热连轧机辊系侧向水平振动研究
2020-12-29吴索团
吴索团
(上海梅山钢铁股份有限公司热轧板厂 江苏南京 210039)
1 前言
某厂1780热连轧生产线自2012年4月份开始运行,精轧机前段轧机机架在轧制薄规格带钢时出现了严重的水平振动现象,特别是F2和F3轧机的辊系振动尤为明显,经测量其工作辊轴承座处的加速度有效值最高达到2.5g,振动中心频率为35-80Hz和倍频。热连轧机强烈的振动导致工作辊和带钢表面产生较为明显的振纹,严重影响带钢的表面质量和轧辊在线使用寿命,成为企业亟待解决的难题[1-3]。
2 辊系振动遥测系统及信号分析
为摸清轧机辊系振动的现象及规律,针对容易起振的带钢规格和材质进行了工作辊辊系振动加速度在线遥测。将三维振动加速度遥测传感器(图1)的磁座吸附在工作辊轴承座上,当被测点振动时,传感器加速度信号调制载波后向空间发射,经空间传播后,由插在笔记本USB口的基站(图2)接收信号,经解调还原成振动加速度信号。笔记本完成信号采集、显示、存储和分析。

图1 无线振动加速度传感器

图2 遥测加速度信号接收及采集系统
热连轧机轧制材质为0.2mm厚B480GNQR的成品带钢时,F3轧机出现严重的振动现象。上工作辊轴承座垂直和水平方向加速度波形及频谱如图11a)所示。从图中可看出:当F3轧机发生振动时,水平振动能量大于垂直振动能量,振动中心频率为72.3Hz和倍频144.6Hz,此时轧机辊系发出较大的轰鸣声,工作辊水平方向上的振动导致入出口导卫机构振动明显,加剧了机构的磨损。严重影响轧机的正常生产。
3 轧机振动谐响应仿真研究
为了更清楚地了解轧机振动的动力学行为,采用ANSYS谐响应模块对轧机振动进行仿真研究,依据CAD图纸建立有限元模型。仿真研究的基本出发点是在轧机主传动电机和液压压下缸位置施加激励源(图3),求解辊系振动响应以获得振动的幅频特性[4-5]。
3.1 仅在扭振作用下的轧辊振动仿真研究
在电机输出轴上施加扭振信号,其大小按照实际轧制过程中扭矩的大小来确定,并将扭振简化成恒定扭矩加上谐波扭矩,其表达式为:
T=T1+T0sin(2πft)(1)
式中:T1—恒定扭矩,取T1=2.0×102kN·m;
