陶瓷膜回收系统在酒脚处理中的应用
2020-12-24周学义朱文昭朱银龙张建波张蕾蕾
周学义,朱文昭,朱银龙,张建波,张蕾蕾
(宁夏红枸杞产业有限公司,宁夏中宁 755100)
葡萄、枸杞是我区特色优势产业,其主要深加工产品是葡萄酒和枸杞酒。酒脚是制酒业不可避免的产物,是酒液中沉积在容器底部的不溶性颗粒与酒液的混合物[1]。由于酒脚的污染极性强,一般的过滤方法根本无法对其进行回收,现在企业多采用气膜压榨机、高速离心机和真空转鼓过滤机进行回收处理。但因设备缺乏可操作性,基本上处于停用状态,所以有的企业基本上没有进行酒脚回收工作,而直接排放。这样既污染环境,又给企业造成很大的经济损失。
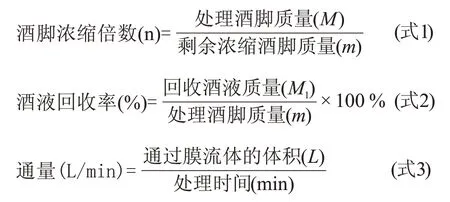
酒脚回收系统由原料罐、循环泵、陶瓷膜过滤组件、换热器组成密闭循环系统,附件主要有反冲部件、预过滤机、惰性气体管路组成,其中膜孔径为0.05~1.4 μm,控制进料压力在0.1~0.5 MPa,通过调节循环管路中冷却器的冷却水流量控制料液温度在40 ℃以下,保持滤液通量在30~120 L/m2h,透过液即为回收酒液。
本研究对工业生产中下胶和酶处理后酒脚的黏度、固形物含量、COD 值、溶解氧及pH 值等指标进行测定分析,并针对枸杞酒和枸杞基酒酶处理后的酒脚进行陶瓷膜回收系统处理,测定处理后酒体的回收率、浓缩酒脚的残余量、酒脚回收时通量的变化以及回收后酒体溶解氧等指标。为解决农副加工企业、发酵工业企业生产废液的回收利用以及为酿酒行业酒脚处理,治理和保护环境提供参考。
1 材料与方法
1.1 材料、仪器
酒样:枸杞酒酶处理基酒酒脚、葡萄酒发酵酒脚、葡萄酒下胶酒脚、枸杞酒发酵酒脚、枸杞酒下胶酒脚,由宁夏红枸杞产业有限公司提供。
