压尾增张装置优化研究
2020-12-29米楠
米楠
(中冶京诚工程技术有限公司 北京 100176)
1 前言
可逆式轧制是指带钢在单机架轧机上往复进行多道次的压下变形,最终获得成品厚度的轧制过程。可逆式冷轧机作为调节生产规格和品种被广泛应用,如生产薄规格或不锈钢、硅钢等特殊品种[1]。
可逆式轧机的设备组成比较简单,一般由钢卷运送及开卷设备、轧机、1#、2#卷取机和卸卷及输出装置所组成。
按照轧制工艺,首道次轧制在开卷机、轧机和1#卷取机之间进行。首道次轧制接近结束时,开卷机甩尾,带尾将由轧机带动,运动至2#卷取机附近,然后轧机反转,带尾由2#卷取机卷筒夹紧,开始进行第二道次轧制,此后的多道次轧制均在1#卷取机、轧机和2#卷取机之间交替进行。
在上述首道次轧制过程中,当开卷机开卷至最后一圈甩尾时,带尾距离轧机入口还有近10m的距离,为防止带钢甩尾并提供一定的后张力稳定轧制,一般在轧机与2#卷取机之间会设置一套压尾增张装置。
2 压尾增张装置的现状及改进
按照工艺需要,某厂现有压尾增张装置采用一种压板机构,下压板固定,上压板依靠液压压下。压板沿钢板宽度方向分段布置,材质为硬木。工作时依靠液压缸提供的压紧力夹紧钢板,通过硬木与钢板表面的摩擦,起到对带尾的压尾增张作用。
由于现有技术是采用硬木与粗糙钢板表面来直接摩擦而获得后张力,但由于钢板来料状态的不同,难免存在浪形或水油等,这些因素都对硬木与钢板的接触状态和二者之间摩擦系数的稳定产生较大的影响,一旦摩擦条件产生变化,张力也就不够稳定。
另外,与钢板相比,硬木还是比较“软”的,摩擦将带来硬木的快速磨损,且发热现象的存在也需要频繁更换硬木板,随着硬木品质的改变还会带来掉屑和摩擦面条件变差的问题。
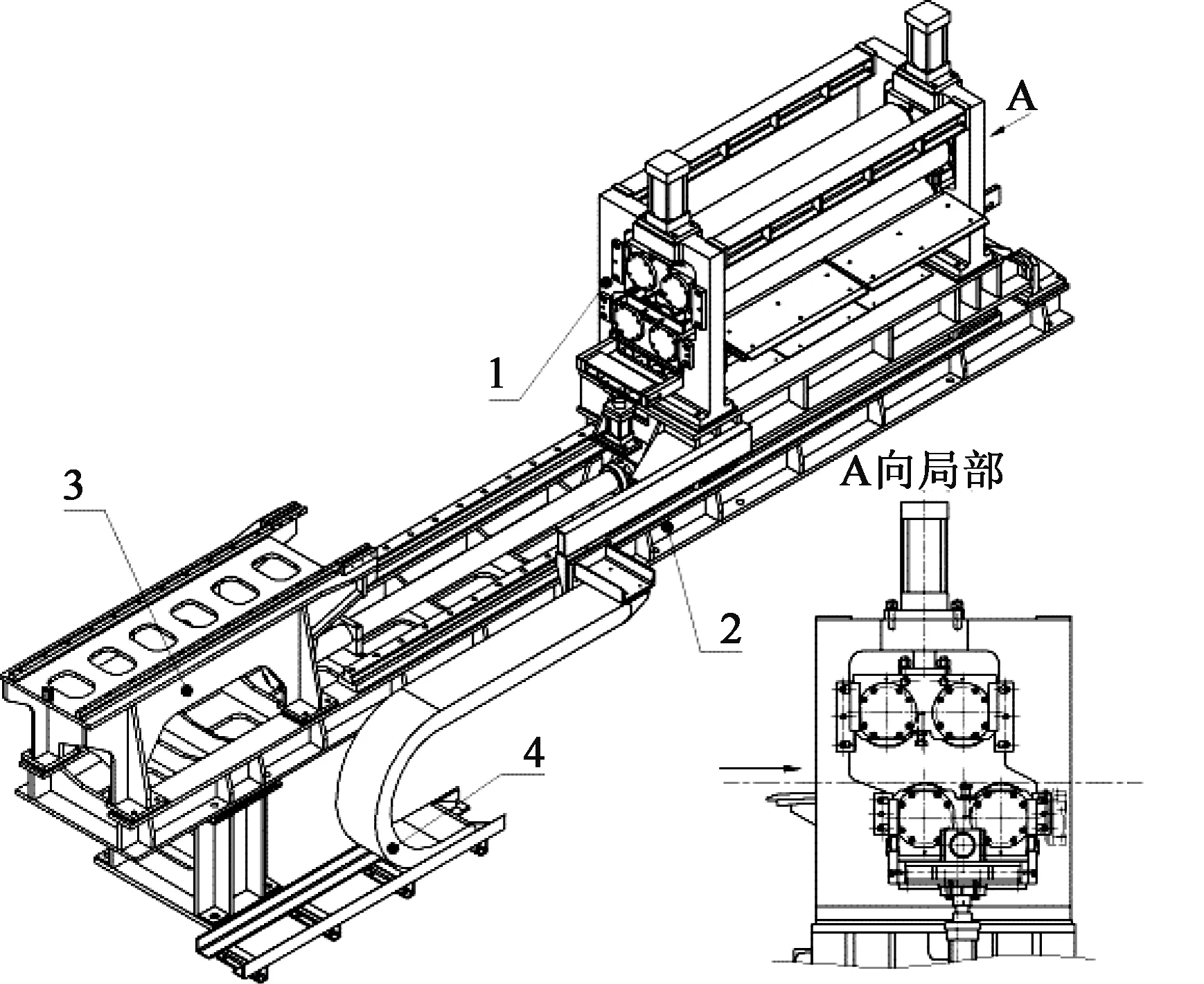