T0—激振扭矩波动幅值,取T1的5%,T0=10kN·m;
f—振动频率,Hz。
改变激振频率使之在15-140Hz之间变化,观察轧辊位移和加速度变化情况,其谐响应曲线如图4所示。从图中可以看出,仅在扭振作用下,工作辊振动频率约为70Hz时出现最大振动位移和振动加速度。
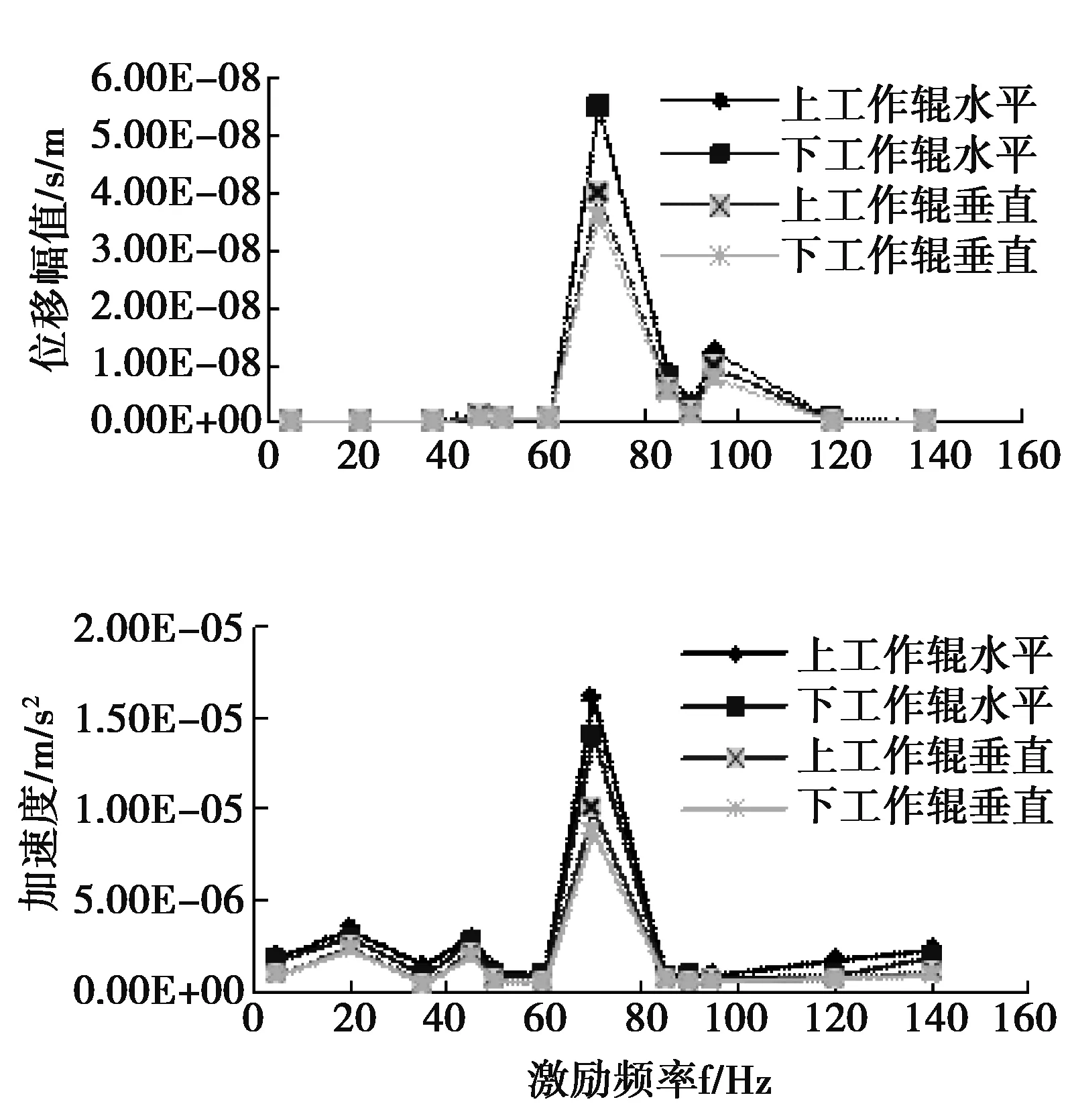
图4 仅在扭振激励下上工作辊的位移和振动加速度响应
3.2 仅在轧制力作用下的轧辊振动仿真研究
轧制力按照实际轧制过程中轧制力的大小来确定,即在上支承辊轴承座上施加轧制力,并将轧制力简化成恒定压力加上谐波压力[6-7],其表达式为:
F=F1+F0sin(2πft)
(2)
式中:F1—恒定轧制力,取F1=1.1×104kN;
F0—激振力(谐波压力)波动幅值,F0取F的5%,即F0=5.5×102kN;
f—振动频率。
改变轧制力激振使之频率在5~140Hz之间变化,观察工作辊的振动位移情况,谐响应曲线如图5所示。由图5可看出,在70Hz出现最大值。
