卧式铣床的高速主传动系统研制
2021-01-05周萌
周 萌
(沈阳机床集团中捷机床有限公司,辽宁 沈阳110142)
数控卧式铣床因可满足铣面、钻孔、攻丝、插补等多种功能而广泛应用,市场上的数控卧式铣床多数配有可伸缩的镗轴,也正因如此,现有数控卧式铣床的主轴转速普遍不高。随着航空航天行业的快速发展,无需镗轴伸缩的数控卧式铣床需求越来越多,且因航空航天零件类型特殊,对主轴转速普遍需求较高,针对这种情况,我们对机床整体重新进行了方案设计,在原有数控卧式铣镗床基础上,重新设计主轴箱及主传动系统[1],重新组合机床以满足市场需求。
1 传动系统方案
高速卧式数控铣床的主轴箱体及主传动系统如图1所示,总体由主轴箱1、主轴2、联轴器4、传动轴5、减速机7、主电机8、连接盘9等部分组成。主轴箱体通过压板与立柱导轨相连并沿立柱方向上下移动,构成机床的Y向行程。为了避免传统主轴箱结构的多组传动轴和齿轮组合结构而导致的转速不高,这里采用了主电机、减速机与主轴直联的形式。为避免没有镗轴的伸缩而引起的行程不足,在该主轴箱前段铸造有“长鼻端”用于支撑主轴,从而减少主轴端面到工作台中心距离,也因此导致主轴箱前端重量较大,主轴箱安装在立柱之后会引起立柱前后导轨受力不均,产生主轴前端“低头”、主轴箱移动时出现爬行、卡顿等现象。为避免主轴前端重量过大,主轴前端出现“低头”的现象,只有将电机和减速机向远离主轴的方向布置,在减速机与主轴尾端之间采用长传动轴进行传递动力,这样可以使主轴箱重量均布于立柱导轨前后两侧,避免主轴箱前端过重引起的一系列问题。
