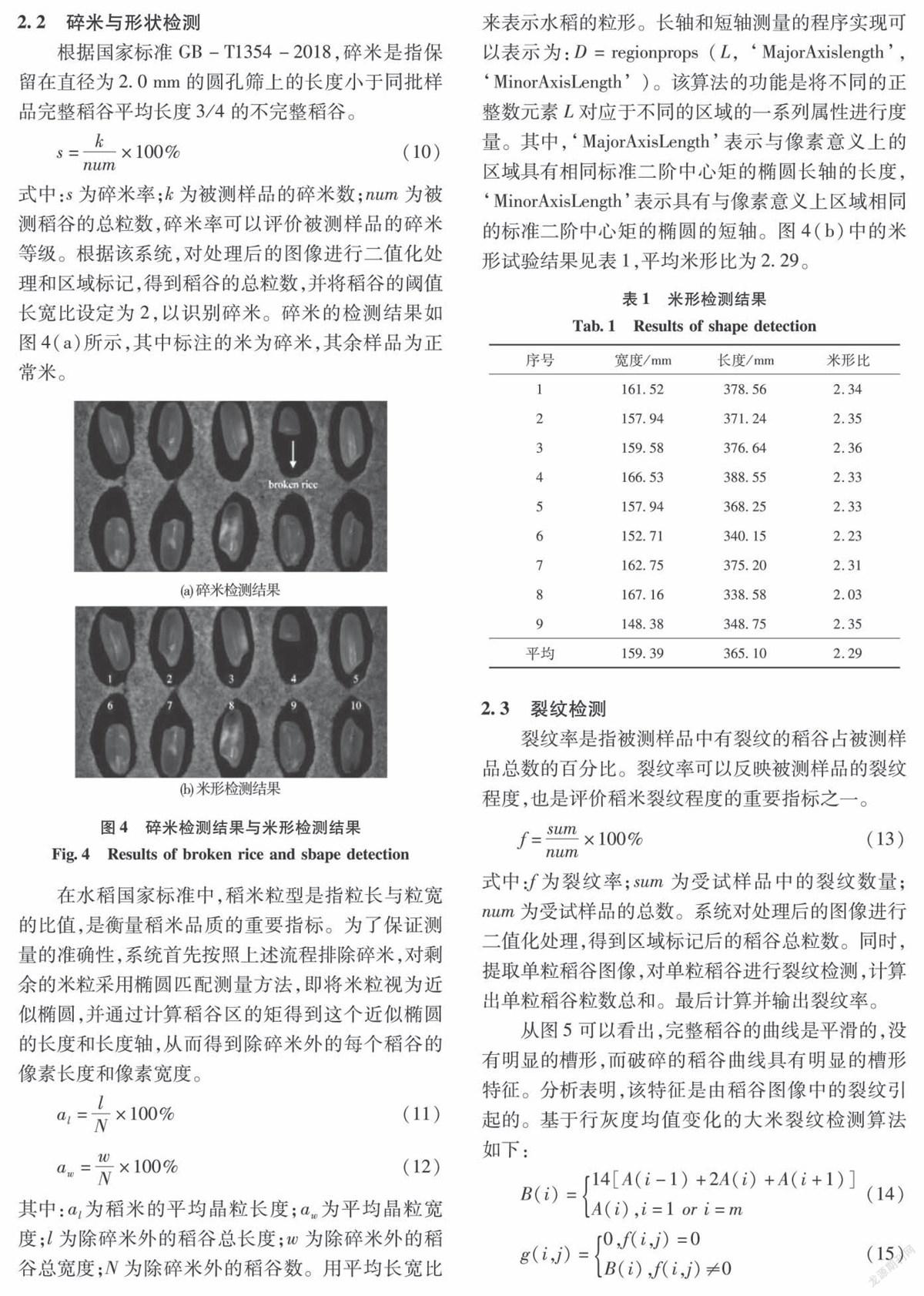
根据国家标准GB-T1354-2018,碎米是指保留在直径为2.0mm的圆孔筛上的长度小于同批样品完整稻谷平均长度3/4的不完整稻谷。式中:s为碎米率;k为被测样品的碎米数;num为被测稻谷的总粒数,碎米率可以评价被测样品的碎米等级。根据该系统,对处理后的图像进行二值化处理和区域标记,得到稻谷的总粒数,并将稻谷的阈值长宽比设定为2,以识别碎米。碎米的检测结果如图4(a)所示,其中标注的米为碎米,其余样品为正常米。
在水稻国家标准中,稻米粒型是指粒长与粒宽的比值,是衡量稻米品质的重要指标。为了保证测量的准确性,系统首先按照上述流程排除碎米,对剩余的米粒采用椭圆匹配测量方法,即将米粒视为近似椭圆,并通过计算稻谷区的矩得到这个近似椭圆的长度和长度轴,从而得到除碎米外的每个稻谷的像素长度和像素宽度。其中:al为稻米的平均晶粒长度;aw为平均晶粒宽度;l为除碎米外的稻谷总长度;w为除碎米外的稻谷总宽度;N为除碎米外的稻谷数。用平均长宽比来表示水稻的粒形。长轴和短轴测量的程序实现可以表示为:D=regionprops(L,‘MajorAxislength’,‘MinorAxisLength’)。该算法的功能是将不同的正整数元素L对应于不同的区域的一系列属性进行度量。其中,‘MajorAxisLength’表示与像素意义上的区域具有相同标准二阶中心矩的椭圆长轴的长度,‘MinorAxisLength’表示具有与像素意义上区域相同的标准二阶中心矩的椭圆的短轴。图4(b)中的米形试验结果见表1,平均米形比为2.29。
2.3 裂纹检测
裂纹率是指被测样品中有裂纹的稻谷占被测样品总数的百分比。裂纹率可以反映被测样品的裂纹程度,也是评价稻米裂纹程度的重要指标之一。式中:f为裂纹率;sum为受试样品中的裂纹数量;num为受试样品的总数。系统对处理后的图像进行二值化处理,得到区域标记后的稻谷总粒数。同时,提取单粒稻谷图像,对单粒稻谷进行裂纹检测,计算出单粒稻谷粒数总和。最后计算并输出裂纹率。
从图5可以看出,完整稻谷的曲线是平滑的,没有明显的槽形,而破碎的稻谷曲线具有明显的槽形特征。分析表明,该特征是由稻谷图像中的裂纹引起的。基于行灰度均值变化的大米裂纹检测算法如下:其中A(i)表示图像的i行中灰度不为零的像素点的灰度平均值;B(i)是A(i)的加权值;g(i,j)表示重建图像像素点(i,j)的灰度值。hk和'k表示k行分隔的两个像素的灰度差。Sk和Dk分别表示由k行分隔的3个像素点中相邻两个像素点之间的灰度差的和差。h(i,j)表示裂纹特征检测算法在像素点(i,j)处获得的图像的逻輯值。”1”表示裂纹区域的像素值,“0”表示非裂纹区域的像素值。算法中k值的不当会影响裂纹检测的准确性。大量试验结果表明,当k值为5~7时,该算法对水稻籽粒裂纹特征的判断最为准确。将h(i,j)转换为二值图像后,进一步应用细化、修剪等二值形态学处理,得到单粒稻谷裂纹检测结果图像,并对裂纹进行检测。
3 结果与分析
在这篇文章中,我们采用图像处理分析方法对大米外观品质和加工品质进行了研究。通过试验实现了碎米检测、米型检测、裂纹检测。最后,设计了大米品质自动检测图像采集装置,实现了对大米图像的快速高效采集。经过多次试验,当光源强度为135~150lux,光源距离样品40cm时,测试效果最好。本系统所用样本为武昌米、响水米、银水米、茉莉米、月光米、糙米等6个品种,如图6所示。
