Effect of the distributor plugging ways on fluidization quality and particle stratification in air dense medium fluidized bed
2020-12-20ZhonglinGoXuesenChiEnhuiZhouYingJiChenlongDunLigngTng
Zhonglin Go ,Xuesen Chi ,Enhui Zhou ,Ying Ji ,Chenlong Dun,*,Ligng Tng
a Key Laboratory Coal Processing and Efficient Utilization of Ministry of Education,School of Chemical Engineering and Technology,China University of Mining and Technology,Xuzhou 221116,China
b School of Environment Engineering,North China Institute of Science and Technology,Sanhe 065201,China
ABSTRACT Gas-solid fluidized bed separation is a highly efficient and clean technique for coal separation,and can effectively remove ash and sulfur contained gangue minerals from coal.However,the fine coal plugging distributor often leads to uneven fluidization and affects the separation effect.In this paper,different plugging ways were designed to study their effects on the fluidization characteristics and particle mixing.It was found that when the plugging phenomenon occurs,the minimum fluidization velocity of the fluidized bed gradually decreases as the plugging area enlarges.The difference between the top and the bottom of the bed minimum fluidization velocity increases accordingly,and a ‘‘stagnation phenomenon”occurs in the bed.The standard deviation of pressure fluctuations at the top of the bed is smaller than that at the bottom of the bed,which is the opposite of normal conditions.As the area of the plugging increases,the dead zone on the side wall of the fluidized bed significantly increases.The size of the dead zone is rapid reducing at the initial stage.It was noticed that the stratification of the low-density products is particularly affected by plugging,whereas the stratification of high-density products is not obviously influenced by certain conditions.
Keywords:Dry separation Distributor Plugging Particle mixing
1.Introduction
Coal is a complex fossil energy source,containing pyrite sulfur,limestone,and nitrogen oxides.Direct combustion of coal produces SO2,soot,and other toxic substances,causing air,water,and soil pollution [1–3].Therefore,the development of clean and efficient technology for coal separation is of a major practical significance.
Fraser&Yanche introduced the gas–solid fluidized bed into the mineral processing [4].Gas-solid separation fluidized bed is a highly efficient and clean coal preparation technology.It is very suitable for the coal separation of dry and water-deficient regions[5–12].For an efficient coal separation,a uniform and stable bed density is essential in the fluidized bed [13,14].However,during the separation process,as the high-density product gradually goes down to the bottom of the bed,some particles blocking the distributor make the cloth wind uneven,whereas the channel flow and the particle back mixing are increased.This phenomenon seriously affects the fluidization quality and separation effects [15–17].Therefore,the distributor plugging is a problem that requires special attention.
The distributor is also called distributor plate or air distributor plate.It is an important component,which ensures the uniform and stable density of the fluidized bed,thus guaranteeing a continuous and efficient separation process.The key role of this component is to direct the fluid through the center of the fluidized bed and be evenly distributed in the entire bed [18].In addition,the gas–solid contact is more effective near the distribution plate than those at higher parts.Those phenomena of fluid-particle transfer and reactions in a fluidized bed are more pronounced near the distributor plate.The particle movement in the distribution plate area is also an important factor affecting the operational performance of the fluidized bed,especially for large devices.Yet,there are reports calling the large industrial fluidized beds as distributor-controlled devices.It can be said that a successful fluidization strongly depends on whether the distributor works normally and stably[19–21].
To address the challenge raised by distributor plugging,many researchers have designed different distributor plate structures,the distributor that introduce fluids vertically into the bed.Generally,the structure of such a distributor is simple,the cost is low and the distributor is easy to clean up and to repair.Despite all these advantages,the phenomenon of plugging cannot be completely avoided.Other types of distributor refer to the horizontal and inclined distributor,they are difficult to be blocked.However,the structure of such distributor is more complicated.They are also expensive and prone to surface abrasion.In addition,due to improper design,fabrication,installation,and incorrect operation,particles may be sucked into the distributor and they can block the holes of the distributor [22–25].
In addition,to avoid the distributor plugging,the velocity of fluid flowing out from the distributor should have an appropriate value [26].If the velocity is too high,the abrasive effect of the particles on the distributor is obvious.If it is too low,the dead zone formation near the distributor and distributor leakage are favored.
