经济型数控车床刀位改装高精工艺研究
2021-01-05童成前
张 祝 童成前
(①苏州萨伯工业设计有限公司,江苏 苏州 215131;②北京汽车集团越野车有限公司,北京 101399;③南京萨伯工业设计研究院有限公司,江苏 南京 211399)
经济型数控车床因其较低的成本,当前依然被大多数企业普遍使用,并在我国制造业中发挥着极其重要的作用[1]。而四工位自动回转刀架结构简单、动作灵活、重复定位精度高[2],一直被应用于经济型数控车床上,但受到自身刀位数量影响严重限制了其加工能力[1]。四工位自动回转刀架正常情况下只能安装4把刀——粗车刀、精车刀、螺纹刀及槽刀或切断刀用来对零部件的外部轮廓加工,缺乏对内部轮廓的加工能力,如打中心定位孔、钻孔、扩孔、铰孔及车削内部各种轮廓等[3]。在车床上打中心孔、钻孔、扩孔和铰孔需要保证刀具自身回转中心与机床主轴回转中心的同轴度,否则不仅会影响加工精度,两者同轴精度误差较大时,还会直接损坏刀具。
基于实际制造的需要,制造企业对经济型数控车床进行了刀位的改装。直接在滑板上安装有T型槽的刀架[2],利用T型槽安装刀架,再在刀架上安装刀具,调刀时,在y轴高度方向通过更换垫片来调节[4]。这样的改装一般用来安装车削刀具,x轴、z轴方向无需机械调刀。但用这样的改装来打中心定位孔、钻孔、扩孔及铰孔时,需要在x轴、y轴和z轴同时调刀,调刀难度极大,且每次加工新零件或中途更换刀具都需要重新调刀,工作量大、效率低、技术要求高,调刀误差稍大就会直接折损刀具。基于此,通过对经济型数控车床加工特点的研究,设计加装排刀架的结构,并分析对应的高精度加装工艺,使改装后的排刀架安装刀具无需调刀,且刀具安装位置精度由机床自身精度保证。
1 数控车孔加工特点分析
车床加工的主运动为工件的回转运动,刀具只做平动而不转动[5]。如图1所示,工件安装于车床卡盘上,随主轴做回转运动,定心钻和麻花钻的安装调刀都会产生偏差,会出现类似定心钻中心与回转中心平行但不同轴的现象,或者类似麻花钻中心与回转中心空间交叉的现象,当调刀误差较大时。定心钻与回转运动中的工件接触的瞬间就会被切向力折断,随着麻花钻的轴向进给,当副切削刃进入工件时,麻花钻会被折弯甚至折断,后道加工若车削则会产生较大的误差复印[5],若铰孔则会失去原有的尺寸和形状精度。

通过分析可知,采用车床钻、扩、铰加工内孔与钻床加工有较大区别,钻床的主运动为刀具,即便刀具中心与工件中心产生空间交叉,麻花钻或定心钻依然能够沿着自身中心完成孔加工,但车床不行,刀具会因偏心交叉而被折断。采用车床增加刀位来钻、扩、铰加工内孔,须保证刀具回转中心与车床主轴的同轴度。
2 排刀架加装结构设计
排刀架的主体结构设计主要考虑两个方面的因素:一是便于快速换刀,避免复杂的调刀;二是充分依据机床自身精度,最大限度地获得加工时刀具与主轴的相对位置精度。如图2所示,排刀架整体呈长方形,置于车床的滑板上,延长度方向间隔设置有排刀孔,对应排刀孔上方分别垂直设置有螺孔,位于排刀架底部沿长度方向间隔均布开设有槽,刀架主体对角竖直设置有紧固螺栓孔[6-7]。
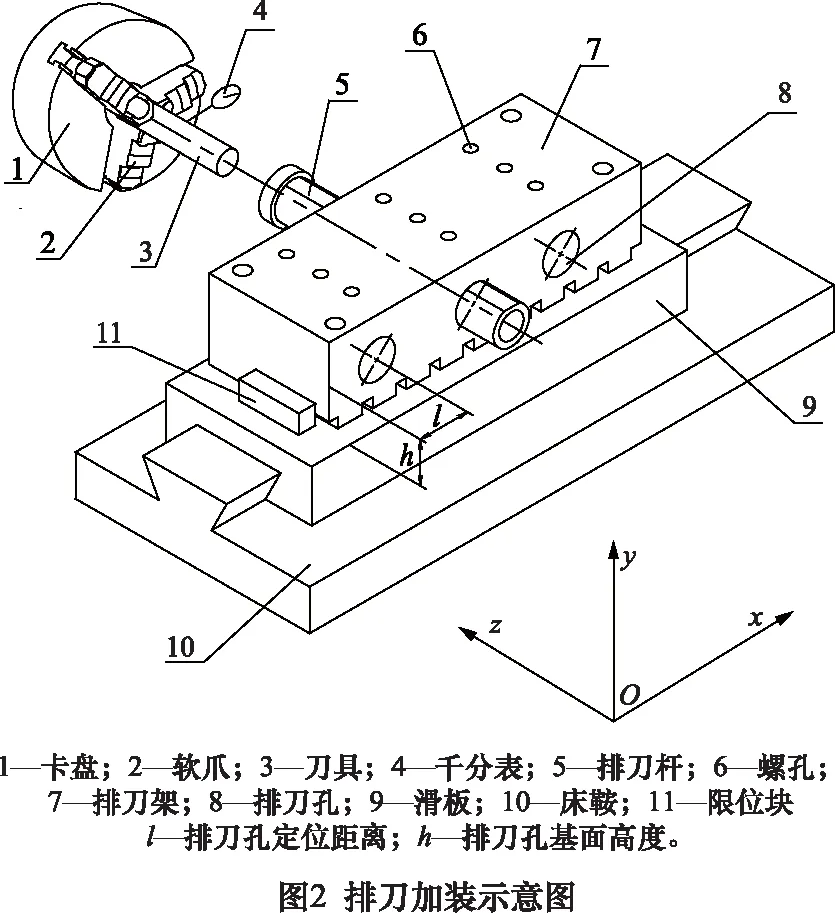