仪器设备:0.2 μm、0.5 μm 和0.1 m2、1.7 m2不同规格和处理量的酒脚回收系统,由中卫市博而特生物科技有限公司提供;折光仪,COD 快速检测仪,溶解氧测定仪,pH计等。
1.2 实验方法
1.2.1 各类型酒脚指标测定
酒脚除去粒径大于2 mm 固体颗粒,分别用手持折光仪测定固形物含量、用COD 快速检测仪测定COD 值、用溶解氧测定仪测定溶解氧、pH 计测定酒脚pH值。
1.2.2 酒脚的回收及通量的测定
用孔径为0.2 μm、膜面积为0.1 m2的陶瓷膜回收系统处理枸杞酒酶处理基酒酒脚(计酒体41.6 t,经初滤后剩余酒脚3.75 t);用孔径0.5 μm、膜面积为0.1 m2的陶瓷膜回收系统处理葡萄酒下胶初滤后剩余的酒脚共有酒体45 t,收集酒脚3 t)。处理后计算回收率及酒脚浓缩倍数。
2 结果与分析
2.1 酒脚指标检测结果
各类型酒脚指标检测结果见表1,从表1 中可以看出,各类型酒脚在黏度、固形物含量、COD 值上存在显著的差异性。其中枸杞基酒酶处理后酒脚的黏度、固形物含量、COD 值与其他两种枸杞酒相比含量最低,但同时该酒脚的溶解氧含量和pH值却明显比其他两种枸杞酒酒脚高,造成这种现象的原因是发酵酒在酿造过程中严格控制氧的含量以及pH 值以提高酒体风味物质稳定性和酵母的活性[2],但基酒在制作过程中并没有进行发酵,所以对溶解氧并不需要过多控制。葡萄酒酶处理和下胶处理后的酒脚其黏度、固形物含量、COD 值均高于枸杞发酵酒各处理后的酒脚,这种现象是因为葡萄酒和枸杞发酵酒前处理的工艺不同造成的,并且酿造出相同量的葡萄酒和枸杞酒,两种酒所产生的酒脚也有所不同,葡萄酒所产生酒脚往往要比枸杞酒少很多。对比下胶和酶处理发酵酒的酒脚,不同处理后的酒脚中各物质含量也明显不同,酶处理后的酒脚其黏度、固形物含量、COD 值都低于下胶处理后的酒脚。