The distributor plugging can seriously affect the separation of coal.Therefore,based on previous studies,this paper designed different plugging methods to simulate the occurrence of plugging phenomenon in the actual separation process,and the minimum fluidization velocity and pressure fluctuation at different points of the bed were studied.The experiment about particle mixing and the layering of the simulated particles were carried out.
2.Experimental setup
Fig.1 shows a schematic diagram of a laboratory scaled air dense medium fluidized bed system.The height and inner diameter of the static bed are 150 and 200 mm,respectively.The Geldart B magnetite powder was used as a dense medium because it can form a uniform and stable fluidized bed and is easy to recycle.The particle size ranges from 0.3 to 0.074 mm.The real density is 4500 kg/m3and the bulk density is 2620 kg/m3.For easy observation,two colors (black and white) Geldart B quartz sand particles(-0.3 mm) were used to study the effect of plugging on particle mixing in 2D fluidized bed since particle mixing is easy to be observed in 2D fluidized bed.The main bed dimensions equaled to 500 mm × 200 mm × 20 mm.The quartz sand has an actual density of 2500 kg/m3and a bulk density of 1800 kg/m3.
During the test,after being stabilized by the tank,the air generates a stable airflow and enters the fluidized bed pre-distribution air chamber.After passing through the air distribution plate at the bottom of the bed,the air enters the fluidized bed to make the dense medium fluidized under different plugging ways.The separation process was carried out with particles.The diameter of particles d is 5 mm and the density is 1.5 and 2.5 g/cm3(ρ1=1.5 g/cm3,ρ2=2.5 g/cm3).The final residence position of the two types of particles was recorded as the gas velocity (U in cm/s)increases under different plugging ways.The pressure drops for 25 points of each layer were measured with a U-tube manometer.The distribution of measured points is shown in Fig.2.In this test,four different plugging ways were selected,as displayed in Fig.3.In Fig.3,the central area represents the air inlet,whereas distributor plugging area circumscribes the air inlet area.
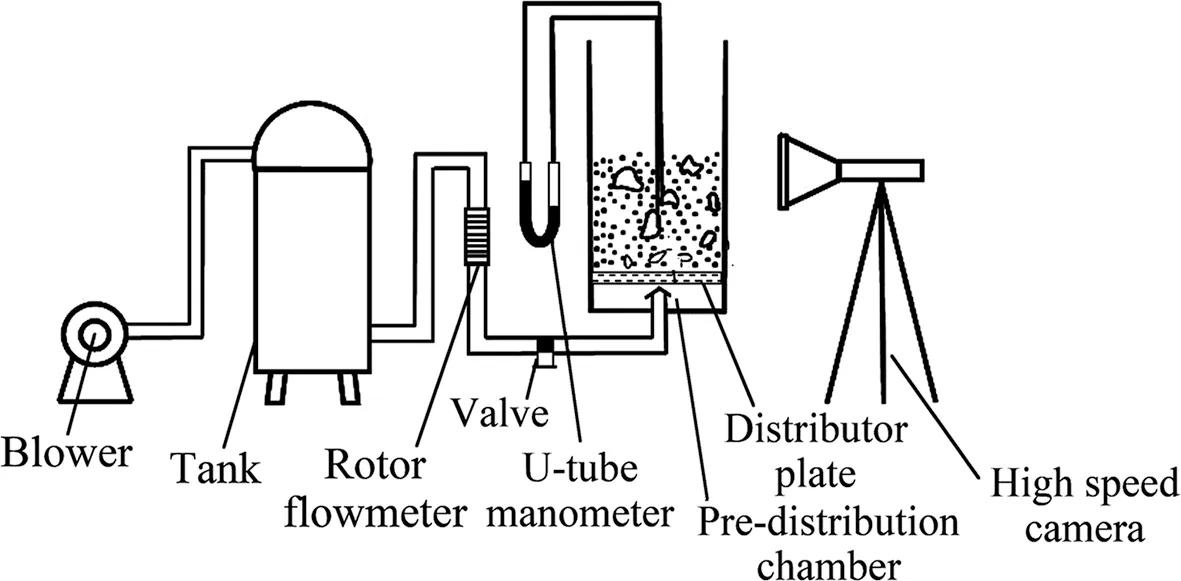
Fig.1.Schematic of experimental system.

Fig.2.Distribution of pressure measurement points in the different bed layers.

Fig.3.Four different plugging ways.