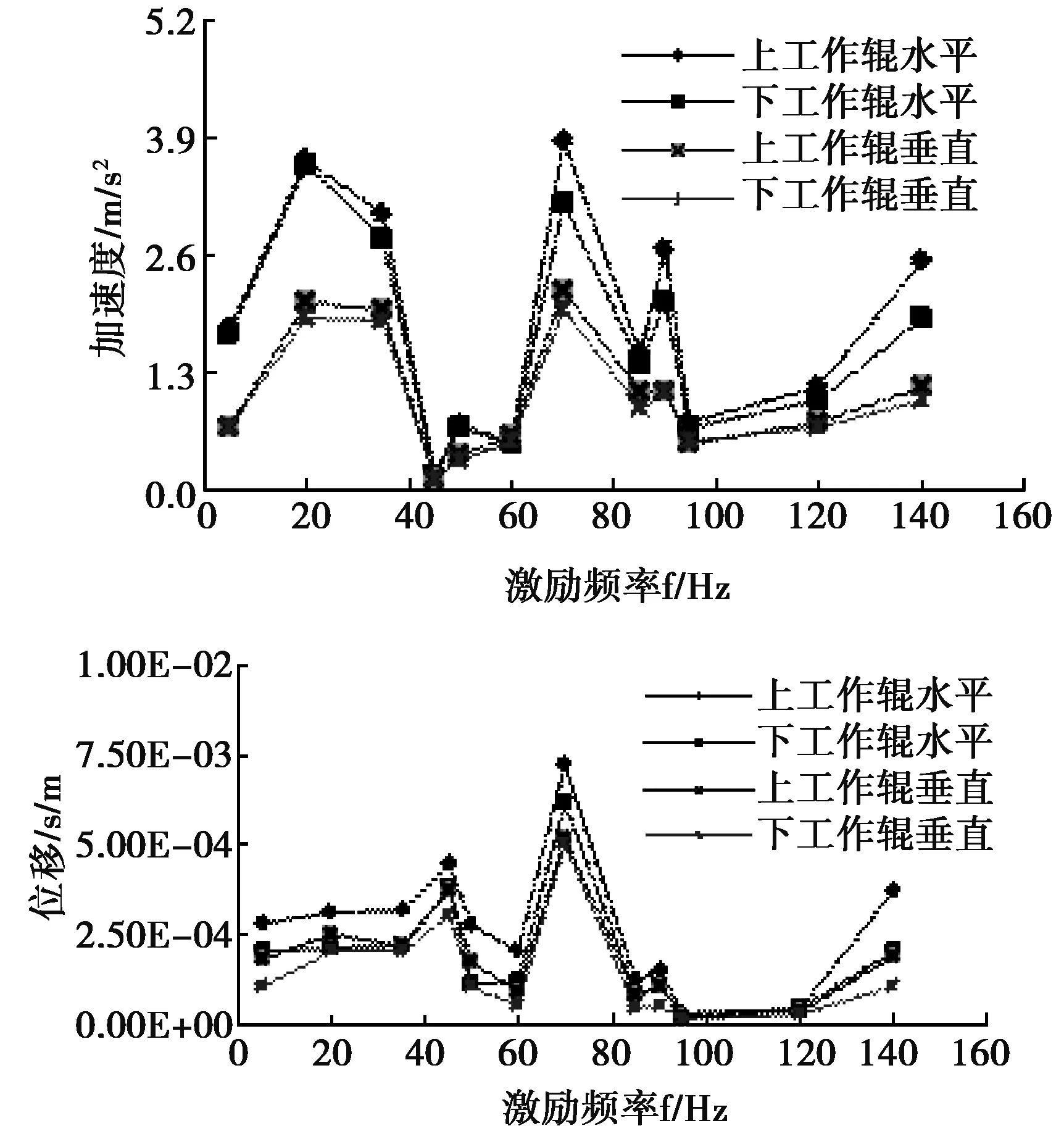
图5 仅在轧制力激励下上工作辊的位移和振动加速度响应
3.3 在扭振和轧制力共同作用下轧辊振动仿真研究
将扭振和轧制力同时加在轧机上[9-11],观察轧辊振动随激振频率的变化如图6所示。由图可知,在70Hz出现最大值。

图6 工作辊两个激励源不同激励频率下位移加速度响应
综上所述,仿真结果表明:
(1)仅在扭振激励下工作辊的水平振动位移最大幅值约为5.9E-8m,最大水平振动加速度幅值约为1.7E-5m/s2;工作辊的垂直振动位移最大幅值约为4.0E-8m,最大垂直振动加速度幅值约为1.0E-5m/s2;
(2)在只有轧制力作用下,工作辊的水平振动位移最大幅值约为7.4E-4m,最大水平振动加速度幅值约为4m/s2;工作辊的垂直振动位移最大幅值约为5.2E-4m;最大垂直振动加速度幅值约为2.2m/s2。
(3)在扭振和轧制力共同作用下,工轧辊振动加速度和位移值与仅轧制力作用下的值很相近,说明该轧机的轧制力对振动影响要远远大于扭振对振动的影响。
