食品胶体对库拉索芦荟凝胶的3D打印特性的影响
2020-12-22段松岐唐婷婷刘奕希李诚刘韫滔
段松岐,唐婷婷,刘奕希,李诚,刘韫滔,2*
1(四川农业大学 食品学院,四川 雅安,625014)2(四川农业大学 食品加工与安全研究所,四川 雅安,625014)
3D打印作为一项新兴技术,被誉为“第三次工业革命”[1]。不同于传统食品加工技术,3D食品打印不仅具有成本低、精度高、节约原材料等特点[2-4],而且能够利用新型食品资源,提供个性化营养和定制[5]。研究表明,具有高黏弹性性能的天然高分子水凝胶通常表现出剪切稀化行为的非牛顿流体特征[6],具有良好的可打印性。然而,目前可用于3D打印的可食用凝胶原料非常有限[7]。同时,许多食品在打印前未经加工,导致打印适宜性差,因此可通过添加食品增稠剂、优化食品配方等方法改善食品的流变学特性[8],使物料易于挤出,并在打印后变形最小化。研究表明,库拉索芦荟凝胶中的乙酰化葡甘露聚糖能参与其流变行为,特别是在低剪切速率下表现出高黏弹性,具有开发为天然可食用凝胶的巨大潜力[9]。然而,我国芦荟产业起步较晚,在食品领域的开发与应用少,深精加工程度不高[10]。因此,开发适用性广泛的库拉索芦荟产品,并逐步转向高科技含量和高附加值的芦荟制品,必将是未来趋势之一。
据此,本研究以库拉索芦荟凝胶-马铃薯淀粉凝胶基质为原材料,并将不同种类和添加量的多糖类增稠剂载入凝胶基质中,探讨添加剂对该凝胶体系3D打印特性的影响,为开发高附加值的库拉索芦荟凝胶产品提供理论依据,为评价多糖类食品增稠剂及其他凝胶状材料在3D打印中的应用提供参考。
1 材料与方法
1.1 材料与试剂