3.Results and discussion
3.1.Influence of different plugging ways on minimum fluidization gas velocity
Fig.4 shows the fluidization curves obtained under different plugging ways.It can be seen from Fig.4 that the fluidized curves are more and more distinct with the increase of the plugging area,indicating that when the plugging phenomenon occurs,and the fluidization of bed is no longer uniform at a constant gas velocity.Therefore,the minimum fluidization velocity at the top position of the bed is 14.0,13.6,11.4,and 11.1 cm/s,respectively.In addition,the minimum fluidizing gas velocity at the bottom of the bed is 13.3,12.4,10.0,and 9.7 cm/s,respectively.It is evident that these values are lower than those obtained at the top of the bed.The rationale is related to the fact that the particles at the bottom of the bed come first into contact with the gas,and the energy is less dissipated in the bottom region.As the gas moves upward,the energy dissipation becomes important due to the resistance of the medium,thus causing the bottom region to be first fluidized.When the plugging occurs,the difference between the minimum fluidization velocity at the top and the bottom parts of the bed gradually increases by 0.7,1.2,1.4,and 1.5 cm/s,respectively.It is obvious that the occurrence of plugging phenomenon is detrimental for the fluidization of the bed,resulting in a prominent uneven fluidization.
A gas stagnation phenomenon is indicated in Figs.5 and 6.The frequency of bubble cracking on the surface is significantly reduced.The pressure slowly increases from the minimum value and fluctuation range becomes larger.During this process,no bubble breaks on the surface of the bed.When the rupture of the bubbles is observed on the surface,the pressure reaches a maximum and then continues to increase from the lowest level.
The pressure drop at time t1is Δp1(see Fig.6).At this time the bubble begins to move upward from the bottom of the bed.Thus,the pressure drop rises to Δp2,which corresponds to the pressure drop value at the time t2.At this point,the bubble moves to the middle of the bed.The bubble moves to the bed surface and breaks at the time t3.Meanwhile,the pressure drop reaches its maximum,Δp3,and then decreases rapidly at the time T.This type of bed gas stagnation is caused by the plugging of the distributor at the bottom of the bed.The non-fluidized particles on the wall gradually increase.These particles constitute the defluidized or dead zone,which begins to squeeze the central fluidized zone.This squeezing effect increases as the plugging area is larger.Due to such a resistance,when the gas velocity reaches the minimum fluidization velocity,the bubbles cannot quickly flow out from the fluidized bed.The gas exchange rate is slower,causing a gas stagnation phenomenon in the bed.As the gas velocity continues to increase,the excess energy can overcome this resistance,making the fluidization normal.

Fig.4.Fluidization curves of top,middle,and bottom layers under different plugging ways.
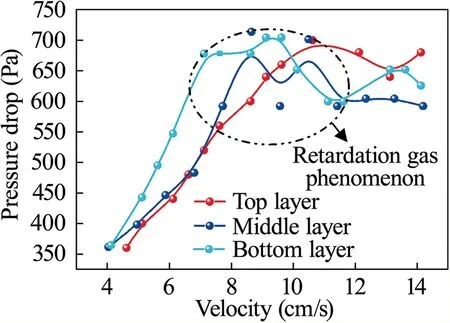
Fig.5.Influence of retardation gas phenomenon on fluidization.
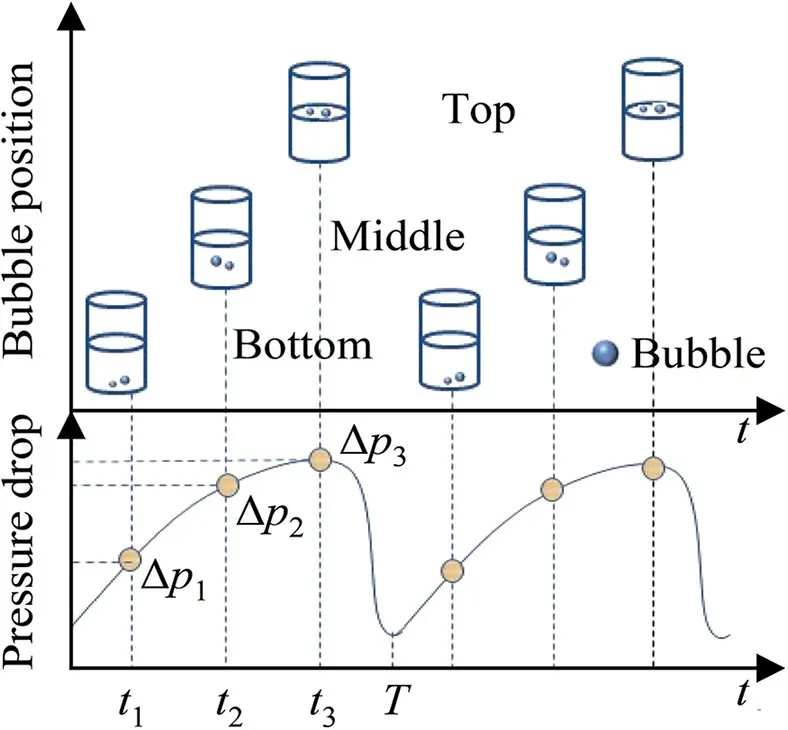
Fig.6.Retardation gas phenomenon.