排刀杆设置于排刀孔内,两者小间隙配合并通过设置于螺孔内的螺钉紧固。与滑板上设置有限位块,限位块与排刀架长度方向一端侧面接触限位。排刀孔的回转中心分别与排刀架的底平面及限位侧平面平行。滑板限制x轴的转动、y轴的平动和z轴的转动,限位块限制x轴的平动和y轴的转动,排刀架通过螺栓紧固于滑板上后z轴平动也被相对限制。排刀杆在排刀孔中只可在z轴方向平动和转动,其余自由度均被限制,在排刀杆被螺钉紧固后限制了所有自由度[4,6],定心钻、麻花钻、铰刀和车刀等通过高精弹性夹头安装于排刀杆上。
3 排刀架加装工艺分析
3.1 排刀架材料选型及预加工
排刀架需要较高的强度、硬度及耐磨、耐蚀特性,适宜采用软氮化处理,且变形量小[8]。材料优选合金结构钢,如42CrMo、31CrMoV9等。首先对原材料调质处理,调质硬度28~32 HRC,对调质后的基体材料机加工形成各几何要素,保留螺孔和排刀孔暂不予加工[9],并保证长方体6个平面之间的相互位置精度,精度等级要求IT8。随后对排刀架基体的6个平面磨削,磨削相互位置精度等级要求IT6。磨削后手工去除飞边毛刺,并防蚀处理后备用。
3.2 车床预调整
在车床卡盘上安装软爪,并精车削软爪夹持内轮廓径向尺寸至安装刀杆的外圆尺寸,软爪完成车削后夹持刀杆,并用千分表测量被夹持刀杆靠近软爪处的径向跳动[7],调节该径向跳动量至车床主轴自身定心轴径的径向跳动范围内,定心钻、麻花钻、铰刀和车刀等通过高精弹性夹头安装于软爪刀杆上做相应加工[8,10]。拆卸滑板,加工紧固限位块和排刀架的螺钉孔;复位滑板并检测精度,使滑板的基准槽或基准侧面横向运动相对x轴的平行度符合车床自身的精度要求。安装并调节限位块,调整精度可参照床鞍在z轴方向运动相对主轴轴线的平行度精度要求[7]。
3.3 排刀架安装加工
将预加工的排刀架限位紧固安装于滑板上,定心钻安装于软爪刀杆上,按照x轴向设计的排刀孔所在位置范围,通过机床数控系统手动调节滑板沿x轴运动至相应位置,并记录下此时主轴中心相对原点O在x轴的坐标值。确定x轴坐标后,操纵机床沿z轴进给打定心孔,完成定心孔后沿z轴退刀,重复调整排刀架在x轴的位置至下一个排刀孔所在位置范围,并记录下此时主轴中心相对原点O在x轴的坐标值,重复上述打该定心孔。按上述方法打各个增加刀位的定心孔,并记录相应的x轴坐标值。完成定心孔加工后,更换刀具为麻花钻,并再次用千分表检测控制刀杆靠近软爪处的径向跳动[7],按照前述记录的定心孔x轴坐标值,逐次调节排刀架至相应位置,在定心孔的基础上逐一钻通孔,重复操作直至加工完所有通孔。依次更换扩孔钻、铰刀或镗刀,重复上述麻花钻的操作,完成对各个通孔的精加工,对各通孔的最后精加工可以采用精铰也可以采用精镗。实际测量排刀杆的外圆直径,并对其标定编号,以各排刀杆的实测值为参照,对应通孔留有加工余量0.03~0.045 mm。
3.4 排刀架后续加工及调节
拆卸已完成通孔加工的排刀架,完成螺孔的加工,重点去除螺孔与通孔交接处的翻边毛刺。珩磨各通孔,修整通孔圆柱度至2 μm以内,通孔修整磨削量不得超过0.015 mm,修整完成后测量各通孔至安装底平面的距离,并测量距离限位侧平面最近的通孔与侧平面的距离,编号各孔记录测量数据。
