基于数字化测量技术的装配阶差间隙预测方法
2021-01-05陈洪宇朱绪胜陈雪梅王顺龙吕传景
陈洪宇 朱绪胜 陈雪梅 王顺龙 吕传景
(①成都飞机工业(集团)有限责任公司,四川 成都 610091;②郑州辰维科技股份有限公司,河南 郑州 450000)
阶差间隙是表征飞机装配质量重要指标之一,直接影响飞机气动性能,对某些隐身飞机来讲,还会影响其隐身性能。目前,往往需要通过预装配才能发现阶差间隙超差位置,在此基础上对超差位置进行打磨、修配才能使其满足装配要求,但这种装配方式需要对零部件进行反复安装、拆卸,工艺流程繁琐、装配周期长,严重影响生产效率。此外,传统测量方式检测精度低、速度慢且数据不全面[1]。
随着飞机制造从模拟量传递到数字量传递的转变,以激光跟踪仪、激光雷达、摄影测量和激光扫描为代表的数字化测量手段在飞机制造中扮演着越来越重要的角色[2-3]。采用塞尺检测装配阶差间隙的方式也逐渐被激光扫描、结构光测量、双目视觉测量等高精度数字化测量手段替代[4-5]。于浩等基于iGPS和线结构光传感器搭建了面向装配阶差间隙测量的柔性检测系统,并对测量空间内的测量精度分布进行了建模分析[6]。严成等设计了基于T-Scan和激光跟踪仪的飞机蒙皮阶差间隙测量方案并开发了相应的数据处理软件,经过实验验证该方法的阶差间隙测量精度优于0.03 mm,但该方法无法适应测量现场遮挡严重的情况[7-8]。陈松林等建立了阶差间隙计算模型,并利用图像处理技术实现了接缝区域的自动定位,完成了阶差间隙的自动测量,然而该方法在测量时必须将三维扫描仪固定,不利于在狭小装配空间进行[9-10]。