3.2.Influence of different plugging ways on distribution of bed pressure drop
Figs.7 and 8 display the standard deviation of pressure fluctuation and the distribution of the pressure drop,respectively,at different positions of the bed under different plugging ways.It can be seen from Figs.7 and 8 that when no plugging occurs,the standard deviation of the pressure fluctuation at the top part of the bed is significantly larger than that at the bottom part.When the plugging phenomenon appears,the opposite situation is noticed.This is due to the influence of the bubble on the top part of the bed,which makes the pressure fluctuation to be high.However,when the plugging occurs,obvious dead zones appear in the middle and bottom parts of the side wall.This region cannot be properly fluidized,and the pressure drop is significantly smaller than that in the central fluidized region,resulting in an increase in the standard deviation of the pressure drop.Due to the bubble breaking on the bed surface and particle back-mixing in the central fluidized region,the pressure drop fluctuation standard at the top part is reduced,causing the standard deviation of the pressure drop fluctuation in this area to be smaller than that at the bottom part.Moreover,the increase in the plugging area causes a gradual increase in the dead zone,the low pressure drop on the side wall is more evident.Meantime,the fluctuation of the pressure drop at the top part of the bed becomes more uniform because of the bubble break.Hence,when the plugging phenomenon occurs,the pressure distribution of the bed becomes extremely uneven,and the bed density is not uniform.
3.3.Influence of different plugging ways on particle mixing of fluidized bed
Fig.9 depicts the particle mixing mechanism under plugging conditions.In general,to understand the mechanism of mixing and movement of particles in a fluidized bed,the countercurrent back-mixing model(CCBM)is applied[27].Yet,this theory cannot fully explain the particle mixing mechanism when the plugging phenomenon occurs.When the plugging phenomenon occurs,the central jet zone,the particle motion interlaced zone and the bed wall zone appear in the fluidized bed.In the central jet zone,the particles move upwards due to the gas jet at the bottom,whereas on the bed wall,the particles move downward.The two zones are connected by the particles moving up and down.The particles are drawn in by the jet at the bottom of the bed and carried up to the surface of the bed by the bubble,and then they move down along the outer annular area,thus creating a continuous circulation of particles.As the plugging area and the airflow increase,the jet region becomes more and more obvious.

Fig.7.Standard deviation of pressure fluctuation at different positions of the bed under different plugging conditions.

Fig.8.Pressure drop distribution at different positions of bed under different plugging ways.