图2 四辊压尾增张装置1-压尾机架;2-机架横移装置;3-换辊装置;4-液压配管
针对以上问题,本文介绍一种四辊压尾增张装置,主要由压尾机架、机架横移装置、换辊装置、液压配管组成,结构如图2所示。其中压尾增张单元主要由安装在机架内的上双联辊及下双联辊组成,上双联辊通过液压缸同步升降,下双联辊固定[2][3]。
机构本体没有驱动,增张原理主要包括三方面:一是带钢在辊子之间的弹塑性变形带来的能量消耗;二是带钢对辊子的包角,形成张力扩大;三是机构部件的摩擦力和带钢与辊子之间的摩擦力[4]。
3 四辊压辊增张过程有限元模拟
为全面分析各参量对增张装置能提供的张力产生影响的规律,本文建立了四辊压尾增张装置的有限元分析模型,张力装置结构参数如表1所示。由于带钢经过张力装置时,其横向变形很小,可忽略,因此该问题可简化为二维平面应变问题,所建立模型如图3所示。
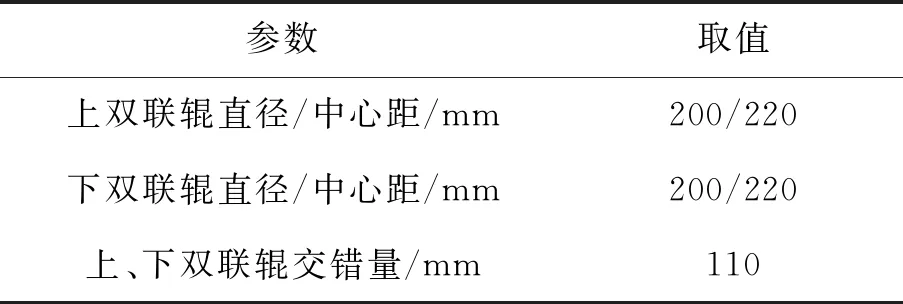
表1 四辊压尾增张装置结构参数
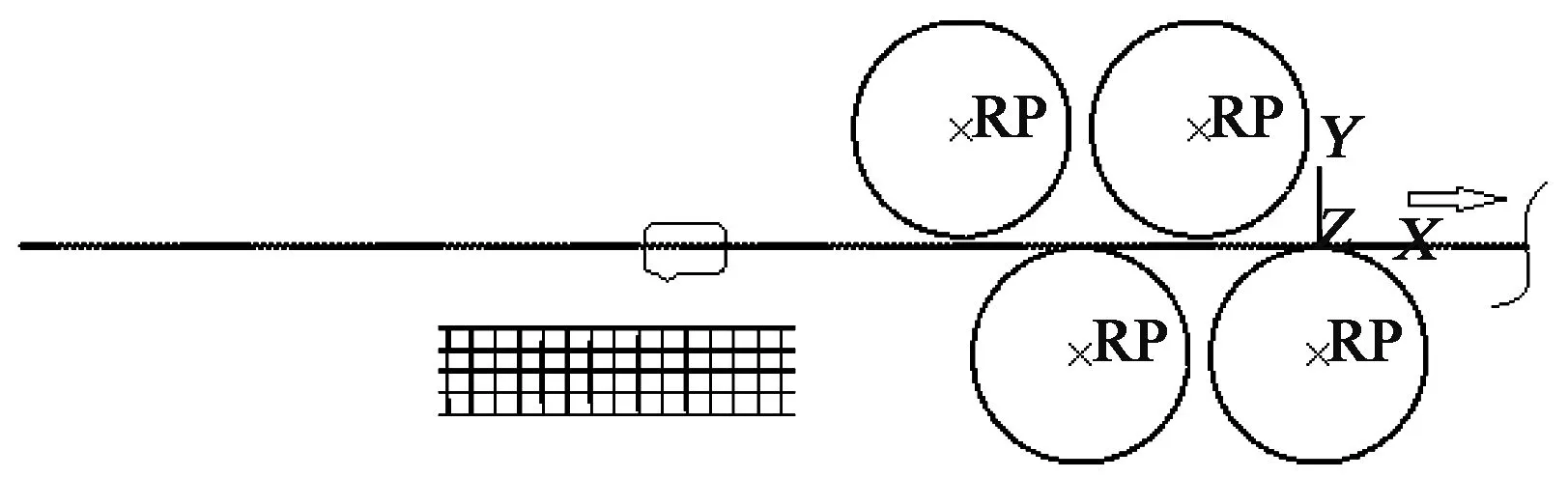
图3 四辊压尾增张有限元模型
3.1 模型边界条件
为简化计算,忽略带钢自身重力。模型按照两个分析步进行,第一步上双联辊压下到预定压下量,第二步带钢以速度V向右运动。由于带钢甩尾速度较慢,此处仅计算由于弹塑性变形能带来的张力增益,不考虑带尾在输送设备上的摩擦。带钢与增张单元间采用库伦摩擦模型,摩擦系数取0.35。
3.2 材料模型
带钢的单机架可逆轧制通常在常温下进行,且经过压尾增张装置的塑性变形量较小,因此可以不考虑金属的加工硬化,采用理想弹塑性材料模型建模[5]。为尽量降低带的前端和尾部对模拟结果的影响,本模型带钢长度取3000mm。
3.3 带钢弯曲弹塑性变形分析