4 轧机振动抑制仿真研究
该轧机上下支承辊轴承座入口侧和出口侧经改造分别由从牌坊伸出的4个液压缸将4个轴承座水平顶紧,以消除支承辊轴承座和工作辊轴承座与牌坊之间的间隙。为了确定侧向液压缸压力变化对振动的影响,在计算机仿真模拟中,把液压缸压力加在工作辊轴承座与支承辊轴承座上如图3所示。
为了探究轧机在振动最激烈情况下侧向压力对振动的影响,对轧机系统同时施加轧制力和扭矩,取振动频率70Hz,工作辊振动最激烈情况下的振动加速度响应曲线如图7所示。

图7 工作辊振动最激烈时加速度曲线
在此工况下施加不同的侧向压力(表1)观察轧辊的振动情况。
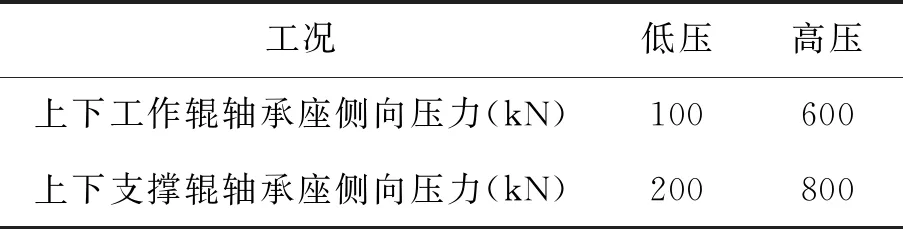
表1 侧向力加载工况
分别求解得出工作辊的水平加速度响应曲线如图8和图9所示。
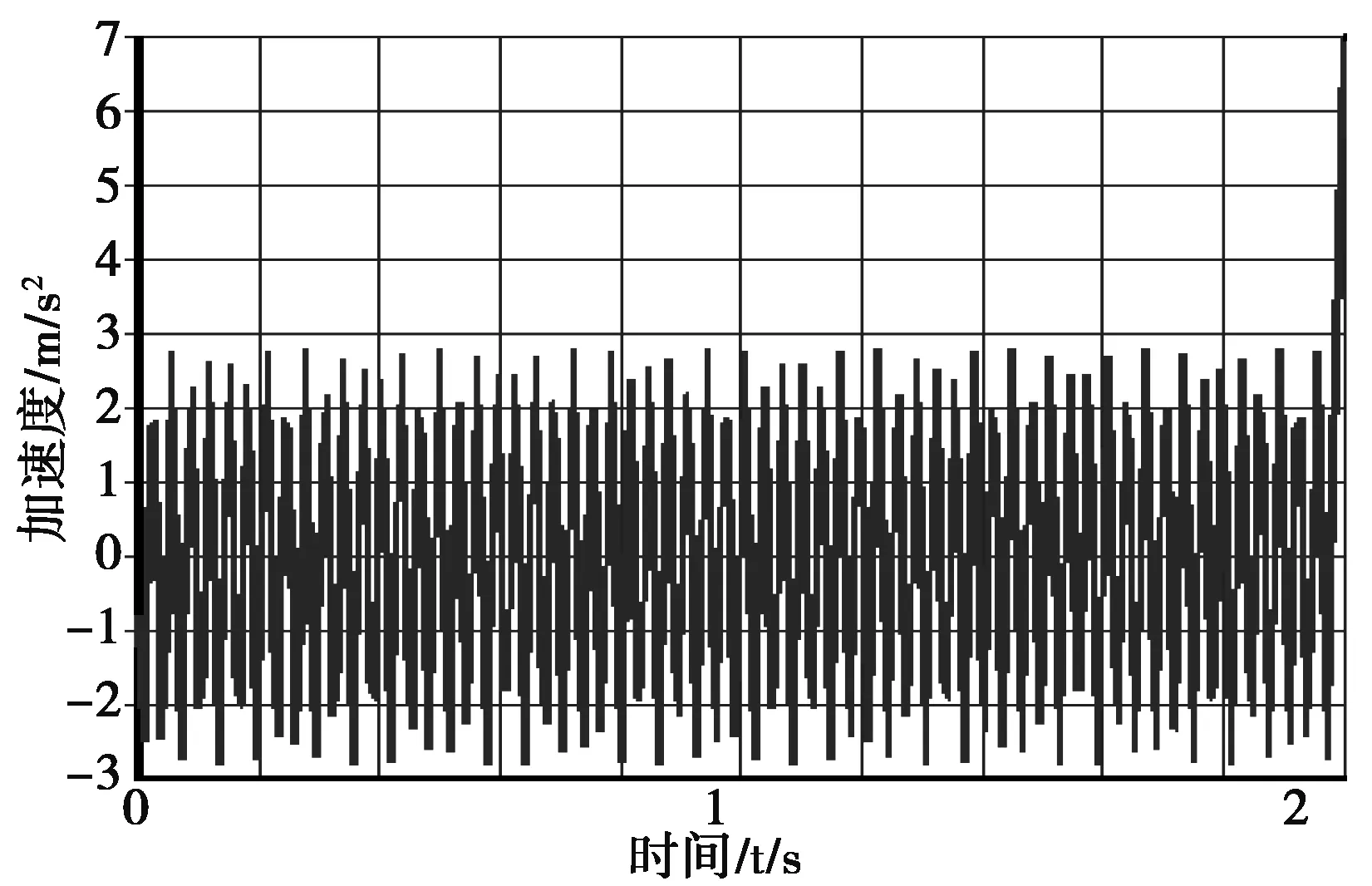
图8 低压下工作辊振动加速度响应曲线
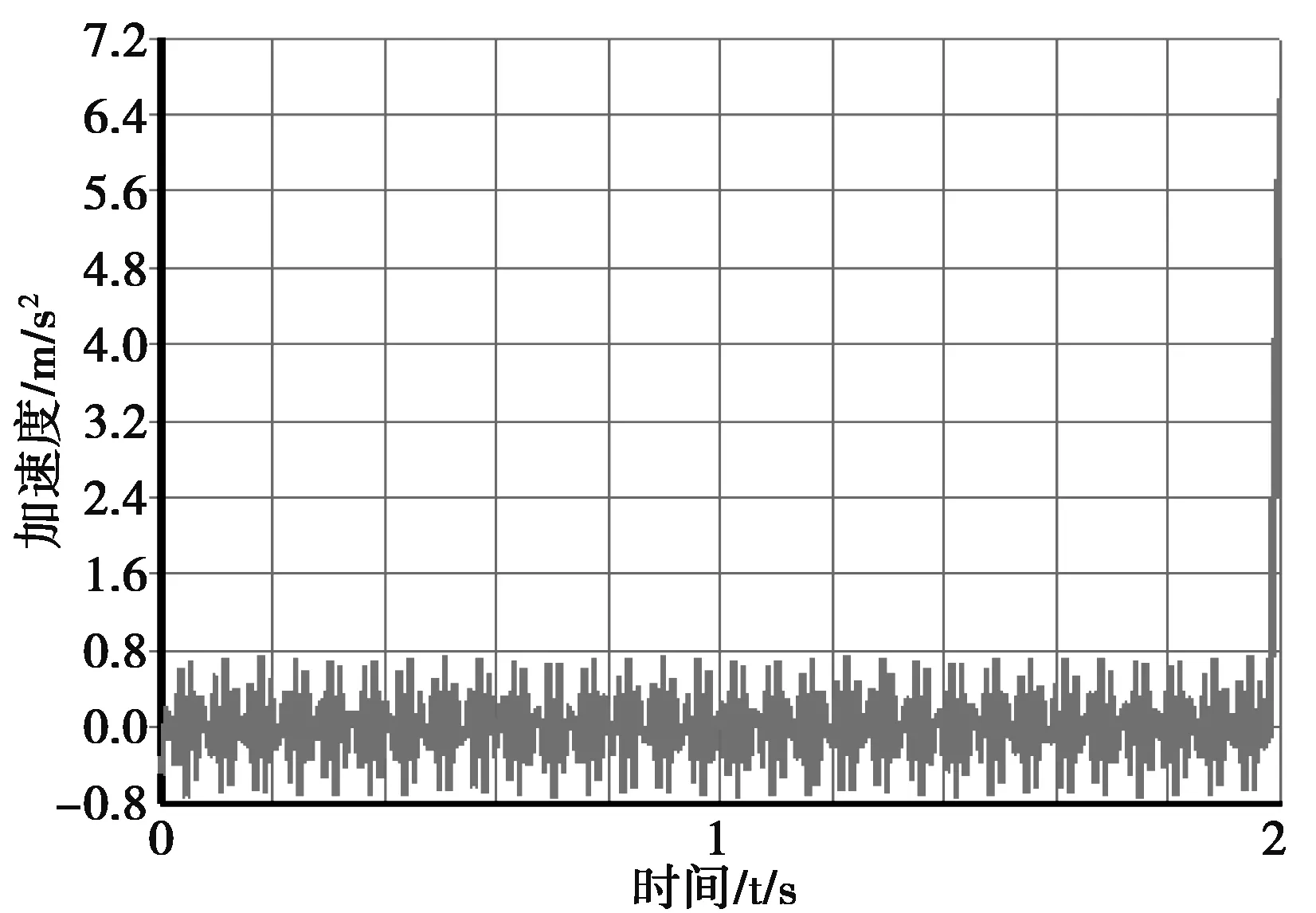
图9 高压下工作辊振动加速度响应曲线
