风电机组锚板异常的案例分析及解决方案
2021-01-14杨淑超宋恭杰
杨淑超 ,宋恭杰 ,许 斌
(1.浙江运达风电股份有限公司,杭州 310000;2.浙江省风力发电技术重点实验室,杭州310000)
0 前言
近年来,随着风电行业的不断发展,为有效利用低风速区域的风资源,风机塔筒的高度在日渐加高,塔筒与基础的连接方式也在不断改进[1,2]。风机基础设计不合理或地基处理不当将直接影响风机运行安全,因此,风电机组基础的构建作为风电场建设的重要环节,是风电机组结构的重要组成部分,它承担着将上部结构所承受的全部载荷和作用有效地传递到地基,并保持结构整体稳定性的作用[3]。目前,风电机组塔筒与基础常见的连接方式主要有法兰基础环连接和预应力锚栓连接两种型式,锚栓基础具有施工方便,采购周期短,工艺简单,预应力结构更加安全可靠等优点,而法兰基础环结构容易出现应力集中现象,严重时会影响风机的安全稳定运行[4,5]。因此,锚栓基础连接方式已成为大部分投资主体的第一选择。
本文以国内某风力发电机组项目吊装过程中发生的锚板异常为案例,根据此锚板存在的问题制定了整改方案,确保该项目得以顺利进行,旨在为今后风电基础装配或改造过程出现类似问题时提供参考。
1 案例分析
1.1 案例简介
某风电项目采用锚栓基础连接方式,在进行某台机组第一段塔筒吊装时,发现锚栓与塔筒底法兰孔无法顺利对接。经测量发现,此套锚栓笼上锚板整体发生不均匀变形,上锚板直径变形差最大达31 mm,测量数据如图1 所示,并绘制变形上锚板实际尺寸如图2 所示。由图2 可知,该上锚板的分度圆及外圆出现同等程度的变形。

图1 现场测量的锚栓分度圆直径
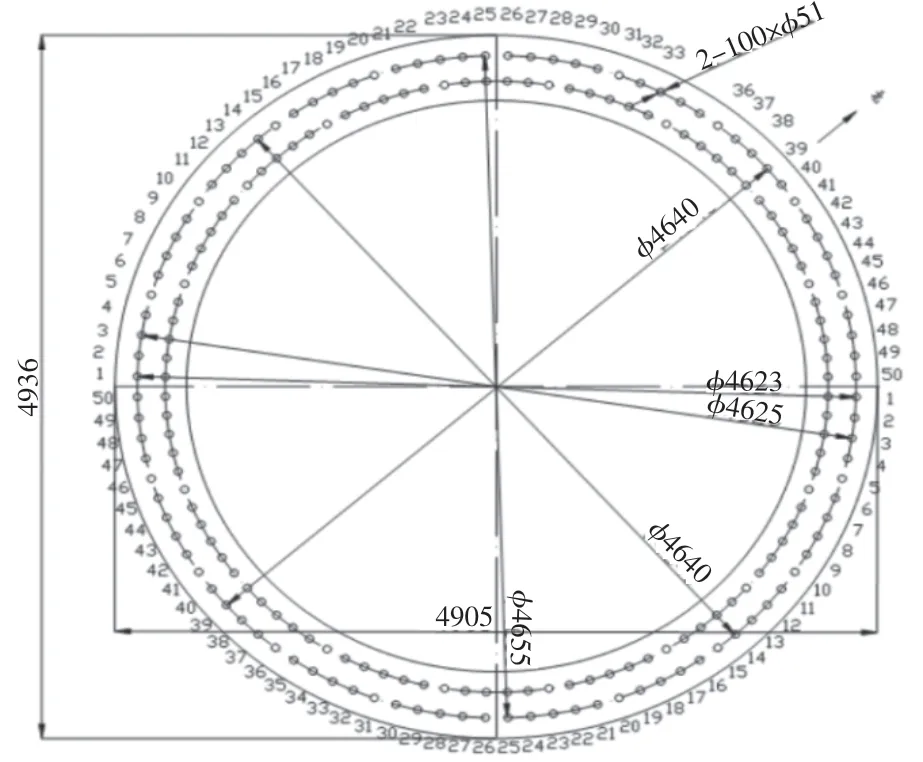
图2 变形锚板上法兰的实际尺寸
1.2 原因分析