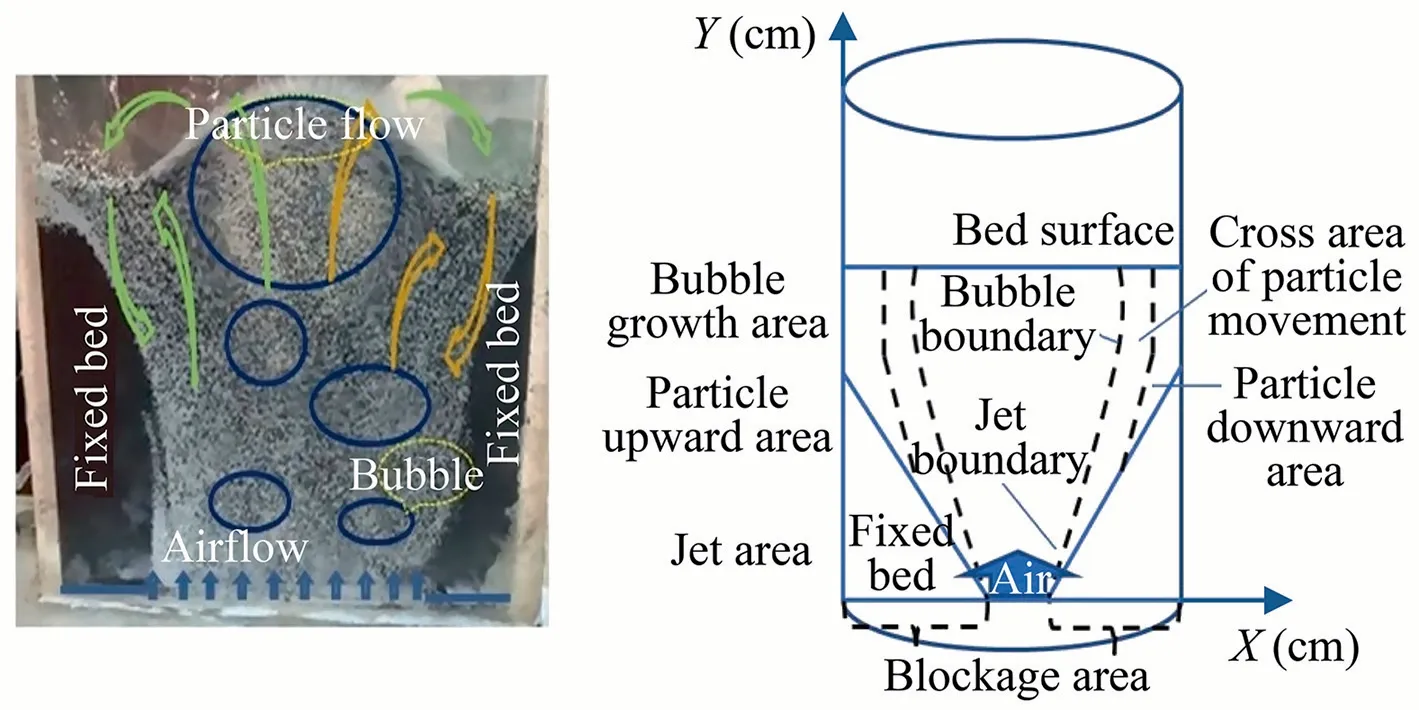
Fig.9.Particle mixing mechanism under plugging conditions.
Fig.10 shows the particle mixing under different plugging ways.The pixel value change of the side wall region was recorded.As observed,the change in the pixel value of the black area on the side wall corresponds to the change of the dead zone in the fluidized bed.It can be seen from Fig.10 that,under all plugging conditions,the top part of the bed is uniformly mixed due to bubble rupture,whereas the dead zone (black area)appears in the middle and lower part of the bed.With the increase of the plugging area,the dead zone becomes more and more obvious on the side wall.The height of the dead zone decreases as the gas velocity increases.Also,the reduction of the dead zone is rapid in the early stage while it becomes more difficult with the decrease in the height of dead zone.Hence,the existence of the dead zone in the fluidized bed is a real impediment for an efficient separation.
3.4.Influence of different plugging ways on particle stratification
Two types of particles with the size of 5 mm and density ρ1=1.5 g/cm3and ρ2=2.5 g/cm3,respectively,were used to replace coal and gangue particles in the bed.Hence,the separation process was carried out with these particles.Fig.11 depicts the final residence normalized position of the two types of particles as the gas velocity increases under different plugging ways.