库拉索芦荟凝胶冻干粉,西安天丰生物科技有限公司;马铃薯淀粉,深圳安泰生物科技有限公司;卡拉胶(κ-carrageenan gum,κC),轩阳食品添加剂有限公司;阿拉伯胶(gum arabic,GA)、海藻酸钠sodium alginate,SA),成都市科隆化工试剂厂;普鲁兰多糖(pullulan,PUL),河南百康化工产品有限公司;聚葡萄糖(polydextrose,PD),武汉万荣科技发展有限公司;β-环状糊精(β-cyclodextrine,β-CD),河南华悦化工产品有限公司。以上所有试剂均为食品级,纯度99%。
1.2 仪器与设备
T25磁力搅拌器,德国 IKA有限责任公司;HAAKE MARS ΙΙΙ旋转流变仪,德国赛默飞世尔科技;3D打印机,成都新顺韵生物科技有限公司;TA-XT Plus物性分析仪,英国斯泰博微系统有限公司;EVO18扫描电子显微镜,德国ZEISS有限公司。
1.3 实验方法
1.3.1 多组分库拉索芦荟凝胶的3D打印原料的制备
准确称量库拉索芦荟凝胶冻干粉与马铃薯淀粉,按质量比1∶1(干基)混合于20 mL饮用水中,使用磁力搅拌器完全匀浆。同时分别称取6种多糖类食品增稠剂(κC、GA、SA、PUL、PD、β-CD),并对其添加量进行梯度设置(0%,0.1%,0.5%,0.9%,1.3%,1.7%,质量分数),加入匀浆液后移至玻璃容器中蒸20 min,中心温度为(96±2)℃,冷却至室温。给获得的打印原料命名,以库拉索芦荟凝胶-卡拉胶复合凝胶为例,记为LH 0.1% κC至LH 1.7% κC,其余样品命名方法同上。
1.3.2 打印原料的流变学特性
在25 ℃下使用具有20 mm直径的平行板并设置1 mm间隙进行测试分析。为了测定稳定剪切黏度,设置剪切速率从0.1~100 s-1,得到表观黏度(η)随剪切速率变化曲线。在线性黏弹性区域(0.4%应变)中以0.1~100 r/s的频率进行小振幅振荡测试。记录储能模量(G′),损耗模量(G″)和损耗角正切值(tanδ=G″/G′)。
1.3.3 3D打印