本文给出Q235带钢厚度3.5mm,宽度1000mm,弹性模量E=2.06×105MPa,上双联辊子压下量15mm的模拟结果,如图4所示。
图4为稳定工作状态下,带钢弯曲变形时的等效应力分布及其与上、下双联辊的接触状态。图5中曲线分别对应各辊与钢板接触区域A~D沿厚度方向的等效应力分布情况。从图5中可以看出,处在A~B区域的带钢总体上属于弹塑性弯曲变形,外层金属应力已经超出屈服极限,进入塑性变形状态,C~D区域主要对带钢起引导和压尾稳定作用,带钢弯曲变形小,基本处于弹性状态。带钢表层塑性区的厚度与带钢规格、材质及设备结构有关,也是影响带钢增张能力的因素。
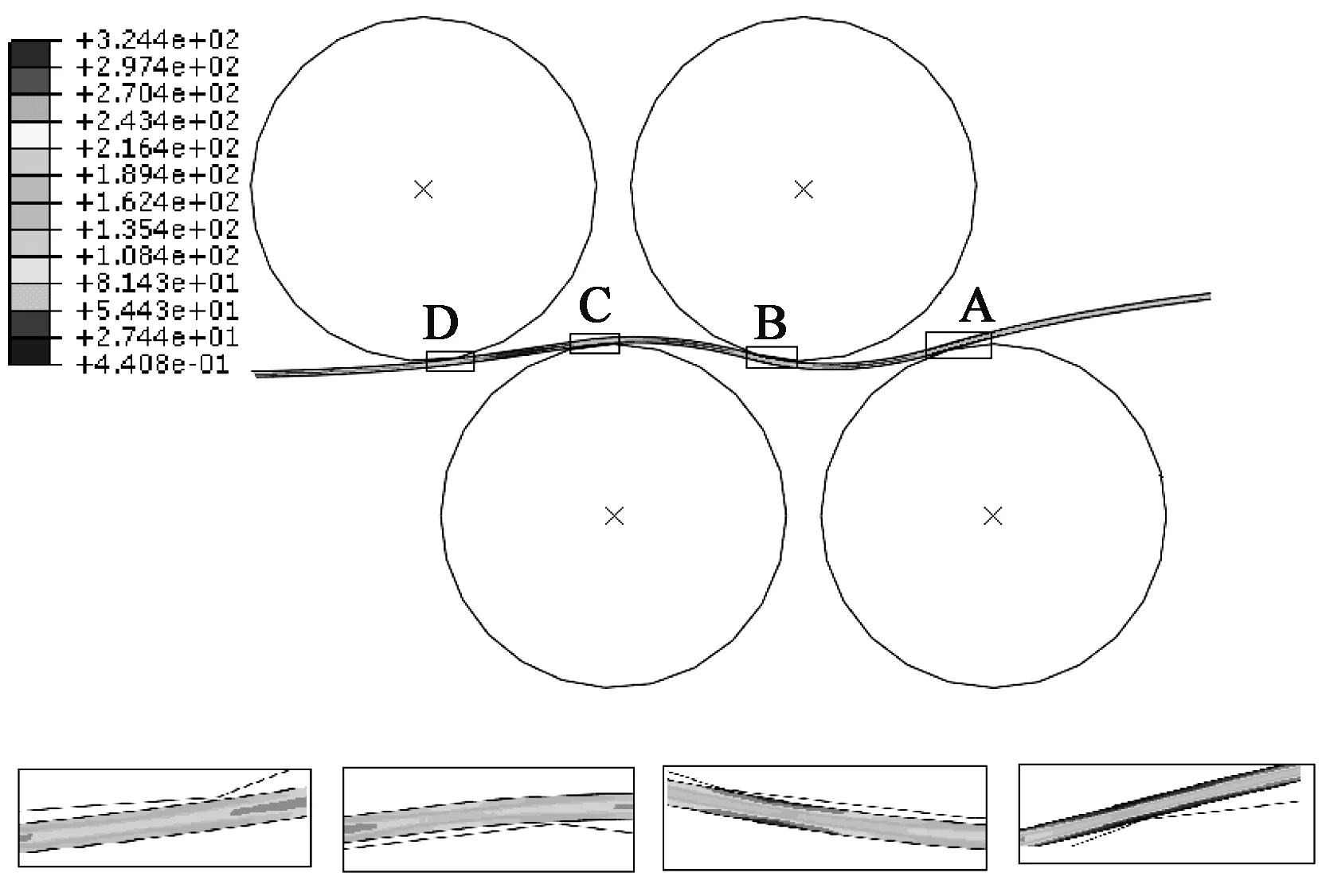
图4 带钢弹塑性变形

图5 带钢等效应力分布曲线
3.4 带钢厚度对T的影响
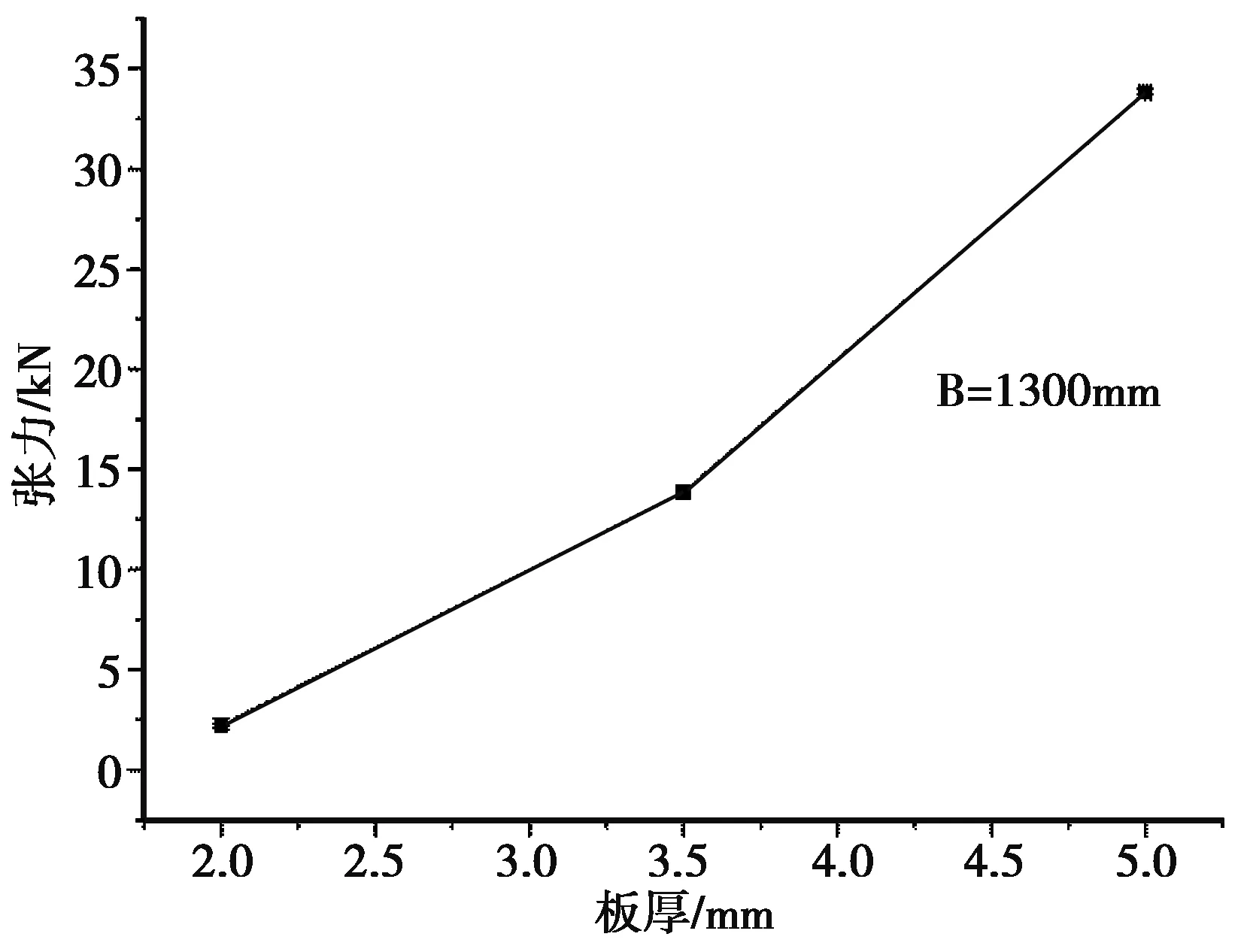