对完成以上加工的排刀架软氮化处理,层深0.3~0.4 mm,硬度HR15N:90.3~92.5。根据上述编号测得的排刀杆外圆尺寸,精珩各通孔,最终获得的排刀孔与对应排刀杆的间隙配合值≤2 μm。受软氮化处理的影响,最终获得的排刀孔与底平面和侧平面之间的距离均会有微小增大,底平面和侧平面也会产生微小变形。重新测量各排刀孔与底平面之间的距离,并测量距离限位侧平面最近的排刀孔与侧平面的距离,与之前测得值进行对比,根据对比差异值分别对底平面和侧平面进行研磨,修正距离尺寸的同时提高自身的平面度,且在研磨时距离尺寸选取上偏差值。
对于定心轴径的径向跳动为0.012 mm的车床,修整后的排刀架按前述的限位方式装回车床滑板上即可使用,各式刀具通过刀杆安装于排刀孔内,定心钻、麻花钻、扩孔钻、铰刀等刀具在x轴的位置根据前述加工通孔时的记录数值设定。对于定心轴径的径向跳动为5 μm的车床,可进一步提高排刀孔与车床主轴对中时的跳动量精度。首先用千分表打定心轴径的径向跳动,分别记录在x轴和y轴方向的最大跳动量及跳动方向;将限位安装好的排刀架在x轴方向调节至加工通孔时的x轴坐标位置,将杠杆千分表安装于主轴上,旋转主轴打排刀孔的跳动量,分别记录在x轴和y轴方向的最大跳动量及跳动方向[7];将表针置于排刀孔的最低位置,操作床鞍沿z轴移动,打排刀孔相对zx面的平行度,记录长度100 mm的平行度差值及偏差方向;将表针置于排刀孔的最大侧向位置,操作床鞍沿z轴移动,打排刀孔相对zy面的的平行度,记录长度100 mm的平行度差值及偏差方向。根据上述测得值分析排刀孔相对主轴的偏差状态并对应调整,若与z轴两个方向的平行度在车床自身精度范围内,此时根据主轴自身及排刀孔在x轴的跳动量及方向,计算修正对中时排刀孔的x轴坐标值,并根据主轴自身及排刀孔在y轴的跳动量和方向,计算得底平面的研磨量,通过对底平面的进一步研磨修正y轴跳动量;若与z轴两个方向的平行度超差量较大,则先调节平行度至允许精度范围内,再检测x轴和y轴的最大跳动量;松开紧固螺栓即可调节相对zy面的平行度,调节相对zx面的平行度,可通过研磨底平面来修正。
4 结语
通过对车床孔加工特点的分析,得增加钻、扩、铰刀位对同轴度的要求,根据车床自身精度及结构特点,设计相应的排刀架结构及改装工艺,解决了经济型数控车床刀位改装的精度和快速换刀问题。
(1) 在滑板上加装排刀架,利用机床自身精度加工排刀孔,保证排刀孔相对主轴的同轴度;软氮化处理提高了表面硬度、增强耐磨性,软氮化后的精珩和研磨消除了热处理微变形带来的位置公差变化;钻、扩、铰刀具通过排刀杆安装于排刀孔内,保证刀具自身轴线与主轴同轴度,同轴度由机床自身精度保证,且无需在x轴和y轴调刀,提高调机效率;对于精度等级较高的机床,可通过调节修正进一步提高同轴精度。
(2) 改装后的刀位可直接在车床上对零件进行钻、扩、铰工艺加工,无需预制底孔;根据工艺改装的刀位进行钻、扩、粗铰、精铰工艺试制直径8 mm的内孔,样件材料为调质料,硬度25 HRC,孔深为60 mm,所加工孔实测值范围为8.011 2 ~8.015 5 mm,且加工过程无异响,刀具无异常磨损;试制样件尺寸落在铰孔的公差范围内,符合精度要求。