在本实验条件下的具体研究内容和结论如下:
1)建立了基于稻米长宽特征的全碎米判别模型。利用水稻图像采集装置采集水稻图像,利用MATLAB进行预处理,提取水稻长宽特征参数。按照国家碎米判定标准,采用该方法对从大米样品中随机抽取的样品进行检测,以10粒为一组,共随机抽取167组样品进行检测。测试结果表明,该系统的准确率为97.01%。
2)建立了基于水稻长宽特征的水稻类型判别模型。水稻图像由水稻图像采集装置采集,通过MATLAB对图像进行预处理,采用椭圆匹配测量方法,通过计算水稻区域的矩量得到近似椭圆的长轴,用长轴比来表示稻米的粒形。采用该方法对随机抽取的大米样品进行检测,以10粒为一组,随机抽取167组样品进行检测。结果表明,该系统的精度为97.60%。
3)提出了一种基于大米裂纹图像平均灰度变化特征的大米裂纹检测算法。利用大米图像采集装置采集大米图像,利用MATLAB对图像进行预处理,并对图像进行灰度拉伸变换,突出稻谷裂纹的特征。然后提取单粒稻谷的灰度均值变化曲线,对曲线进行加权滤波,实现裂纹检测。采用该方法对随机抽取的大米样品进行检测,以10粒为一组,随机抽取167组样品进行检测。试验结果表明,该系统能检测随机大米样品的裂纹率,准确率为98.22%。其中,有少数垩白米粒、未成熟稻谷和轻微裂米被误判为碎裂稻谷,是影响稻谷类裂率判断准确性的主要因素。稻谷中的一些裂纹具有不同的分布方向,这在一定程度上影响了稻谷裂纹的判断精度。
4)建立了基于R、G、B特征值的加工精度检测系统。利用水稻图像采集装置采集水稻图像,并利用MATLAB进行图像预处理。利R-B特征值的差异对稻谷区的糠秕部分和胚乳部分进行分割,实现加工精度检测。将该方法用于武昌大米、精米、糙米的混合,并随机抽取样品进行检验。随机抽取134组样品,10粒为一组。结果表明,该系统的精度为95.52%。
4 总结与展望
本研究设计了一套稻米品质自动检测装置,能够在拍摄多粒稻米的同时,快速、高效地取得稻米影像。该装置主要由灯箱、光源、CCD摄像机、计算机、转台、数据线等组成。另外,设计了10个椭圆槽的样板,实现了稻谷的自动分离,解决了图像处理中米粒粘连的问题。设计了大米图像分割的预处理功能,避免了光照对图像的影响。本研究开发了一套基于CCD摄像机的大米外观质量检测系统,实现了对碎米、米型、裂纹、垩白度和加工精度的检测。
在未来的研究中,我们将解决以下问题:
由于少量白垩米粒和未成熟米粒,轻度裂米等被误认为是裂米粒,影响大米样品裂纹率判断准确性。部分中等程度度裂纹米粒与严重裂纹米粒中某些裂纹的朝向不同,这对裂纹识别的精度产生了一定影响,需要进一步优化光源设计和裂纹识别算法。
鉴于中国水稻品种繁多,水稻的外观特性在不同程度上应有所不同。因此,在此研究的基础上,应对不同品种进行更广泛的测试,并对该程序进行纠正和完善,以便快速准确地检测稻米的外观质量。
参考文献:
[1]时玉强,柴玉华,郑先哲.基于机器视觉的大豆细菌斑点病粒检测[J].东北农业大学学报,2009,40(4):106.
[2]王树文,张长利,房俊龙.应用计算机视觉对番茄损伤分类的研究[J].东北农业大学学报,2006,13(2):215.
[3]贾超,郁志宏,王亮,等.基于机器视觉的禽蛋图像分割方法研究[J].东北农业大学学报,2011,42(5):77.