国外也有大量学者进行阶差间隙测量方面的研究,Bermner等在20世纪80年代提出了基于线结构光的阶差间隙测量方法[11]。Dimitrios Kosmopoulos等提出了基于双目视觉的阶差间隙自动化测量方案,该方案中用两个红外LED光源照射被测零件,同时用双目相机采集图像,计算得到阶差间隙值,该方法能够有效排除环境光对测量结果的影响[12]。Thi-Trang Tran等通过一个高分辨摄像机和多组线激光传感器搭建了阶差间隙测量系统,相关研究成果已在汽车生产线应用[13]。此外,以美国LAP公司生产的ANTARIS系列产品、英国Third Dimension SoftWare公司的Gap Gun、奥地利NextSense公司的Calipri Gap、LEICA公司生产的T-SCAN为代表的众多商业化产品也广泛应用于阶差间隙的检测。
无论是现有研究成果还是商业化产品都是以传统工艺流程作为基础,主要针对装配后阶差间隙的检测,测量数据不能对制造环节形成有效的反馈,装配周期长、反复拆装的问题依然没有得到有效解决。因此,本文提出采用数字化测量技术在装配前对零部件进行测量,通过建立的阶差间隙模型预测装配后的阶差间隙值,避免了零部件反复拆卸的问题,实现缩短装配周期,提高生产效率的目的。
1 摄影扫描组合测量方案