如图1所示,主电机8通过减速机7降速后将动力传递给传动轴5,传动轴5一端通过联轴器4与减速机7连接,另一端通过联轴器6与主轴2连接,最终将动力传递给主轴2。选用的减速机7为双速电子变档,可以实现主轴高低档位的转换[2]。
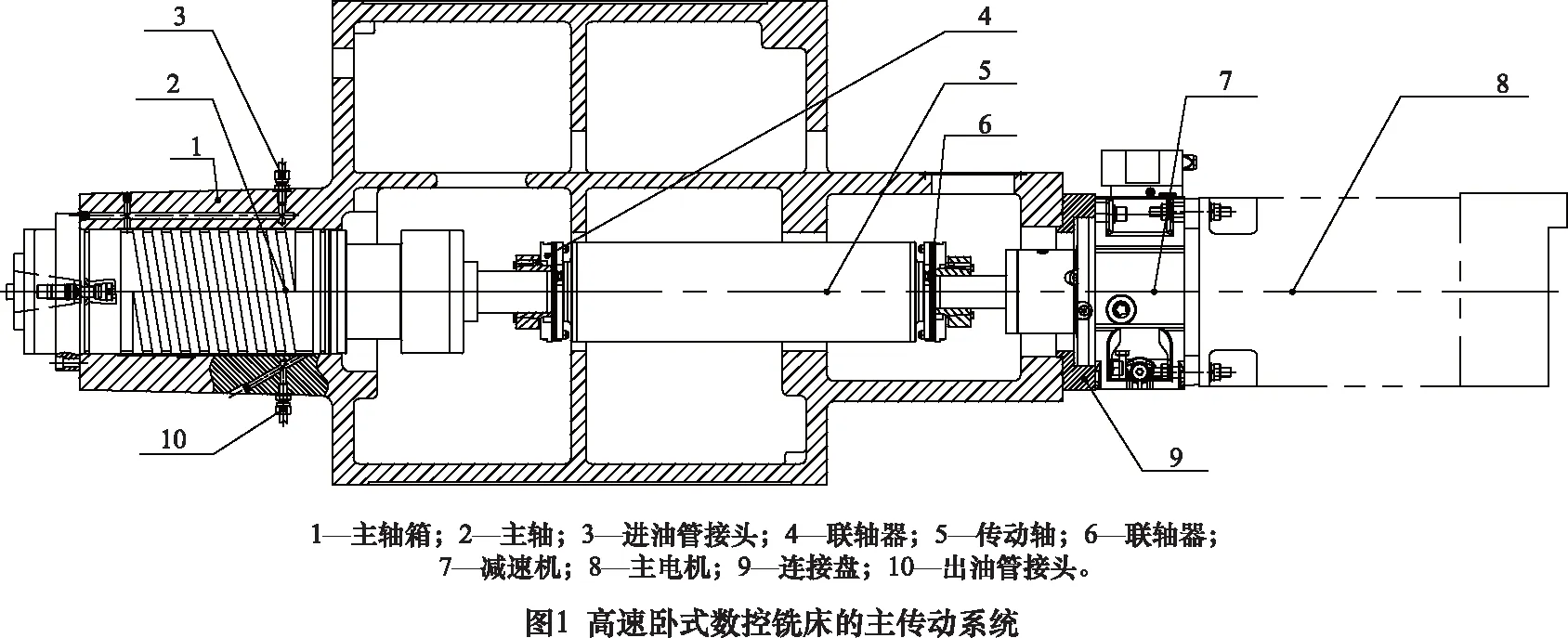
方案中使用的主轴转速较高,需要采用油循环冷却方式保持热平衡,因此在主轴箱长鼻端开有油孔,并安装进油管接头3和出油管接头10以引入导出冷却油。减速机和主轴箱之间通过连接盘径向定位,此处也可使减速机直接和主轴箱定位安装,但考虑到传动轴的拆装频繁,且减速机为外购件,止口尺寸和精度都已确定无法更改,如果不使用连接盘,将减速机和主轴箱直接连接,主轴箱体的定位尺寸在反复拆装的过程中一旦被破坏,则无法继续使用。如采用连接盘的方式,即使连接盘定位尺寸破坏,重新制作连接盘即可,有效避免了主轴箱体的作废。
该传动系统的主轴部分采用笔者公司龙门系列机床成型产品的机械主轴结构,主轴最高转速为6 000 r/min,最大扭矩为1 500 N·m,具体参数如表1所示。
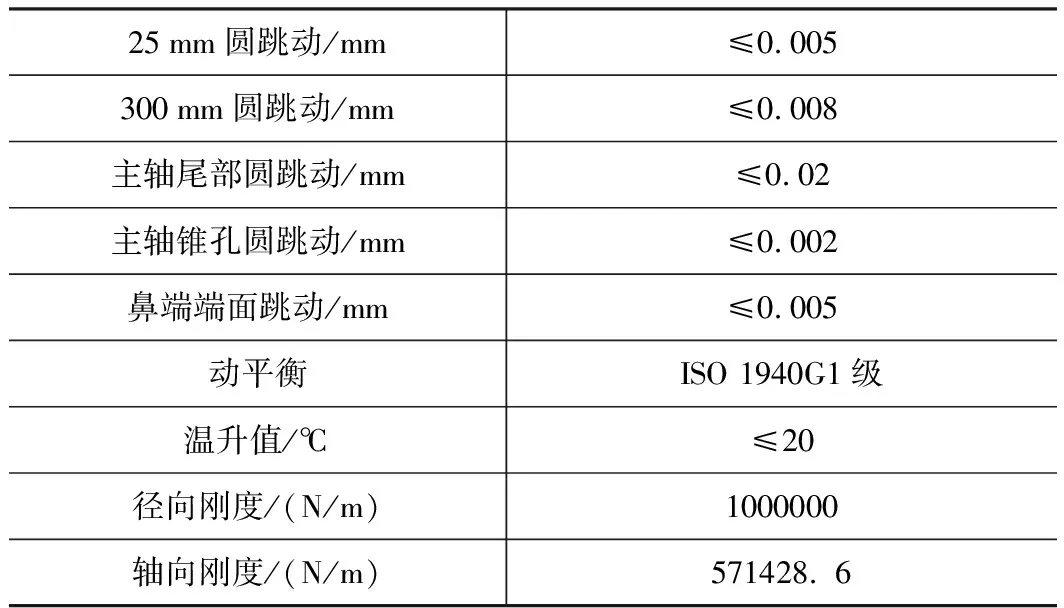
表1 主轴参数表
在整机装配完成后进行跑车测试时发现主轴箱体振动幅度较大,但该主轴在龙门式机床使用时振动幅度很小,故可排除主轴原因,经分析该振动为传动轴的自身不平衡引起的。因钢制传动轴本身重量较大,不平衡量较多,高速旋转时的不平衡而引起了主轴箱体的振动。