实验使用的3D打印机如图1-a所示。本实验所用的3D模型(图1-c)为直径22.5 mm,高度10 mm的圆柱体。在3D打印过程中,将制备成功的打印原料压紧实后装入注射器中,再在该注射器上施加30 kPa的压力以输送凝胶体系,在没有任何支撑结构的情况下进行打印。3D打印机相关参数为喷嘴直径0.76 mm,移动速率30 mm/s,填充密度100%,层高0.76 mm。将获得的3D打印产品命名,以κC为例,分别记为0.1% κC至1.7% κC,其他样品命名方法同上。
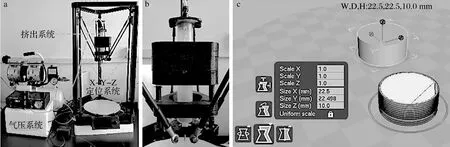
a-3D打印仪器;b-3D打印机的注射泵系统;c-3D打印模型图1 3D打印系统及模型Fig.1 3D printing system and 3D model
1.3.4 3D打印产品的表征
1.3.4.1 打印效果及精度分析
打印完成后,立即拍摄打印产品的正面视图数码照片,并用数显游标卡尺测量打印产品的直径和高度,与模型组对比,根据尺寸偏差计算产品尺寸精度,如公式(1)所示:
(1)
式中:A,尺寸偏差;D1,理论尺寸,cm;D0,实际测量尺寸,cm。
1.3.4.2 质构特性分析
采用P/0.5探头的TA-XT物性分析仪,在室温下采用TPA模式进行测试分析。压缩深度为30%,2次按压的间隔时间为10 s,测试前、测试中和测试后速度分别为2、5和5 mm/s。在整个软件中记录3次重复的硬度、弹性、黏性、咀嚼性、内聚性和回复性。
1.3.4.3 超微结构分析
利用扫描电子显微镜对各增稠剂组中打印精度最优的样品的超微结构进行分析,凝胶样品用单面刀片切成3~4 mm3,用体积分数2.5%的戊二醛固定2 h,然后经过各梯度的乙醇溶液脱水,每次15 min。取出后进行冷冻干燥并将其黏到样品台上,通过扫描电子显微镜放大1000倍下观察超微结构。
1.3.4.4 3D打印产品稳定性评价