三维点云数据的准确获取是实现装配阶差间隙精准预测的前提条件。三维点云数据获取可以采用激光扫描仪、结构光测量仪、激光跟踪仪或激光雷达等测量设备。激光雷达和激光跟踪仪的采点密度低且速度慢,不适于海量数据的采集。结构光测量仪虽然测量精度高,但测量时需要设备保持稳定,不利于在狭小空间进行测量。激光扫描仪体积小巧、采点密度高且可用于环境复杂的飞机装配现场使用。但是激光扫描仪的测量精度随着测量尺寸增加,会不断降低,大尺寸空间内的测量精度略显不足。摄影测量技术通过在测量空间内布设摄影靶标点进行整体解算,在大尺寸空间内的测量精度优于激光扫描仪,但摄影测量技术的采点密度较低。
为了实现装配阶差间隙的准确预测,设计了基于摄影测量与激光扫描的组合测量方法作为三维点云数据采集的手段。首先通过摄影测量技术建立测量空间内的高阶精度控制网,在此基础上用激光扫描仪对待测对象进行扫描测量,以此获取高精度的三维点云数据。
1.1 测量系统构建
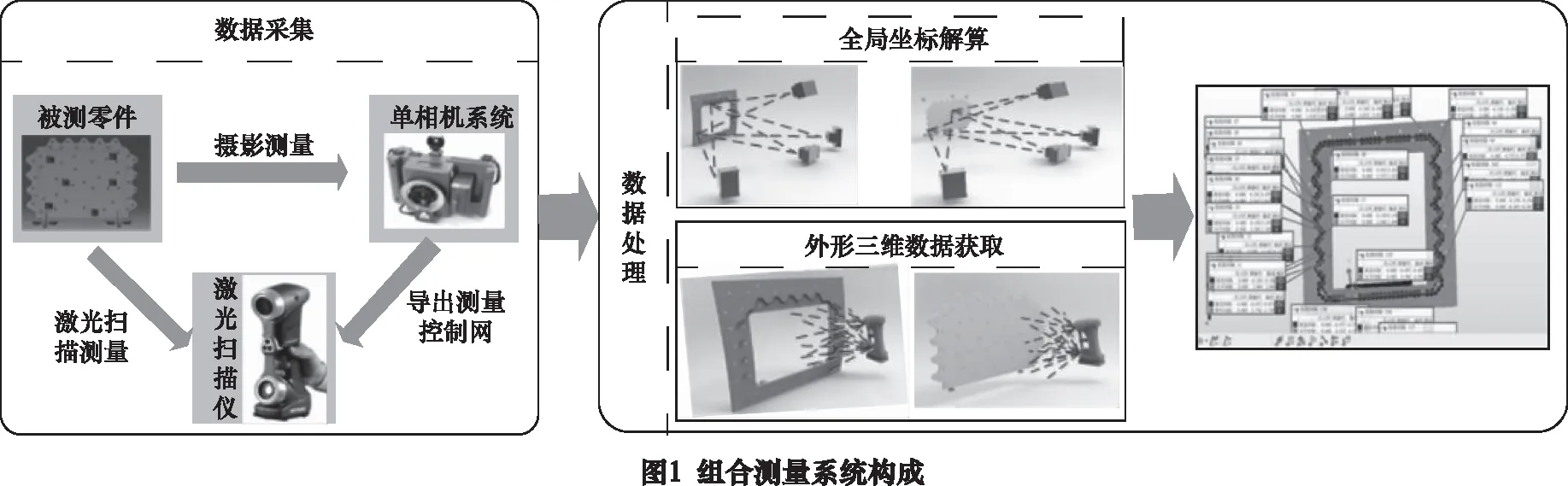
本系统包含数据采集和数据处理两部分,数据采集部分由单相机摄影测量系统和激光扫描系统组成,数据处理部分包括基于摄影测量的全局坐标解算和基于激光扫描的三维数据获取两方面工作,测量系统构成如图1所示。
基于摄影测量的坐标解算本质是中心透视投影过程。如图2所示,摄影镜头的中心为S,空间中的一点P经过S投影到像平面的点为p。P在物方坐标系O-XYZ和像空间坐标系S-xyz中的坐标分别为(X,Y,Z)和(x,y,z),像点p在像平面坐标系o-xy和像空间坐标系S-xyz中的坐标为(x,y)和(x,y,-f),f为相机的焦距。
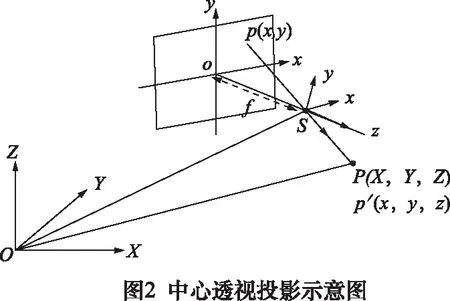