图6 S板厚对增张值的影响
图6给出了Q235,宽度1300,板厚2、3.5及5mm的三个仿真结果点线图,由图可见T值随着带钢厚度的增大而增大,并且厚度越大,张力T的增幅也随着变大。
3.5 上双联辊压下量对T的影响
图7给出了厚度2,3.5和5mm三种规格的带钢在不同压下量下张力T的变化曲线。由图可见,在压下量增加量同为5mm情况下,带钢厚度越大,张力增加值就越明显。这是由于在相同的弯曲曲率条件下,厚带钢产生的弹性变形能累积的越多,形成的张力也就越大。
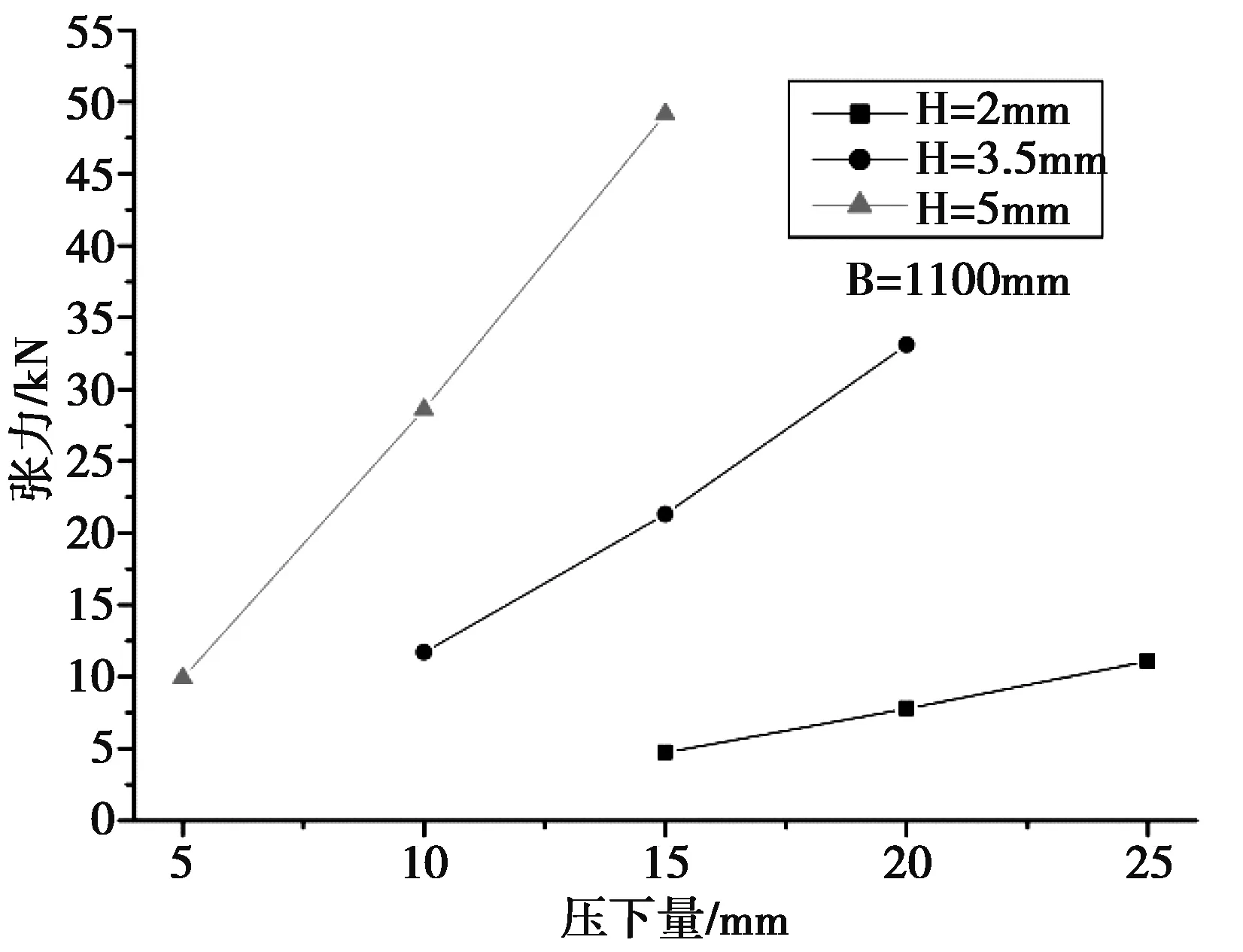
图7 压下量对增张值的影响
4 增张装置对比及四辊压尾增张压下参数
原有压板机构式增张装置配置2个液压缸,规格φ80/φ56~200mm,无杆腔工作,用户点工作压力10MPa,钢板与硬木之间的摩擦系数为0.12~0.16[6],上下夹板夹紧后理论上能够提供的张力为12~16kN。