2.2 0.2 μm、膜面积为0.1 m2的陶瓷膜回收系统处理枸杞基酒
表2 和图1 分别表示枸杞基酒酶处理后酒脚在陶瓷膜回收系统处理时参数和通量的变化。
从实验参数数据及回收曲线上均可以看出,陶瓷膜回收系统具有较高的通量,在处理5 h后,通量有上升的趋势;因间歇加料引起温度波动而造成过滤通量变化,但从曲线线性可看出,整体通量呈现上升趋势,在系统处理8 h 期间,通量由0.17 L/min上升至0.19 L/min。过滤通量相对稳定,至实验结束,没有发生衰减。

表1 不同类型酒脚各物质含量
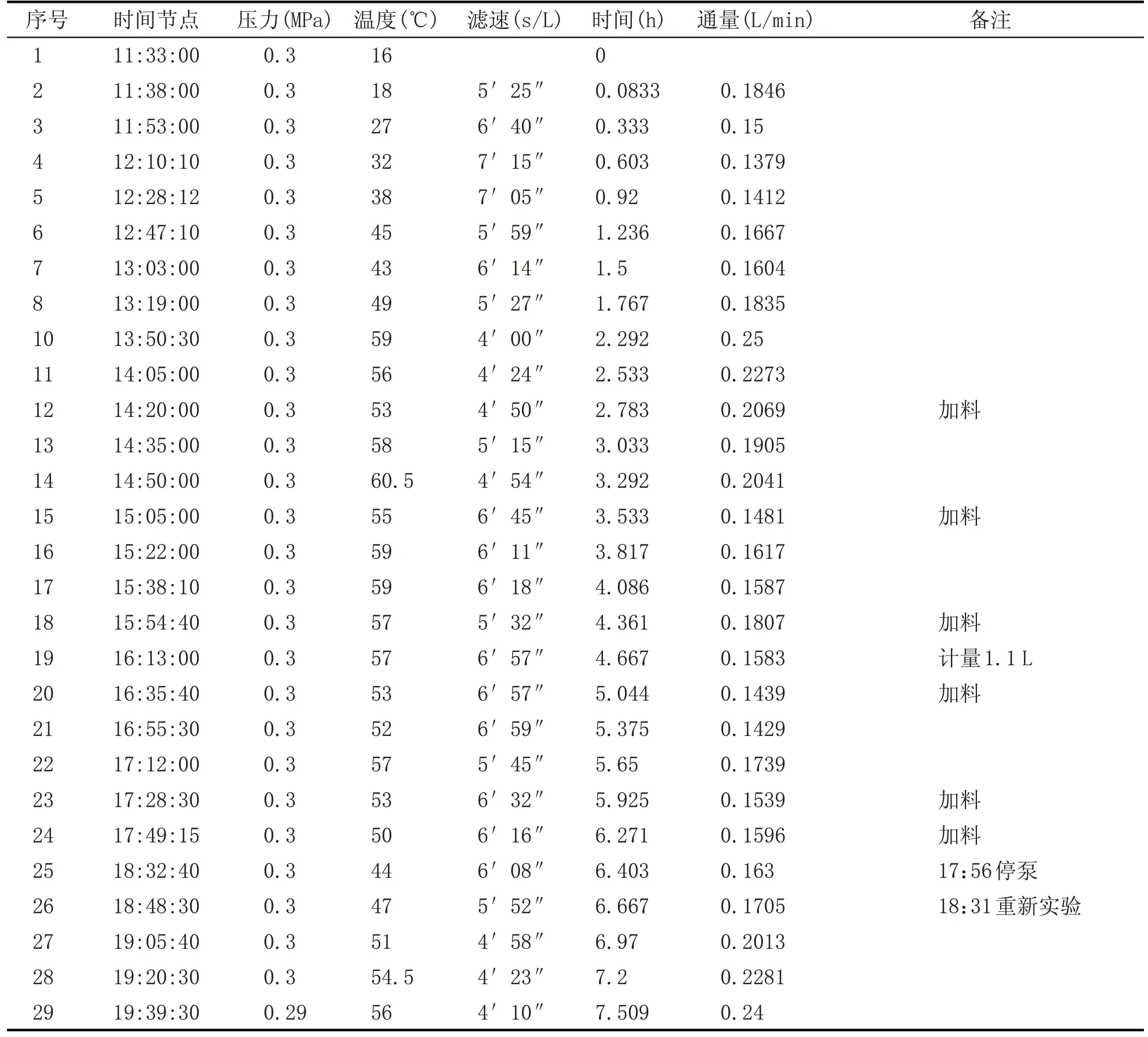
表2 枸杞基酒酒酶处理酒脚回收参数
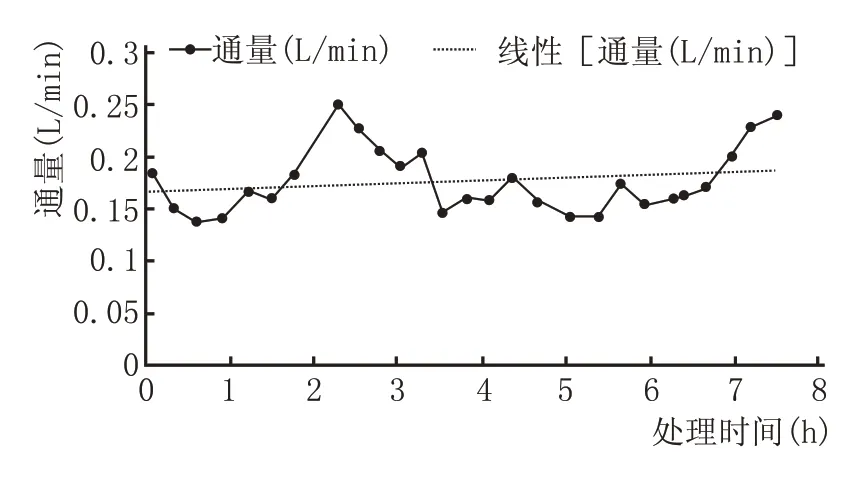
图1 枸杞基酒酶处理酒脚回收曲线
实验用时7.5 h,共处理酒脚93.8 kg,回收酒液85.3 kg,剩余浓缩酒脚8.5 kg,其中:
①平均通量(kg/h)=85.3/7.5=11.4
②酒脚浓缩倍数(n)=93.8/8.5=11
③酒液回收率(%)=85.3/93.8*100%=90.9%
由此可知,用0.2 μm 回收系统对酶处理枸杞酒基酒酒脚进行回收,可将酒脚继续浓缩11 倍,实现90.9%的回收率。
2.3 0.2 μm、膜面积为0.1 m2的陶瓷膜回收系统处理枸杞发酵酒
表3 和图2 分别表示枸杞发酵酒酶处理酒脚在陶瓷膜回收系统处理时参数和通量的变化。