选取由最佳配方打印的产品放置在密闭的塑料盒内,放入4 ℃冰箱中保存,0、2、4、6、8、10和12 h后取出测量其直径和高度,与刚打印结束时比较,根据公式(1)计算直径偏差和高度偏差。
1.4 数据处理与分析
2 结果与分析
2.1 打印原料的流变学特性分析
2.1.1 稳态剪切扫描
如图2所示,所有复合凝胶的表观黏度均随着剪切速率的增加而明显降低,且在40 s-1后趋于稳定,表现为剪切稀化的现象,呈现假塑性流体性质[11]。这一性质能很好地适应3D打印过程中原料的受力变化,方便物料的挤出成型。随着增稠剂添加量的增加,复合凝胶表现出更高的黏度,然而,当添加量过高,黏度急剧降低,这与ACHAYUTHAKAN等[12]的结论一致。其中,κC的无分支结构和阴离子特性,使得分子链较为舒展[13],易与分子间相互作用形成氢键,对流动产生的黏性阻力增强[14-16]。
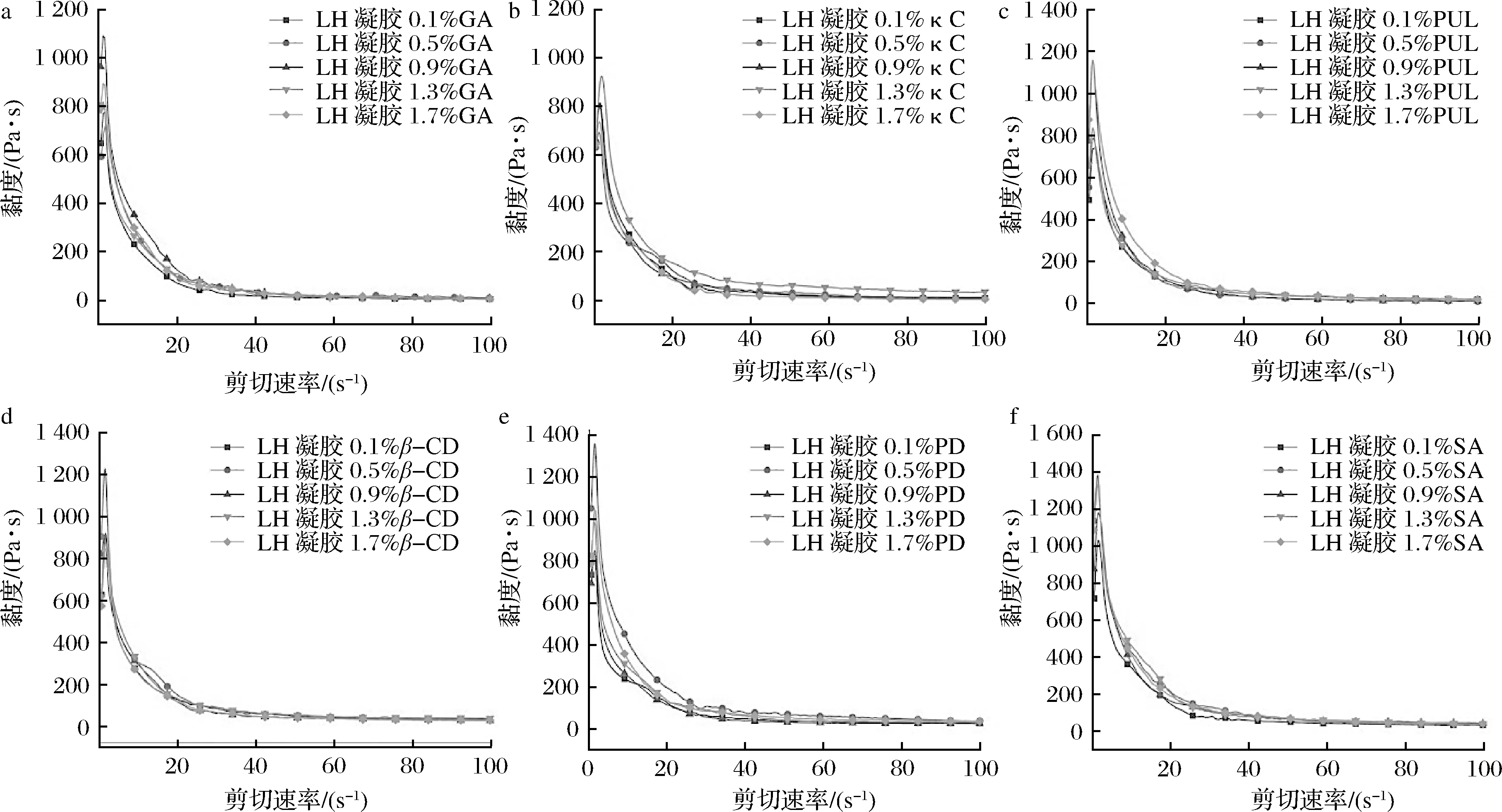
a-GA;b-κC;c-PUL;d-β-CD;e-PD;f-SA图2 添加不同种类及浓度增稠剂的打印原料表观黏度Fig.2 The apparent viscosity of printing materials of food thickeners with different addition
2.1.2 动态黏弹性分析
如图3、图4所示,所有样品的G′均远大于G″,G′与G″随频率增加而上升,这在流变学上表现为一种典型的弱凝胶动态流变学谱图。随着增稠剂(除SA外)的添加质量分数在0.1%~1.3%范围内增加,G′和G″均有着不同程度提升。但增至1.7%时,G′和G″反而降低,这可归因于相分离过程,即淀粉和水胶体相互排斥,与不同多糖之间的不相容现象有关[17]。