根据风机基础锚栓笼设计资料,该机位锚栓基础的上锚板厚50 mm、下锚板厚55 mm,内外圈各放置100 根M48 锚栓,高强灌浆层厚805 mm,底层主体环状混泥土浇筑高度3.8 m。该设计属于稳定结构形式,整个锚栓基础相当于一个弹性体,避免了应力集中的发生。
基于现场调查,地基和主体基础(除上锚板外)未发生任何变形,均属稳定结构。在测量此机位上锚板时,发现分度圆、内外圆出现同等程度变形(原上锚板设计图纸对应的外侧分度圆直径为4 640 mm,外圆直径为4 920 mm,图2)。产生上述锚板变形的原因可能存在以下两种:(1)出厂时上锚板为不合格产品;(2)在运输或装卸过程中锚板受到磕碰所致。
1.3 方案解决
为保证该机组的顺利吊装,且不影响原塔筒段的使用,重新生产底法兰使其与底段塔筒及锚栓基础相匹配是解决该机组运行稳定问题的关键。经设计人员分析,新底法兰匹配该变形上锚板时,新底法兰的失效模态、强度、余量等均满足设计要求。
由于该机位的变形上锚板已固定在地基上,鉴于此,在不拆除锚栓基础结构且不改变塔架各结构的前提下,不改变新底法兰脖子位置及形状,只改变它的锚栓孔位置,可保证塔架与基础锚栓正常连接且满足稳定性要求,新生产的底法兰结构与尺寸如图3 所示。本方案采用厚度为8 mm 的八块钢板拼接成一个完整的圆环模具,模具需要用到的工装如表1所列。根据现场测量的锚栓位置用数控钻在各钢板上钻出直径为55 mm 的孔,将模具与现场锚栓做吻合检测,确保每一根锚栓都能在对应的孔内,根据实际点位修正模具,错边及粗糙部位用打磨机打磨平整。把八块钢板模具放置在上锚板上方,将内径为50 mm 长度为50 mm 的钢管套在锚栓上,调整放正后将钢管电焊在钢板模具上。在连接板和钢板模具上打好定位孔,将钢板模具整圆后用连接板连接并焊接牢固。在钢板模具上标好序号,并把现场的锚栓位置按顺序标注好,使其与钢板上的序号一一对应。