点P在像空间坐标系S-xyz中对应点为p′,则有:
(1)
式中:M为物方坐标系与像空间坐标系的变换矩阵。
(2)

(3)
同时,在物方坐标系中有如下关系:
(4)
将式(1)、(3) 代入(4)得到:
(5)
将上式用矩阵表示为
(6)
将式(6)中的第三子式代入前两个子式,可得:
(7)
式(7)即为摄影测量中最基本的共线方程。从多个方位对目标进行拍摄后,得到多个共线方程组,即可解算出各靶标点空间坐标[14]。
激光扫描测量的原理是双目视觉立体成像技术。如图3所示,空间点P在左右像空间坐标系Ol-XlYlZl、Or-XrYrZr中的坐标为(Xl,Yl,Zl)、(Xr,Yr,Zr),其成像点pl、pr在像空间坐标系中的坐标为(xl,yl,-fl)、(xr,yr,-fr)。
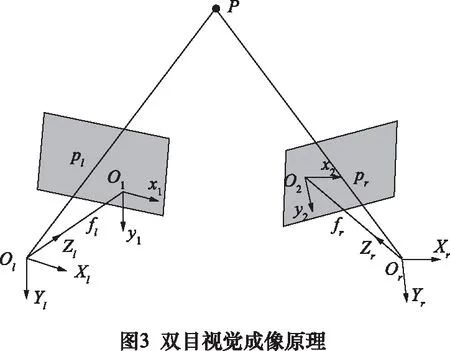
由点Ol、pl、P及Or、pr、P三点共线可得:
(8)
(9)
Ol-XlYlZl与Or-XrYrZr间的相对位置关系可以通过旋转矩阵R和平移向量T表示,则有:
(10)
其中,
(11)
联立式 (8)~(11)即可求得空间点P的坐标。
1.2 摄影扫描组合测量流程
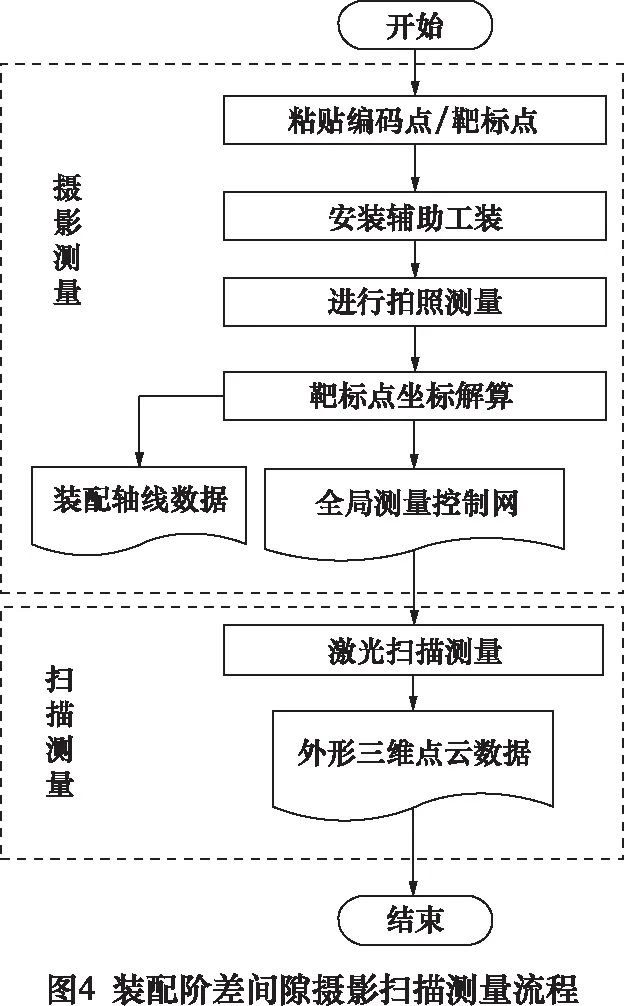
图4为舱门装配阶差间隙摄影扫描组合测量流程,首先用摄影测量技术建立全局测量控制网并得到装配轴线数据,在此基础上进行激光扫描测量获取外形三维点云数据,具体步骤如图4 所示。