为解决这种现象,笔者思考了多种方案,最常用的方法就是增加配重块对传动轴进行配重减少不平衡。但由于不平衡量过多,配重过程较为繁琐,需多次反复检测才能最终确定配重量和配重位置。此外,不同的传动轴,配重方式相差较大,需要每台份产品独立做配重检测, 会严重影响生产效率。
除配重外,还可采用空心轴、更换铝合金轴、采用碳纤维等方法解决不平衡的问题。最终,因碳纤维传动轴具有高强度、重量轻、耐腐蚀、振动小的特点,且碳纤维在风机行业已经应用成熟,选择了换用转动惯量更小的碳纤维传动轴。碳纤维材料抗拉强度是普通钢材的6~12倍,弹性模量高于钢材,而其重量仅为普通钢材的1/5,抗疲劳性是钢材的10倍,使用寿命可达20年以上。
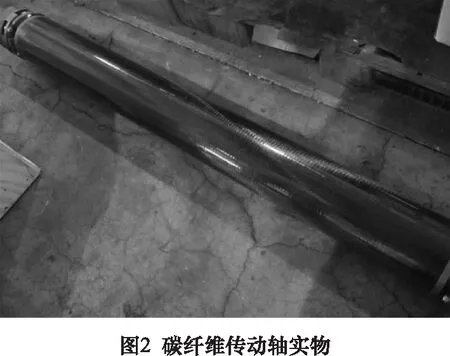
更换后的碳纤维传动轴如图2所示,经主轴动平衡检测和切削振动检测发现改善效果明显,更换材质后,传动轴刚度能否满足使用工况也需要测试确认,下文将对测试过程进行详细描述[3]。
2 机床测试
在整机装配完成后,分别对使用钢制传动轴和更换为碳纤维传动轴后的主机进行了检测,主要项目有主轴动平衡检测、切削试验、主轴切削振动测试以及极限工况下的传动轴刚度测试。
2.1 主轴动平衡检测
动平衡过程是在工件旋转时,测试工件的转动惯量来进行调整。主要测试结果为转动时的不平衡量存在的角度、位置以及大小(克数),然后根据所得数据在相对位置增加或减少重量来实现平衡。配重过程这里不做介绍,仅将初始的振动情况作以对比。
在主轴端面设置了振动测试点,测试在主轴设定转速下的振动速度,因常用加工转速为4 000~5 000 r/min,所以测试转速设定为4 500 r/min。