添加不同增稠剂后,储能模量(G′)的大小顺序为SA > κC > GA >β-CD > PUL > PD,较高的G′有利于打印后物体保持形状。其中κC具有使淀粉分子缠绕成双螺旋结构的能力,能够显著提高打印原料的柔软度[18],赋予打印对象光滑的表面。如图5所示,所有复合凝胶的tanδ均小于1,表明此时体系以弹性为主,这与其他文献中报道的结果一致[19-20]。

a-GA;b-κC;c-PUL;d-β-CD;e-PD;f-SA图3 不同增稠剂添加量的打印原料在动态黏弹性测试中的储能模量(G′)Fig.3 Storage modulus (G′) of printing materials of food thickeners with different addition
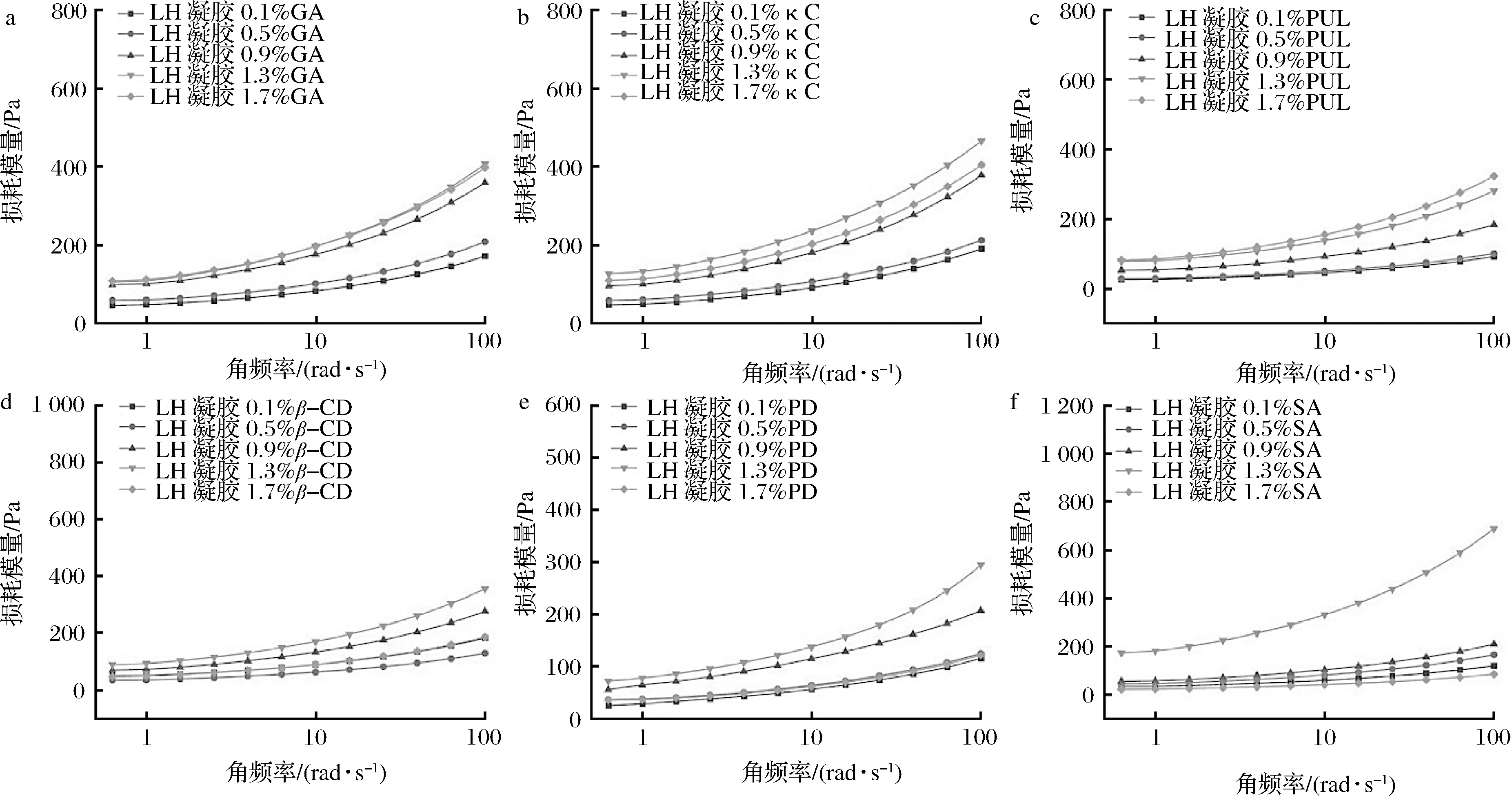
a-GA;b-κC;c-PUL;d-β-CD;e-PD;f-SA图4 不同增稠剂添加量的打印原料在动态黏弹性测试中的损耗模量(G″)Fig.4 Loss modulus (G″) of printing materials of food thickeners with different addition
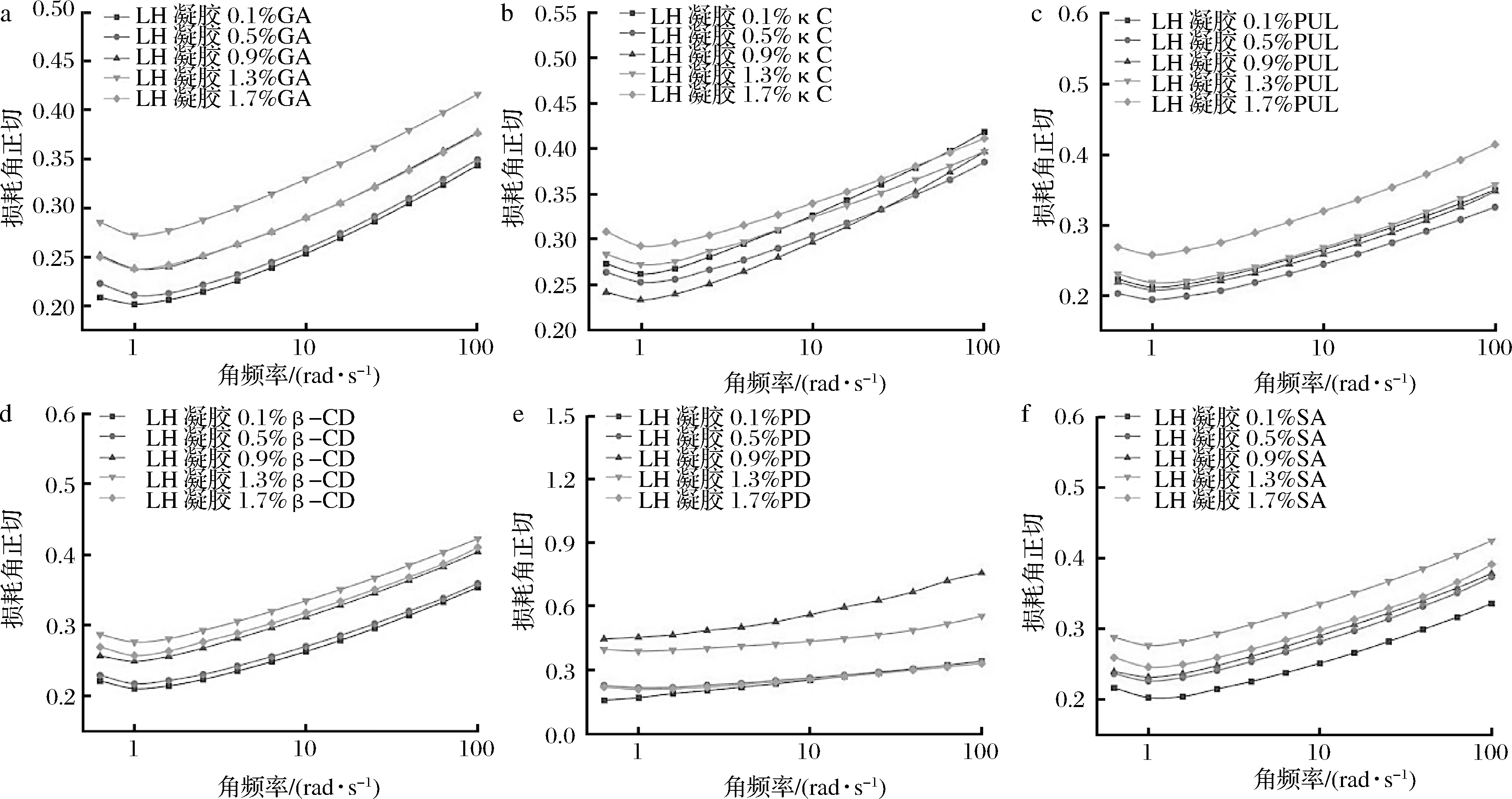
a-GA;b-κC;c-PUL;d-β-CD;e-PD;f-SA图5 不同增稠剂添加量的打印原料在动态黏弹性测试中的损耗角正切值(tanδ)Fig.5 Dynamic loss tangents (tanδ) of printing materials of food thickeners with different addition
2.2 3D打印产品的品质评价
2.2.1 3D打印产品的形态分析
3D打印产品的效果如图6所示,产品尺寸和精度如表1所示。
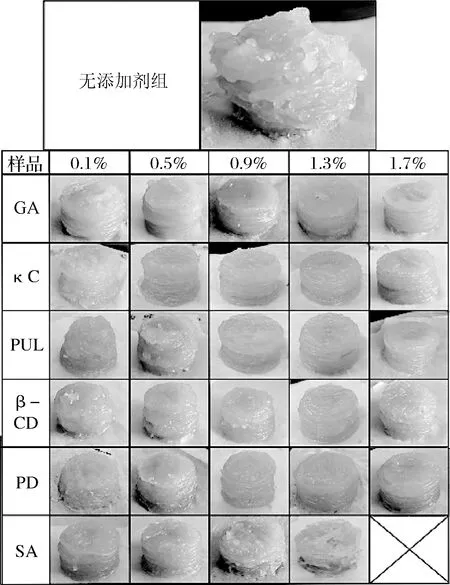