步骤1:摄影测量
用单相机摄影测量系统对被测对象进行拍照,拍摄过程中将轴线提取工装旋转不同角度,并对每个位置工装上的靶标点拍摄多幅图像。将拍摄的像片经过图像处理、编码点匹配、光束平差等过程解算出靶标点三维坐标。
步骤2:扫描测量
筛选出用于提取装配轴线的靶标点后,将其余靶标点信息导入扫描仪控制软件作为扫描测量的高阶精度控制网。设置好激光扫描仪的快门时间、点云采集密度等参数,对舱门和门框进行扫描测量。
2 测量数据分析
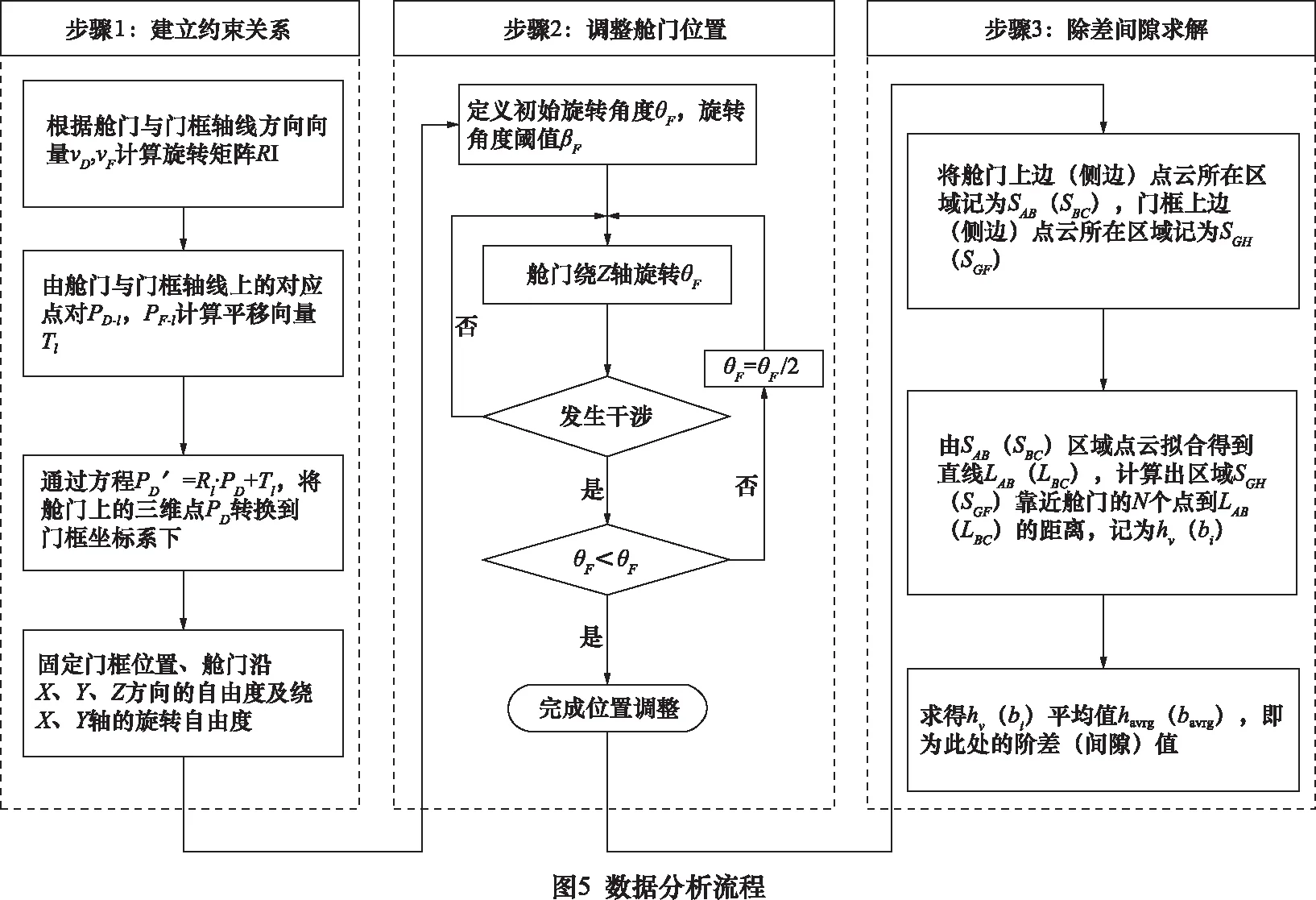
如图5所示,得到三维外形数据和装配轴线数据后,按建立约束关系、调整舱门位置和阶差间隙求解3个过程对阶差间隙值进行预测分析,详细流程如下:
步骤1:建立约束关系
舱门和门框之间为孔轴配合约束,则装配约束关系可以通过对齐舱门与门框装配轴线来建立,即求出舱门与门框之间的旋转矩阵Rl和平移向量Tl。设PD-l(xD-l,yD-l,zD-l)、PF-l(xF-l,yF-l,zF-l)为舱门和门框装配轴线上的对应点。vD,vF为舱门与门框装配轴线对应的方向向量,它们之间有以下关系:
Rl·vD=vF
(12)
其中,
(13)
(14)
将式(13)、(14)代入式(12)可求得旋转矩阵Rl,又因为:
PF-l=Rl·PD-l+Tl
(15)
代入点PD-l、PF-l的坐标即可求得平移向量Tl。
步骤2:调整舱门位置
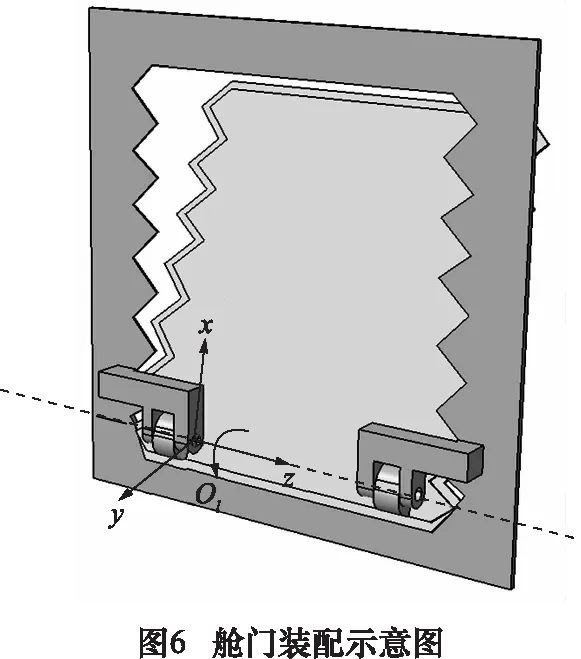