表2 钢制传动轴动平衡检测结果
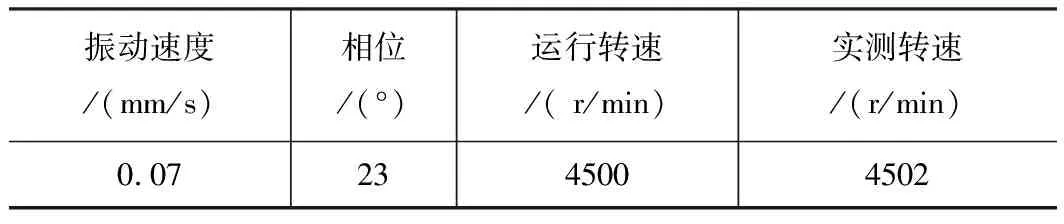
表3 炭纤维传动轴动平衡检测结果
检测结果如表2和表3所示,结果表明此机床使用钢制传动轴时振动较大,而使用碳纤维传动轴以后振动明显减小。
2.2 切削及振动测试
切削测试时使用1个三向传感器采集振动加速度数据,通过后期数据处理得到振动速度数据,使用振动加速度数据表征切削过程中冲击的大小,单位为m/s2,以有效值计;使用振动速度数据表征切削总体振动能量大小,单位为mm/s,以有效值计,传感器布置在主轴鼻端上。切削时使用φ200 mm盘铣刀,切深1 mm,进给f=300 mm/r,主轴转速s分别设置为2 000、3 500、5 000 r/min。切削振动数据如表4、表5所示。

表4 钢制传动轴切削振动测试数据
通过表中数据可知:采用钢制传动轴时的切削过程振动较为严重,而改为碳纤维传动轴后,切削过程振动幅度较小,改善效果明显。切削表面效果如图3、图4所示。
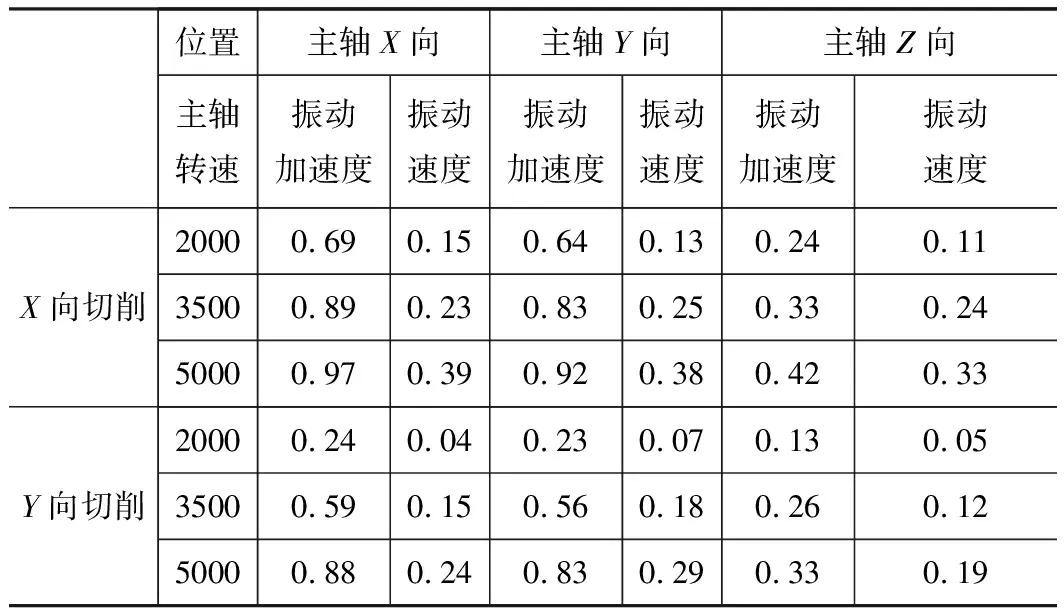
表5 碳纤维传动轴切削振动测试数据
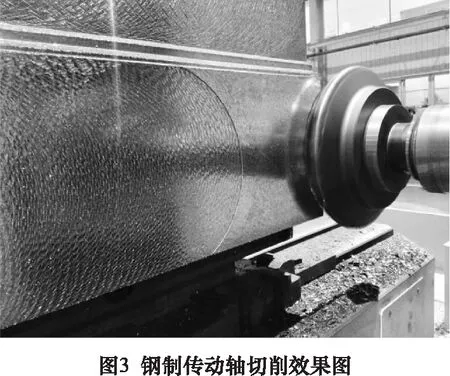
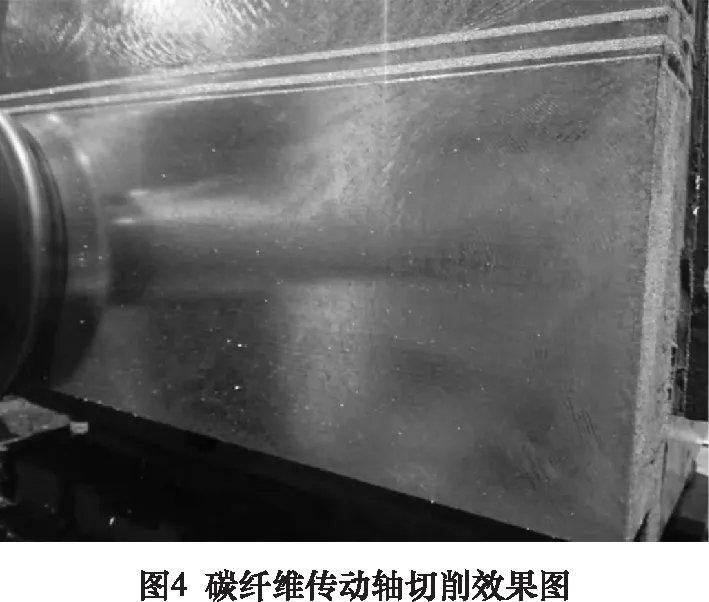
通过切削表面的直观对比可发现钢制传动轴的加工面振纹明显,且切削过程中出现了啃刀现象。碳纤维传动轴的加工面无明显振纹,光洁度较好,效果更为理想。
2.3 传动轴刚度测试