依据仿真结果,对数据进行统计。对轴承座无侧向力、低压侧向力和高压侧向力三种工况的仿真结果比较如图10所示。
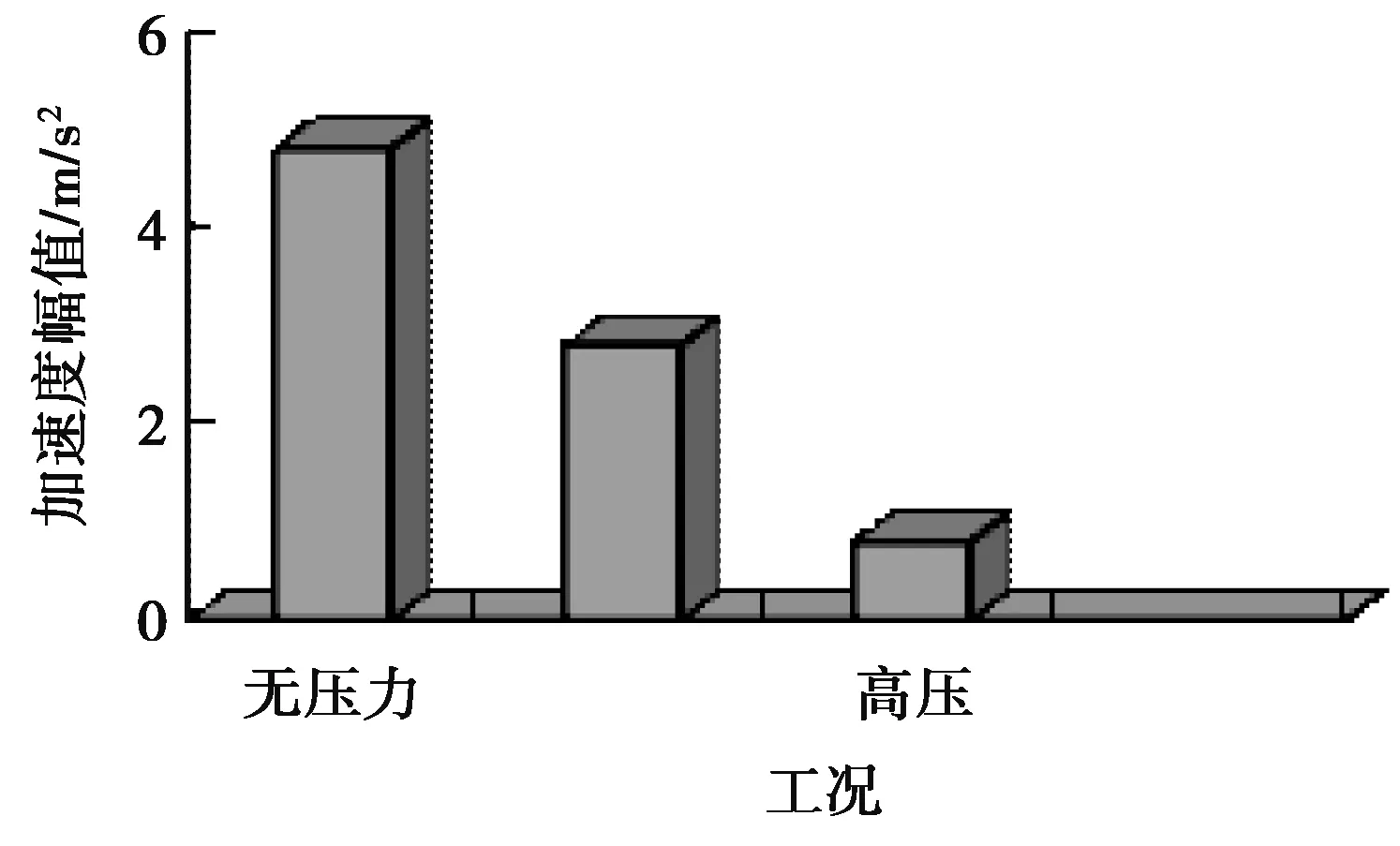
图10 三种工况振动加速度比较
从图中可以看出,当增大侧向压力后水平振动加速度幅值降低了80%左右。说明适当提高侧向压力可以有效缓解轧机辊系的振动状态,即增加工作辊轴承座和支承辊轴承座侧向压力可有效减小轧机垂直振动和与水平振动的幅值。为了验证仿真结果,按照表1对辊系施加了高压侧向力,实施前后现场轧机振动情况如图11所示。
从现场观察和测试信号来看,振动噪声显著降低。即轧机发生振动后,适当提高轧机侧向液压油缸的压力可以明显地抑制振动。
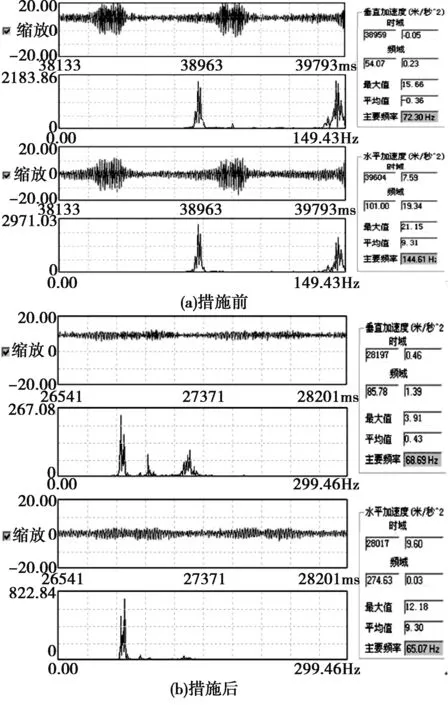
图11 提高侧向压力后轧机振动情况
5 抑制水平振动的可能措施
基于以上的仿真研究结果,在生产现场可以通过一下方法来抑制轧机水平振动的能量。
(1)适当增大工作辊与支承辊中心线的偏移量