从实验数据及回收曲线上均可以看出,陶瓷膜回收系统在枸杞发酵酒酶处理酒脚的处理过程中其通量呈现下降的趋势,从曲线线性可看出,在系统处理8 h 左右,其通量由0.2 L/min 降至0.13 L/min。由于枸杞发酵是一个复杂的工艺,期间添加酶及各种胶体,在发酵过程中产生风味物质的同时,果胶酶分解物,酵母及各种添加物黏着性残渣通过陈酿都沉积在酒脚中[3],酒脚在陶瓷膜回收系统处理时会部分附着在过滤膜上导致其通量有所降低,因此建议通量降低一半,此为回收极限,结束实验。
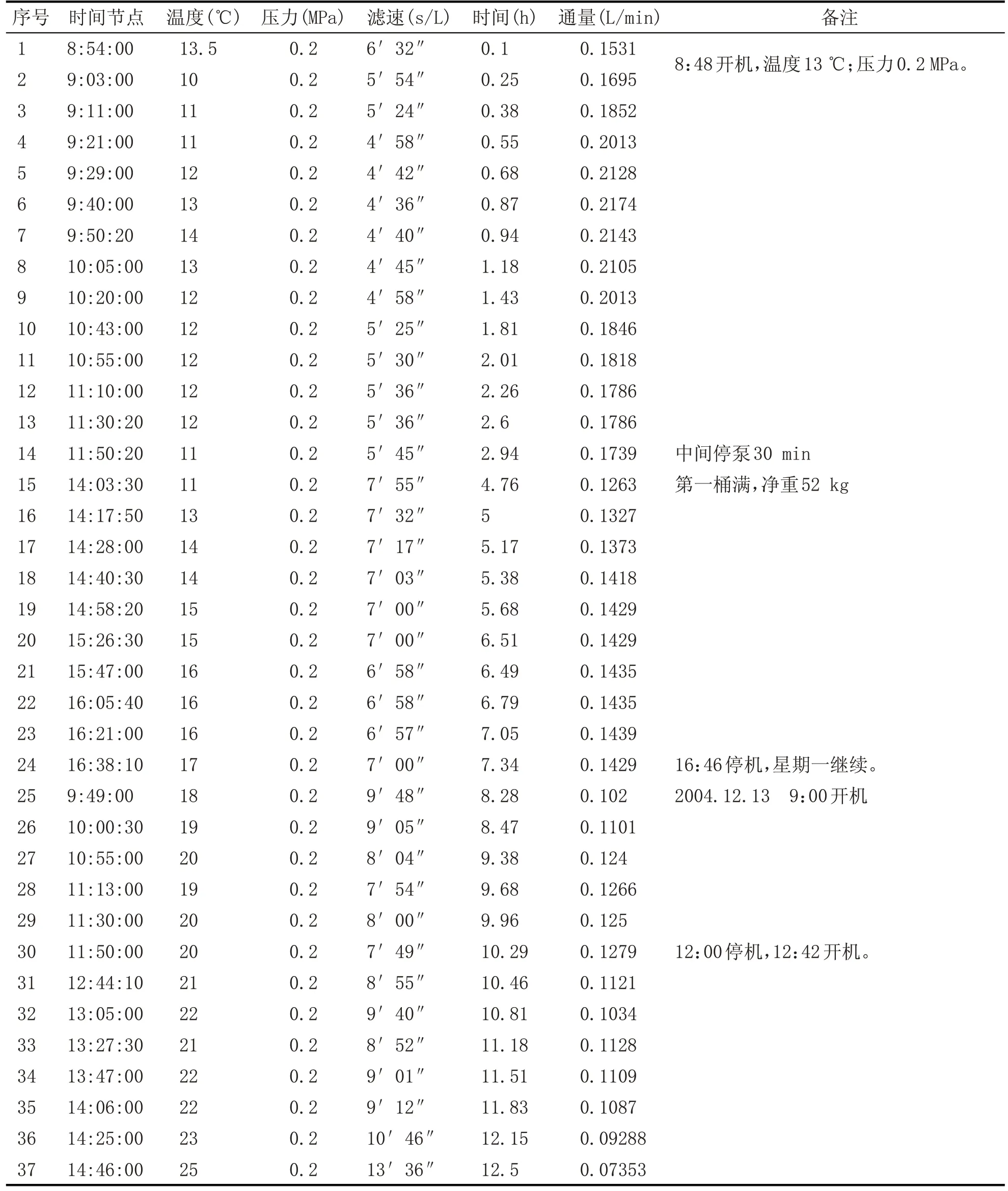
表3 枸杞发酵酒酒酶处理酒脚回收参数
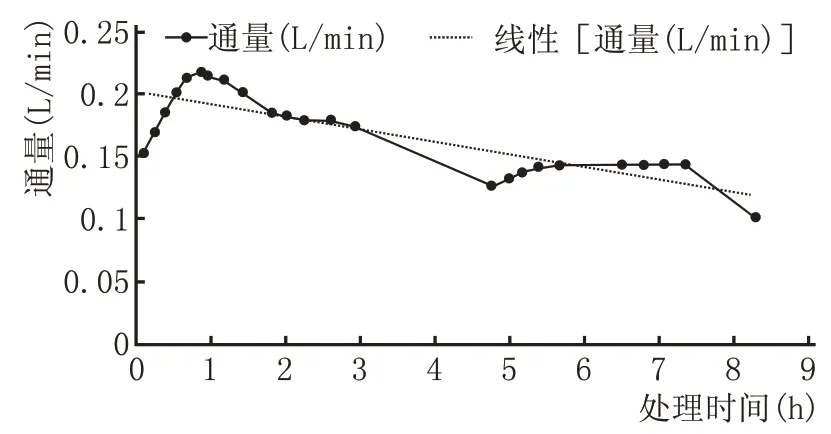
图2 枸杞发酵酒酶处理酒脚回收曲线
实验用时12.5 h,共处理酒脚120.5 kg;回收酒液105.5 kg;剩余浓缩酒脚15 kg,其中:
①平均通量(kg/h)=105.5/12.5=8.44
②酒脚浓缩倍数(n)=120.5/15=8.0(倍)
③酒液回收率=105.5/120.5*100%=87.6%
由此可知,用0.2 μm 回收系统对酶处理枸杞发酵酒酒脚进行回收,可将酒脚继续浓缩8 倍,实现87.6%的回收率。
2.4 回收酒体溶解氧的测定
陶瓷膜回收系统具有二氧化碳排空气装置,可以降低溶解氧的含量。其对回收酒体溶解氧测定数据如表4。
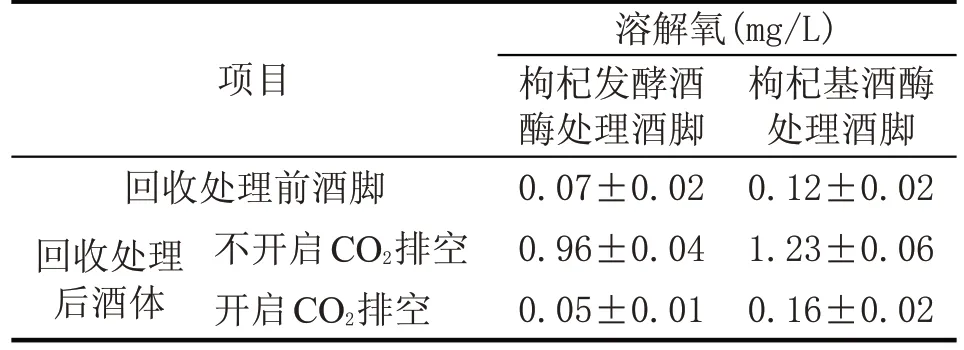
表4 各类回收酒体溶解氧测定数据
