螺杆压缩机转子多轴加工工艺及VERICUT 仿真加工
2021-01-04龙卫仁廖桂波尹秉奎
龙卫仁,廖桂波,尹秉奎
(珠海城市职业技术学院,广东珠海 519090)
0 引言
转子是螺杆式压缩机的核心零件,转子齿形的发展在很大程度上决定了压缩机的进步和效率的提升,而转子加工工艺又是确保转子质量的重要因素[1]。压缩机阴阳转子的加工方法主要有成型铣削加工法、磨削加工,随着制造业技术的发展,车铣复合加工、多轴加工技术应用越来越广泛,研究发现车铣复合中心加工螺杆转子齿形曲面的生产制造成本低于螺杆专用铣床[2]。结合运用UG 软件与Vericut 软件可以降低开发成本、提高生产效率,能发现编程过程中潜在的碰撞问题,优化刀具切削刃长度及刀具悬伸,为实际生产提供参考依据[3]。
1 毛坯
零件材料为45#钢,硬度为38~40 HRC,利用车床或数控车床车削加工出毛坯外形,两端圆柱面车削加工到位,中间段螺旋所在位置圆柱面留0.2~0.3 mm 表面余量,长度值车削加工到位,如图1 所示。
2 工件装夹方式
根据生产加工零件的结构特点,螺杆压缩机转子为圆柱形,适用三爪卡盘装夹,顶针支撑。三爪卡盘装夹定心精度高,辅以尾座顶针支撑,增加工件加工过程中的刚性,能降低工件在加工过程的振动和受力变形,装夹方式如图2 所示。
3 加工工艺
3.1 开粗加工
根据零件的结构特征及零件大小,为提高生产加工效率,一般采用较大刀具进行开粗加工。根据螺杆压缩机转子零件结构特点,由于螺旋式特征,在一个方位无法完成零件的开粗加工。通过采用四轴机床,分别以0°、60°、120°、180°、240°、300°方位进行开粗加工,刀具D16R1,转速2500 r/min,进给量1800 mm/min,切削深度0.25 mm。
3.2 二次开粗

图1 毛坯
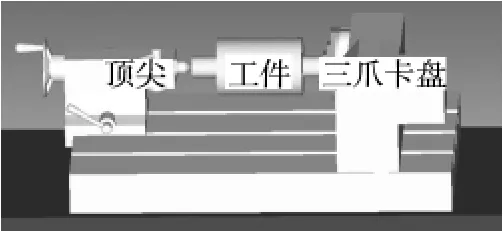
图2 工件装夹方式
为提高加工效率,缩短加工时间,开粗时往往用大直径刀具,由于开粗加工刀具直径过大,而零件中又存在较小的区域,故需要再次使用直径较小的刀具进行二次开粗,二次开粗方式与前次开粗加工相同,加工方位0°、60°、120°、180°、240°、300°,刀具D10R1,转速3000 r/min,进给量1200 mm/min,切削深度0.3 mm。
3.3 半精加工及精加工
为了保证产品加工表面质量,给精加工时留下均匀的表面加工量,故在精加工前进行半精加工,见表1。

表1 半精加工及精加工工艺参数
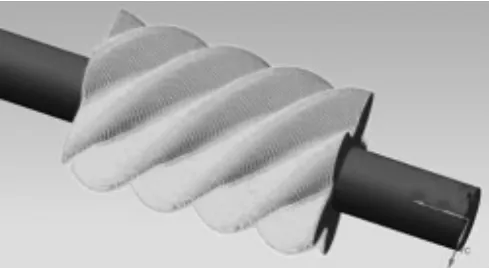
图3 半精加工
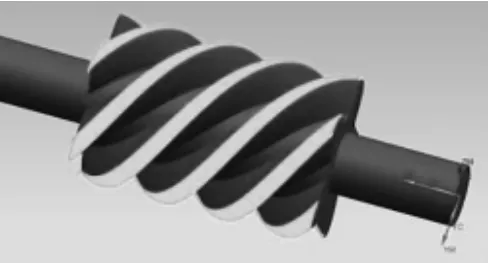
图4 弧面精加工
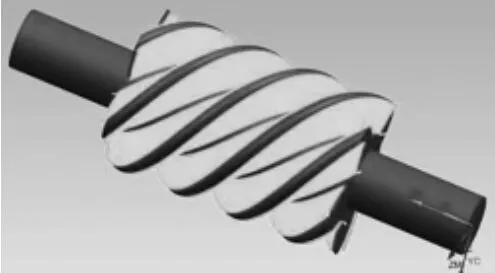
图5 侧面精加工

图6 底面精加工
4 Vericut 仿真及结果
进入Vericut 软件进行仿真加工:选择相应的机床控制文件及机床文件,加载在UG 软件中创建的螺杆压缩机转子零件的毛坯,调整好尾座及顶针位置,设置G54 加工坐标系,在Vericut软件完成对刀操作,根据UG 程序中所使用的刀具在Vericut 中创建加工刀具,一切就绪后,导入数控加工代码,然后仿真加工。仿真加工能检查出加工过程中是否发生碰撞,通过仿真结果到UG 软件中解决相应的碰撞问题,同时通过仿真做好刀具的切削刃长度、刀具的悬伸长度等优化,为实际生产加工提供依据。最后仿真结果如图7 所示。
5 结论
采用UG 等CAD/CAM 软件构建零件的数字化模型及编制数控程序,将数控程序处理成NC 代码,在Vericut 软件中完成虚拟仿真加工,通过虚拟仿真加工来解决多轴加工中潜在的撞刀问题,同时通过仿真加工来优化切削所用刀具的切削刃长度及悬伸长度,为实际生产加工提供依据,以减少生产加工中的振动和加工变形,提高产品生产质量。
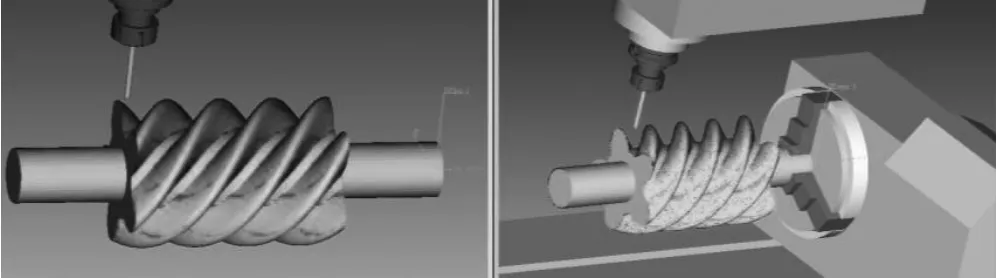
图7 Vericut 仿真加工结果