在热轧机辊系的设计上,为增加辊系的稳定性,常规设计原则是工作辊与支承辊的中心线在垂直方向上有一定的偏移量,即支撑辊及其轴承座处于牌坊窗口的中心,而工作辊及其轴承座则偏向轧机出口方向。此设计使得在轧制力作用下,工作辊获得了一个指向轧制方向的水平分离,使得辊系在整个轧制过程中处于稳定状态。
根据四辊轧机的辊系受力关系,对于工作辊传动的四辊轧机来说,由于辊系偏移量的存在,轧制力与工作辊在水平方向上的分力存在一定的关系,即偏移量越大,工作轴承座在受到的水平方向的分力越大,辊系的稳定性相应增大[11]
(2)增加水平方向上的稳定油缸
既然增大水平侧向力后水平振动会得到较为明显的抑制,那么在工作辊轴承座处加装一个水平方向上的油缸,通过伺服控制要调节油缸的出力,提高工作辊水平方向的稳定性以抑制水平振动。这一措施已在一些产线上得到印证。
6 结论
轧机振动是影响轧制高质量带钢产品的障碍,也是造成轧机零部件损坏的一个重要因素。仿真结果表明,当加大辊系轴承座水平约束力时振动得到显著的抑制。将此结论应用到某热连轧机辊系上,实测结果表明轧机振动得到十分有效的抑制。