为检验传动轴更换为碳纤维材质后的刚度是否满足加工参数,需进行刚度测试。通过调整切深、转速和进给量,使主轴在切削时达到最大切削扭矩,检验这种极限工况下,传动轴的刚度表现。
首先对钢制传动轴的主传动系统进行铣削试验,不断改变切削数据,增大切削扭矩,直到发生 “闷车”现象,此时主轴因切削抗力过大,无法切削,导致主轴停转,这时主传动轴受到的扭矩为极限情况的最大扭矩,记录此时的切削参数如表6所示。按此参数对碳纤维传动轴进行测试,并进行至少10次试验,检验传动轴是否发生损坏,由此验证传动轴的刚度满足此机床加工参数。

表6 刚度测试切削数据
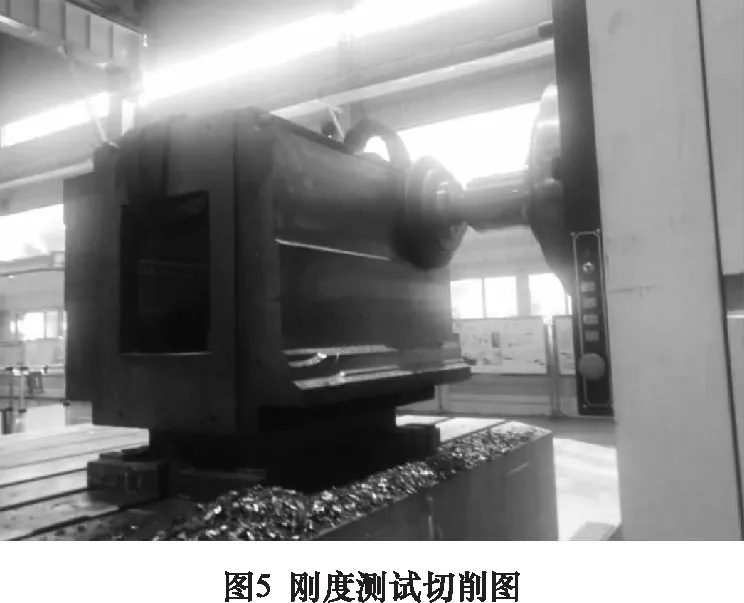
图5为刚度测试切削图,在对碳纤维传动轴多次试验后,均达到表6中参数时才出现“闷车”现象,经检查,碳纤维传动轴均未发生损坏,由此验证碳纤维传动轴的刚度与钢制传动轴并无差别,满足此机床加工参数。
3 结语
卧式铣床的高速主传动系统采用电机减速机与主轴直联的形式,解决了主轴箱内部多组传动轴和齿轮的组合结构导致主轴转速受限的问题。电机与减速机远离主轴布置,减速机与主轴间通过传动轴传递扭矩的结构使整个主轴箱重量前后分布均匀,有效防止主轴箱升降时的爬行和卡顿现象。采用碳纤维传动轴相比钢制传动轴,动平衡检测结果较为理想且无需进行配重,主轴振动幅度明显改善,且碳纤维材质刚度满足机床极限工况,切削效果较为理想。 该卧式铣床的高速主传动系统结构简单、运行平稳、传动效率高,可供同类设备研制时进行参考,同时碳纤维传动轴各方面的测试结果,为同类设备选用碳纤维传动轴时提供了可靠的技术支撑。