[4]吴建国,刘长东,杨国花,等.基于计算机视觉的稻米垩白指标快速测定方法研究[J].作物学报,2005,31(5):670.
[5]DIEGO I P,RAFAEL R.Computer Vision and Artificial Intelli-gence in Precision Agriculture for Grain Crops:A Systematic Re-view[J].Computers and Electronics in Agriculture.2018,153:69.
[6]萧浪涛,李东晖,蔺万煌,等.一种测定稻米垩白性状的客观方法[J].中国水稻科学,2001,21(3):47.
[7]孙明,凌云,王一鸣.在MATLAB环境中基于计算机视觉技术的大米垩白检测[J].农业工程学报,2002,3(4):146
[8]喻擎苍,严红滨.一种基于图像轮廓线的稻种模糊模式识别方法[J].农业工程学报,2002,18(1):150.
[9]凌云,王一鸣,孙明,等.基于分形维数的垩白米图像检测方法[J].农业机械学报,2005,16(7):91.
[10]吴彦红,刘木华,杨君,等.基于计算机视觉的大米外观品质检测[J].农业机械学报,2007,38(7):107.
[11]刘成海,郑先哲,叶斌,等.机器视觉技术在稻米外观品质检测中的应用与展望[J].东北农业大学学报,2008,(6):128.
[12]孙翠霞,方华,胡波,等.基于灰度图像的大米垩白检测算法研究[J].广西科技大学学报,2010,21(2):36.
[13]方长云,段彬伍,孙成效,等.大米精白度计在稻米透明度指标检测上的应用[J].中国稻米,2011,17(2):26.
[14]任景英,謝泽会.基于图像处理的大米粒形检测技术研究[J].农机化研究,2011,33(3):198.
[15]HEMAD Z,SAEID M,MOHAMMAD R A,et al.Potential Ap-plications of Computer Vision in Quality Inspection of Rice:A Re-view[J].Food Engineering Reviews,2015,7(3);321.
[16]梁诗华,林毅鑫,何金成.基于C-SVM的碎米检测算法研究[J].湖北农业科学,2016,55(20):5368.
[17]庸文强,刘建伟.计算机图像处理在大米形状识别的应用研究[J].粮油仓储科技通讯,2017,33(6):43.
[18]陈尚兵,袁建,邢常瑞,等.机器视觉检测技术在稻米方面的应用现状[J].粮食科技与经济,2018,43(5):50.
[19]马超,周晚,张志文.图像处理在大米品质检测中的应用研究[J].机械与电子,2018,36(4):58.
[20]李同强,甘建鹏.基于计算机视觉的大米整精米率检测[J].中国粮油学报,2011,26(8):114.
(编辑:温泽宇)
收稿日期:2020-07-30
基金项目:国家自然科学基金(61405045,31470714,61975028);中央高校基础研究基金(2572017DB04).
作者简介:罗佳顺(1998-),男,硕士研究生;
通信作者:邢键(1979-),男,博士,副教授,E-mail.xingniat@sina.com.