图6 不同增稠剂添加量打印产品的几何形状Fig.6 Geometrical shapes of printed products of food thickeners with different addition
在添加了增稠剂后,样品在直径和高度上均更加接近理论值,但当添加量较少时(质量分数0.1%~0.5%),样品变形严重。进一步增加添加量,复合凝胶能更好地挤出成型,层与层堆积紧密。1.3% κC组由于其适宜的黏度和储能模量,形状保真度最高,直径偏差和高度偏差显著小于其他样品(P<0.05)。但当添加质量分数为1.7%时,体系中大分子多糖过多,强度变小,在整体上观察到上层发生膨胀。值得注意的是,当SA添加质量分数>0.5%时,打印过程中出料困难,含1.7% SA的打印样品完全不能挤出,打印失败。
2.2.2 超微结构分析
各增稠剂组中打印精度最优的3D打印产品的微观结构如图7所示。其中,1.3% κC组表现出最均匀且规则的分子颗粒,分子连接紧密而柔软[21],因此具有最好的打印效果。而1.3% SA表现出最粗糙的表面结构,这是由于水胶体占据凝胶基质中的跨链空间,从而导致水分流失[22]。
2.2.3 质构特性分析
如图8所示,与空白组相比,添加增稠剂的复合凝胶的质构特性均有不同程度的提高。随着增稠剂的添加,打印产品的硬度和弹性呈上升趋势。其中1.3% κC组同时具有较高的硬度和弹性,因此表现出更强的抵御外部损伤的能力。且增稠剂的添加能够改善复合凝胶的黏性,但变化幅度不大。1.3% κC组具有较高的咀嚼性和内聚性,这一口感可能是被消费者所期望的[23]。打印产品的回弹性,随着增稠剂的添加而降低,这可能是由于凝胶体系中固体含量的增多,导致基质更致密[24]。

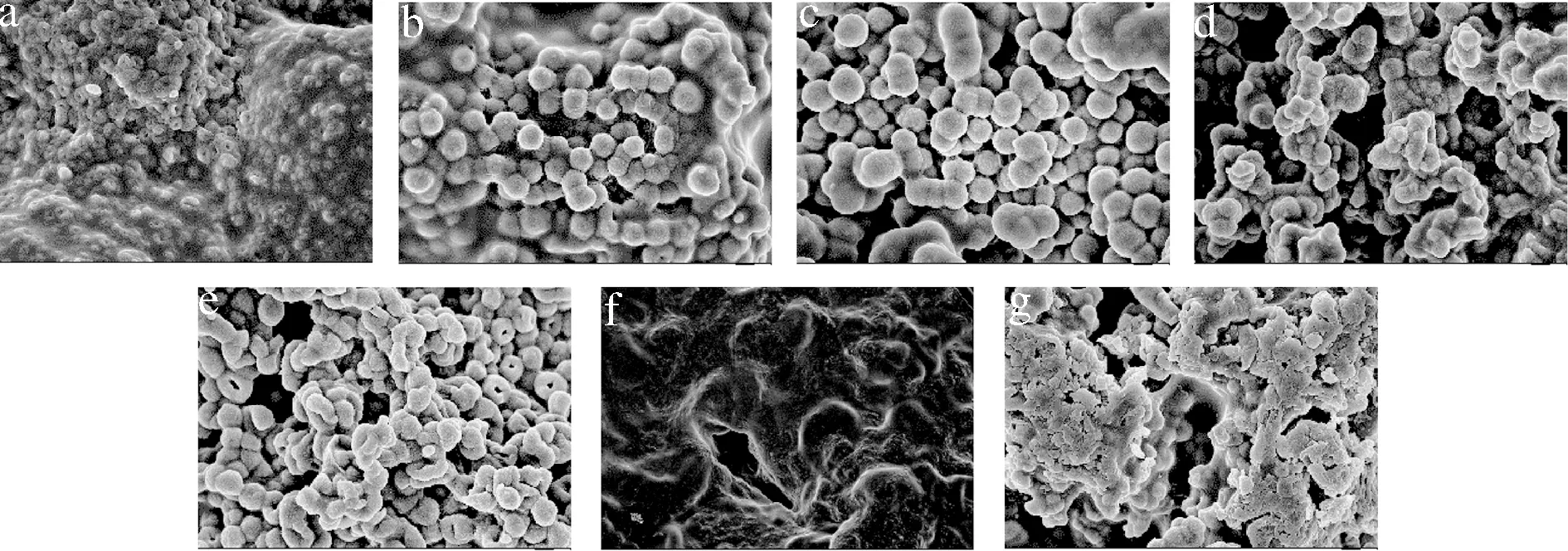