表1 模具对应的工装
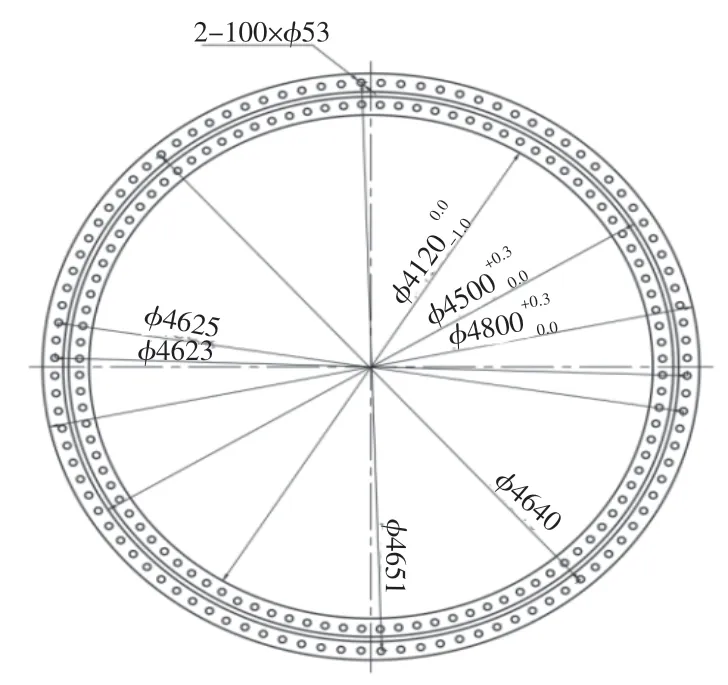
图3 整改后的新底法兰
整圆后的钢板模具焊接在新生产的塔筒底法兰上,使用50 mm 的钻头顺着钢管头打好锚栓孔,再用53 mm 的钻头扩孔并打磨平整。在新的塔筒底法兰上标注好与现场对应的法兰孔序号(图3)。
为防止新底法兰无法安装,该机组的底法兰生产完成后先运输至项目机位点,与锚栓基础进行试配装。试装成功后再运送至塔筒厂焊接。对已焊接在底段塔架上的原底法兰进行切割,切割面要求距离底法兰底面高170 mm(原底法兰高150 mm,图4),切割后的塔身根据焊接工艺评定重新开坡口并焊接新底法兰。因该机位是定机位、定角度的专用塔,焊接时需注意塔门的位置、 法兰各孔的位置和主风向的位置,确保焊接后的法兰孔位与现场标记好的锚栓位置严格统一。整改后的塔架底端示意图如图5(a)所示,底段塔筒与新底法兰焊接,新底法兰上的锚栓孔与基础上锚板的锚栓孔均能对齐,现场吊装完成的塔架底端结构如图5(b)所示,由此可知,该整改方案满足风机运行要求。

图4 底段塔筒切割面高度
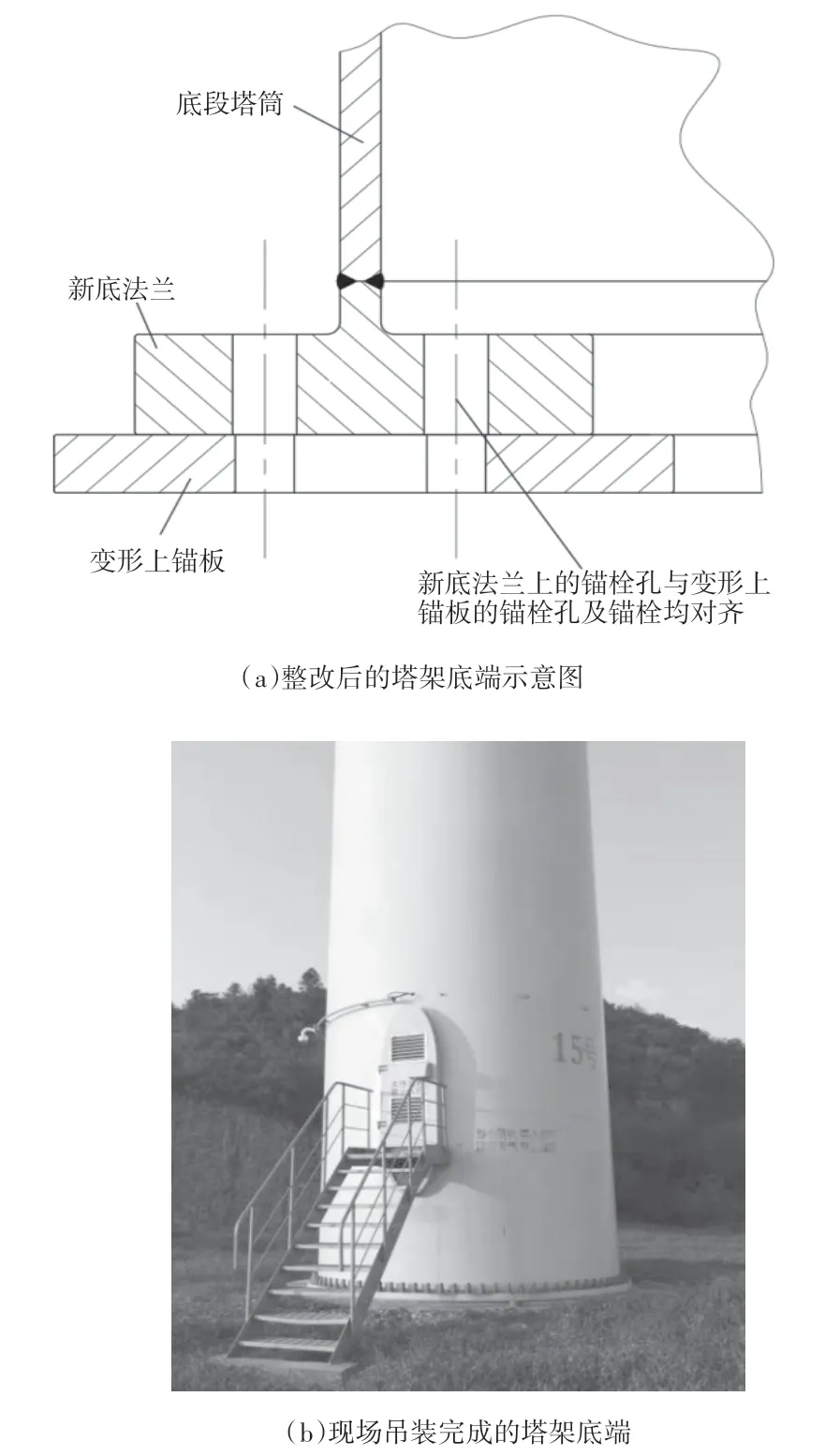
图5 锚栓基础与塔筒连接示意图
2 结束语
(1)整改方案是在合理利用已生产完的塔筒部件,以及不拆除已固定在地基上的锚板基础的前提下实施的,避免了该机位因基础锚栓笼上锚板变形而可能引起的经济损失,同时确保了该机位在生命周期内能安全稳定运行。
(2)整改时需保证新底法兰的锚栓孔能与现场锚栓一一对应,焊接时应注意底段塔筒塔门与底法兰的相对位置,才能保证该机组的顺利安装。此整改方案可为今后相关机组的改造提供参考。