如图6所示,舱门与门框对齐后,以悬挂接头圆心为原点,装配轴线方向为Z轴,建立局部坐标系Ol-xyz。根据舱门的装配约束关系,舱门调整时只需使舱门绕Z轴旋转到与门框发生干涉为止。
具体流程如下:①设定初始旋转角度θF与旋转角度阈值βF;② 使舱门绕Z轴进行旋转,每次旋转θF。每次转动前,先判断舱门旋转θF后,是否与门框发生干涉,若发生干涉则设置使旋转角度θF=θF/2再次判断干涉情况,直至旋转角度θF<βF,停止旋转。最终的旋转角度θ为每次旋转角度之和,旋转前后点云数据满足以下公式:
(16)
PD={PDi,i=1,2,…,m}表示旋转前的舱门三维点云。
PD′={PDi′,i=1,2,…,m}表示旋转后的舱门三维点云。
步骤3:阶差间隙求解
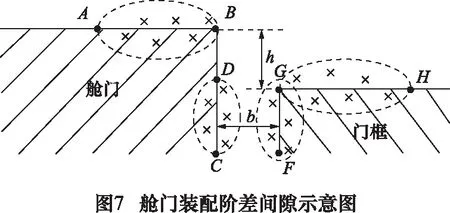
如图7 所示为舱门装配截面示意图,将点云划分SAB、SBC、SGH、SGF四个区域,SAB、SBC位于舱门边缘,SGH、SGF位于门框边缘。阶差用SGH区域的点到直线LAB距离的平均值表示;间隙用SGF区域点云到直线LBC距离的平均值表示。下面以阶差计算为例,阐述计算过程。
(17)

(18)
3 试验验证
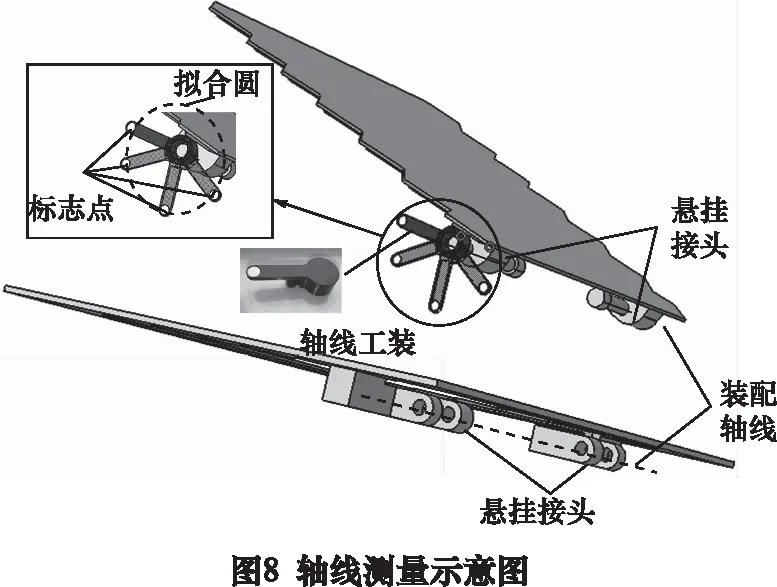
以某飞机舱门试验件为例,对组合测量阶差间隙预测方法进行验证。摄影测量设备采用郑州辰维公司的MPS/S单相机摄影测量系统,扫描设备采用加拿大形创公司的HandyScan700手持式激光扫描仪。此外,为精确获取装配轴线,设计了轴线提取工装,测量时将其插入悬挂接头旋转到不同位置进行拍照测量,如图8所示。