a-空白组;b-1.3% GA;c-1.3% κC;d-1.3% PUL;e-1.3% β-CD;f-1.3% PD;g-0.5% SA图7 各增稠剂打印精度最优的产品微观结构Fig.7 Microstructure of printed products of food thickeners with the optimal printing precision
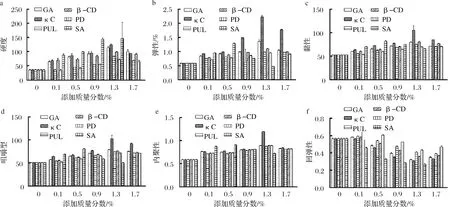
a-硬度;b-弹性;c-黏性;d-咀嚼性;e-内聚性;f-回弹性图8 不同增稠剂添加量的打印产品的质构分析Fig.8 Texture profile analysis of printed products of food thickeners with different addition
2.2.4 3D打印产品的稳定性评价
如表2所示,由最佳配方打印的产品(1.3% κC)的直径和高度在储存8 h内,与0 h时相比无显著性差异,且在12 h内直径偏差维持在2%以内,高度偏差维持在3%以内,具有良好的自我支撑能力。
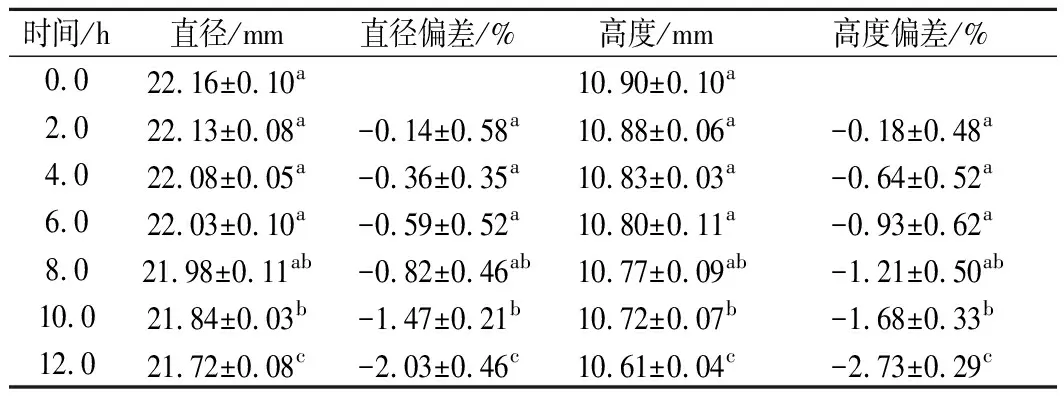
表2 最佳配方3D打印产品的稳定性Table 2 Stability evaluation of optimal-formulated 3D printed products
3 结论
本研究成功实现了多组分库拉索芦荟凝胶的3D打印,探究了多糖类增稠剂对其打印特性的影响。结果表明,增稠剂的添加,能够使得分子链段间的缠结点增加,提高了表观黏度、储能模量(G′)和损耗模量(G″),改善了打印产品的质构特性,且在一定范围内呈浓度依赖性。其中1.3% κC组表现出最高的精度,最有序的微观结构、最佳的机械性能以及良好的稳定性。据此,合适的物料配方和配比是食品3D打印成功的关键。为了丰富和拓宽3D打印食品的范围,除了研究物理特性外,未来的研究还应着眼于营养变化和消费者的反馈意见,以开发多样化的产品。