从表4 可看出,酒脚在经过陶瓷膜回收系统开启排空和不开启排空其回收的酒体含氧量具有较大的差异。开启二氧化碳排空装置,枸杞发酵酒酶处理酒脚溶解氧含量从0.96 mg/L降低至0.05 mg/L,降低94.8 %;枸杞基酒酶处理酒脚溶解氧含量从1.23 mg/L降低至0.16 mg/L,降低87.0%。
3 结论
本研究采用陶瓷膜回收系统对不同类型的酒脚进行处理,测定处理后酒体的回收率、浓缩酒脚的残余量、酒脚回收时通量的变化以及回收后酒体溶解氧等指标。结果表明,该回收系统对酶处理枸杞酒基酒酒脚进行回收,可将酒脚继续浓缩11 倍,实现90.9 %的回收率,平均通量为11.4 kg/h;回收系统对酶处理枸杞发酵酒酒脚进行回收,可将酒脚继续浓缩8 倍,实现87.6 %的回收率,平均通量为8.4 kg/h。同时系统含有气体排空装置,回收的枸杞发酵酒体溶解氧含量降低94.8%,枸杞基酒溶解氧降低87.0%。
现在企业多采用气膜压榨机[4]、高速离心机和真空转鼓过滤机[5]进行回收处理,气膜压榨机、高速离心机和真空转鼓过滤机等传统回收设备由于是初处理设备,对于酒脚这种黏度大,固形物含量高而相对于成品酒来说数量又较小的物料来说,用它们来处理酒脚不能一次性达到目的,尚需要后续静置、澄清、过滤等操作,工序繁杂,而且每道工序还会产生所谓的酒脚,回收工作不能一气呵成,所以,因为工艺操作的繁杂性导致工作人员回收积极性低,大多工厂的回收设备名存实亡,酒脚几乎直接排放,回收设备利用率很低。
该回收系统有效地解决了酒脚的输送和系统堵塞问题;第二,增加了惰性气体排空装置,解决了回收酒体氧化问题。第三,酒脚回收系统由原料管、循环泵、陶瓷膜过滤组件、换热器组成密闭循环系统,附件主要有反冲系统、预过滤机、惰性气体管路组成。且回收系统以盛放酒脚的发酵罐为原料罐组成循环系统,避免多次排渣,实现回收工作一气呵成。