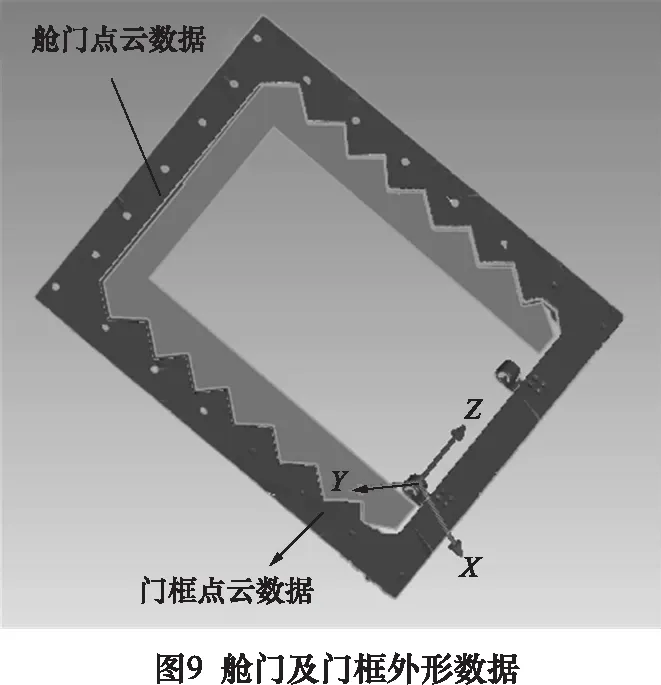
数据采集阶段先从不同方位对零件进行拍照测量,解算得到靶标点坐标,然后将靶标点坐标导入Vxelemnt软件中作为全局精度控制网,再用HandyScan 700对舱门与门框进行扫描,得到三维点云数据,测量结果如图9所示。
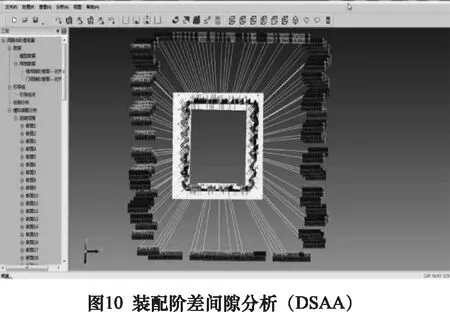
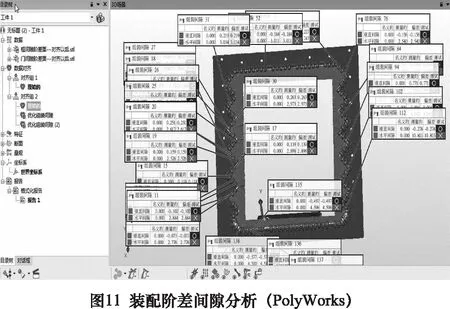
数据分析过程先建立舱门-门框的装配约束关系,再固定门框位置,旋转舱门直至干涉,在此状态下沿舱门装配边缘每隔一定间距计算一组舱门装配阶差间隙值。基于上述分析流程,本文采用自行开发阶差间隙分析软件DSAA以及加拿大的PolyWorks对测量数据进行了分析,分析结果如图10、11所示。
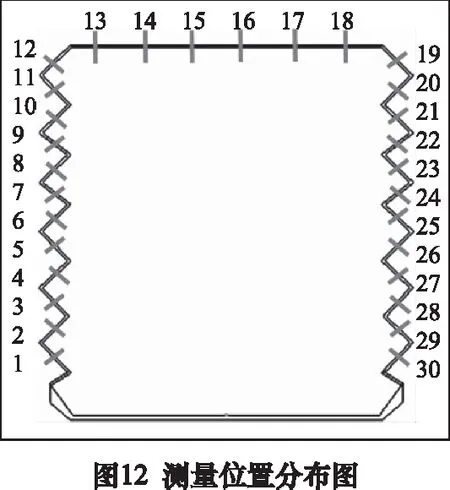
为减少分析位置不一致引起的测量误差,在测量点附近1 mm内取10个点的阶差间隙的平均值作为该位置的阶差间隙值,测量位置如图12所示。
为验证本文所述预测分析方法的有效性,采用英国Third Dimension公司的Gap Gun阶差间隙检测仪对相同位置进行测量。测量结果对比见表1、表2。
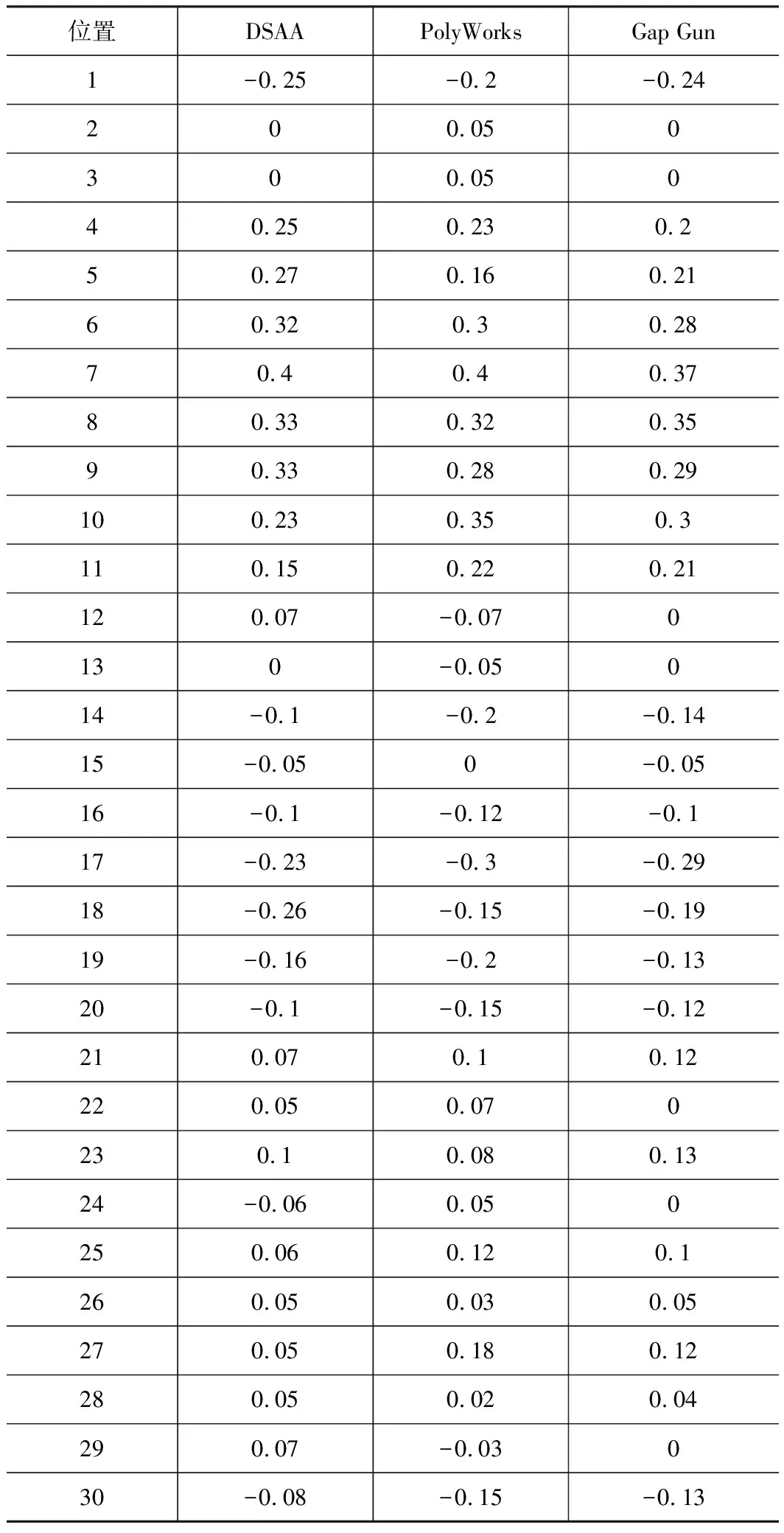
表1 阶差值分析结果对比 mm

(19)