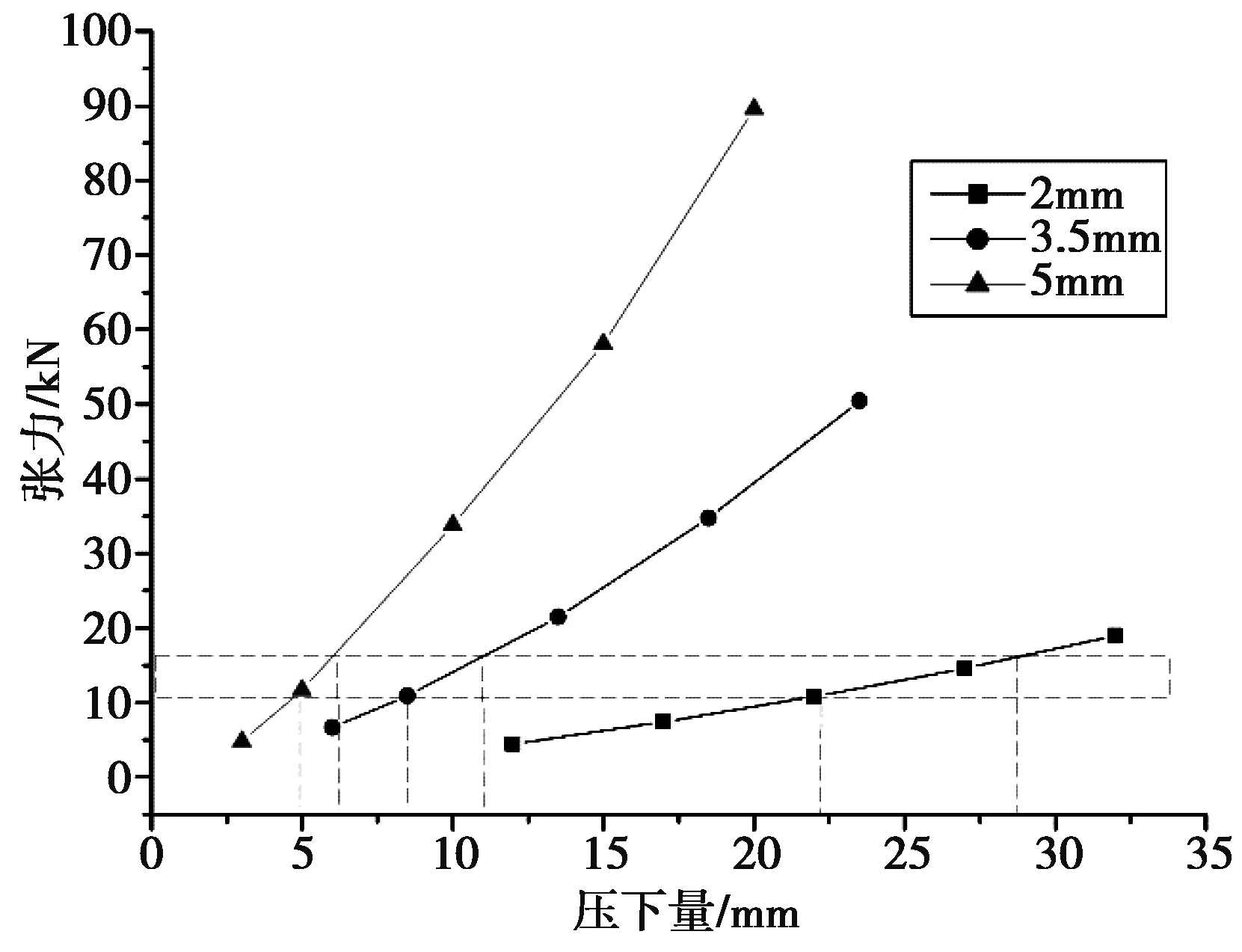
图8 四辊压尾增张装置压下量
根据以上的模拟结果,当采用四辊压尾增张装置后,按照工艺规格书,来料板厚规格2~5mm,计算的压下量与增长能力曲线,如图8所示。为达到与原机组工艺设定的增长能力效果,针对不同板厚适宜的压下量可参考虚线框对应的横坐标值设定。
5 结论
1)现有可逆轧机入口侧应用的增张装置存在不足。为此,优化提出一种四辊压尾增张装置,通过带钢在辊子之间的弹塑性变形耗能形成对带尾的张力,起到稳定轧制的作用。
2)建立了四辊压尾增张装置的有限元分析模型,并对模拟结果进行了分析,得到了板厚、板宽、压下量的影响规律。
3)通过结果分析,提出了四辊压尾增张装置的压下量与板厚的关系曲线,可用于指导现场的工艺设定。