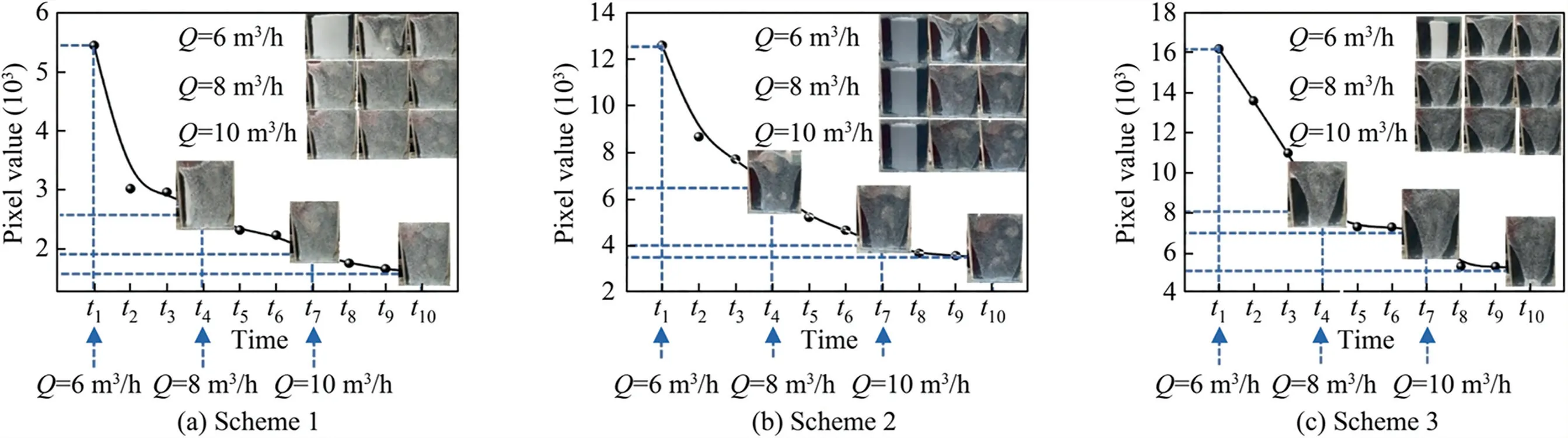
Fig.10.Pixel values in the dead zone under different plugging ways.

Fig.11.Positions of the particles of different densities in the bed under different plugging ways.
where Hspis the normalized position of particle in a fluidized bed.Ifis 1 or 0,it is indicated that the particles completely float on the surface or completely sink to the bottom;while=0.5 indicates the normalized position of particle in the middle of the bed;H is the sum of the distance of all the particles between the normalized position of each particle and the middle position of the bed.The higher the H value,the better the layering effect; and Y is the particle yield of different bed position.
Fig.12 shows the particles layering under different plugging ways.For ρ1=1.5 g/cm3,when the plugging phenomenon occurs,the H value gradually decreases as the plugging area and the gas velocity increases,indicating that the plugging negatively affects the mixing of the low-density products.Such products not only become unstable at the top of the bed,but also begin to move downward,resulting in different degrees of mismatch effects.For the high-density products (ρ2=2.5 g/cm3),the results show that the mismatch effect is noticeable at higher gas velocity and the plugging area reaches a certain degree.When the plugging area is too small,the influence on the floating and sinking conditions of the heavy product is insignificant.

Fig.12.Particles layering under different plugging ways.
Therefore,it can be concluded that plugging phenomenon mainly influences the low-density particles rather than highdensity particles.This finding is consistent with the results of pressure fluctuation at different positions in the fluidized bed under different plugging conditions discussed above.
4.Conclusions
(1) The minimum fluidization velocity of the fluidized bed gradually decreases with the increase in the plugging area and when the plugging area reaches a certain value,a‘‘stagnation phenomenon” occurs in the bed.The standard deviation of the pressure drop fluctuation at the top part of the bed is smaller than that at the bottom of the bed.
(2) As the plugging area increases,the dead zone develops on the side wall.The reduction of the dead zone is rapid in the initial stage,whereas the decline of the height of the dead zone causes a very difficult reduction of the dead zone.
(3) The low-density products are greatly affected the plugging phenomenon.This is consistent with the results of pressure fluctuations obtained at different positions in the fluidized bed under the plugging conditions.
Acknowledgements
This work was supported by the National Natural Science Foundation of China—Xinjiang Joint Foundation (No.U1903132),and National Natural Science Foundation of China (No.51904298).
杂志排行
矿业科学技术学报的其它文章
- Performance evaluation of near real-time condition monitoring in haul trucks
- Correlating common breakage modes with impact breakage and ball milling of cement clinker and chromite
- Key technologies and engineering practices for soft-rock protective seam mining
- Numerical simulation to determine the gas explosion risk in longwall goaf areas:A case study of Xutuan Colliery
- Experimental study on methane dissolved in surfactant-alkane system
- Effect of slurry conditioning on flocculant-aided filtration of coal tailings studied by low-field nuclear magnetic resonance and X-ray micro-tomography