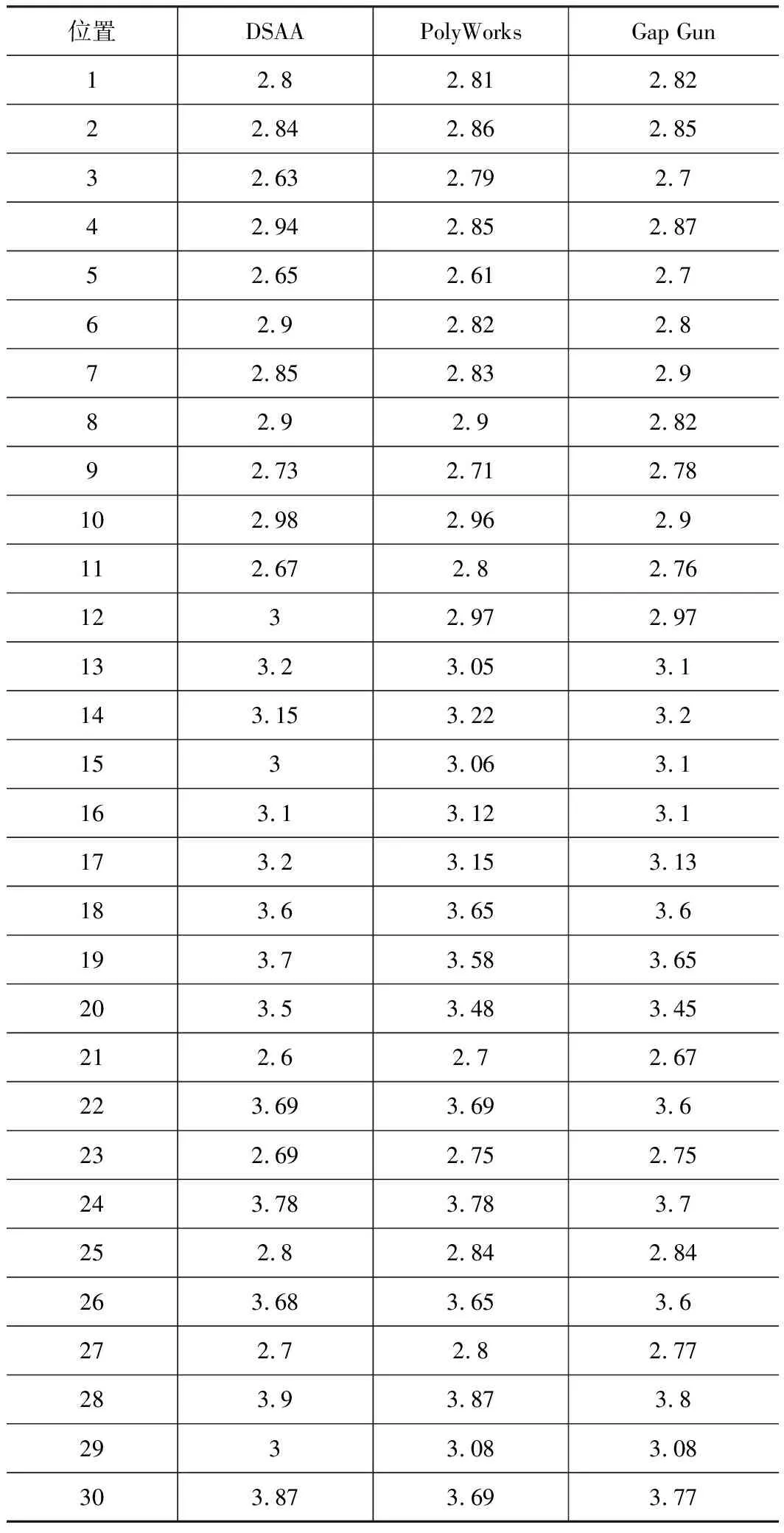
表2 间隙值分析结果对比 mm
(20)
(21)
(22)
预测得到的阶差间隙测量不确定度小于产品精度要求的1/3,因此该方法可以作为评价装配阶差间隙的有效手段用于指导零件修配,减少阶差间隙超差引起的反复拆装,缩短生产周期。
4 结语
针对飞机装配工艺复杂,装配阶差间隙超差引起的反复拆装问题,本文提出了基于数字化测量技术的装配阶差间隙预测方法,以舱门装配为例详细阐述了该方法实施过程,并采用DSAA和PolyWorks进行了装配阶差间隙预测,结果表明舱门阶差间隙测量合成标准不确定度u1、u2、u1′、u2′分别为0.043 mm、0.061 mm、0.043 mm、0.051 mm,满足产品装配要求,可以作为装配阶差间隙检测的参考依据用于指导零件修配。本文完成的主要工作包括:
提出了基于实测三维点云数据的装配阶差间隙预测方法,并从约束关系建立、位姿调整和阶差间隙求解三个方面详细介绍了测量数据分析流程。
设计了一种基于摄影测量和激光扫描技术零件外形组合测量方法,首先采用摄影测量技术构建了测量空间内的全局精度控制网,在此基础上利用激光扫描技术完成零件的高精度逆向重建。
以某飞机舱门试验件装配为例,采用自行开发的DSAA和PolyWorks对装配阶差间隙进行了预测分析并与装配后的实测结果进行了对比,验证了此方法的可行性。
未来的研究方向是基于阶差间隙测量数据,指导零件制造及装配工艺改进,以提高制造精度完成测量结果到制造工艺的闭环。
