Texture evolution induced by twinning and dynamic recrystallization in dilute Mg-1Sn-1Zn-1Al alloy during hot compression
2020-12-18MeijunHoWeiliChengLifeiWngEhsnMostedLipingBinHongxiWngXiofengNiu
Meijun Ho,Weili Cheng,b,∗,Lifei Wng,b,Ehsn Mosted,Liping Bin,b,Hongxi Wng,b,Xiofeng Niu,b
a School of Materials Science and Engineering,Taiyuan University of Technology,Taiyuan 030024,China
b Shanxi Key Laboratory of Advanced Magnesium-Based Materials,Taiyuan University of Technology,Taiyuan 030024,China
cDepartment of Materials Science and Engineering,Michigan Technological University,Houghton,MI 49931,USA
Received 22 June 2019;received in revised form 25 September 2019;accepted 13 October 2019 Available online 29 May 2020
Abstract Texture evolution of an extruded dilute Mg-1Sn-1Zn-1Al alloy was thoroughly investigated based on the twinning and dynamic recrystallization(DRX)behavior via hot compression at a strain rate of 10 s−1 and temperature of 225°C.It was found that the types and intensities of the texture are strongly dependent on the fraction of twins and DRX modes as well as regions where sub-grain boundaries(sub-GBs)are intensively accumulated.At the initial stage of deformation,the formation of compression direction(CD)-tilted basal texture was mainly determined by the occurrence of{10¯12}extension twins.As the strain increases,the variation in the texture intensity was greatly dominated by the DRX modes but the type of main texture remained unchanged.These f ndings are of great importance for texture modificatio of wrought Mg-Sn-based alloys during post-deformation.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Mg-1Sn-1Zn-1Al;Hot deformation;Twinning;Dynamic recrystallization;Texture.
1.Introduction
Due to the increasing demand for energy conservation and emission reduction,Mg alloys have attracted considerable attention in the automobile industry because of their low density and high specifi strength[1,2].However,their formability is limited primarily because only 2 independent slip systems on the basal slip plane can be activated for hexagonal close packed(HCP)crystal structure of Mg[3,4].This fails to satisfy the Von-Mises criterion in which at least 5 independent slip systems are essential in the case of homogeneous deformation of metallic materials[5].Indeed,strong basal texture arisen from insufficien active slip systems readily develops during hot deformation and thereby,causes tension/compression yield asymmetry in Mg-based alloys[6].Therefore,the texture control is of paramount importance by which the performance of wrought Mg alloys could be tailored.
As one of the most important deformation mechanisms of hexagonal metals,twinning plays a momentous role in texture evolution.Firstly,twinning takes place at the initial stage of deformation to accommodate deformation along caxis,and results in reorientation of parent grains[7,8].Xu et al.[9]reported that{10¯12}extension twins contribute to the randomization of basal texture during extrusion due to the reorientation of most parent grains by∼86.3°.Moreover,profuse twin boundaries formed during the deformation can subdivide the original coarse grains via strong intersection of twins[10,11].These fragmented fin grains can act as obstacles to dislocation glide,influencin on grain rotation during the further deformation.
In addition to the twinning,DRX has a significan impact on the texture evolution[12].Three common DRX modes,including twin-induced DRX(TDRX)[13],discontinuous DRX(DDRX)[14]and continuous DRX(CDRX)[15],occur in wrought Mg alloys.It was reported that CDRX grains can attenuate the extrusion-induced basal fibe texture[16].On the other hand,DDRX grains show pronounced rotated orientations from the pre-existing grains,producing a weak texture during hot deformations[17-19].Moreover,TDRX grains show new orientations and thereby,result in texture randomization[20].
Mg-Sn-based alloys have recently attracted increasing interest owing to Sn atoms contributing to microstructure modificatio and mechanical properties improvement[21].Wang et al.[22]proposed that the addition of low amount of Sn(≤1 wt.%)in Mg alloys is expected to improve the ductility and stretch formality at room temperature.Zou et al.[23],Bae et al.[24],and Jiang et al.[25]separately investigated the effect of the Sn addition on DRX behavior of as-homogenized Mg-5Zn-1Mn,Mg-Al-Zn and AZ80 alloy during hot deformation,respectively.The aforementioned research works are mainly associated with the accumulated strain energy caused by the inhibition effect of Mg2Sn precipitates on grain boundary(GB)migration and/or dislocation glide in coarse-grained structure.However,only few works have focused on DRX behavior of extruded dilute Mg-Sn-based alloys with fine grained structure,which could provide higher storage energy than their coarse-grained counterparts,ignoring the influenc of particles[26,27].Furthermore,the concurrent contributions of twinning and DRX to the texture evolution are still unclear for dilute Mg-Sn-based alloys during the hot deformation.
In the present work,we studied the simultaneous effects of twinning and DRX on the texture development in an extruded dilute Mg-1Sn-1Zn-1Al alloy during hot compression.It was reported that the critical resolved shear stress(CRSS)of twinning decreases sharply with increasing strain rates[28].In addition,much effort is being put into the high-speed deformation with the aim of lowering the processing cost[19],and thus a relatively high strain rate of 10 s−1was adopted in this study.The primary purpose of the present study is to clarify the following issues:(1)which type of twins will play a leading role during the hot compression?(2)which kind of DRX mechanisms will dominate the deformation process?(3)how do the twinning and DRX influenc the formation of texture during compression?These finding are supposed to provide new insights into texture modificatio of Mg-Snbased alloys during the hot deformation and therefore,better determine the processing parameters for post-deformation of dilute Mg-Sn-based alloys.
2.Experimental procedures
The alloy ingot with a nominal composition of Mg-1Sn-1Zn-1Al(wt.%)(TZA111)was prepared using commercially pure Mg,Sn,Zn,and Al(99.9 wt.%).The materials were melted in an electrical resistance furnace under a(SF6+CO2)fluxin protection to avoid oxidation.The as-cast ingot with a diameter and length of 75 mm and 65 mm,respectively,was homogenized at 500°C for 3 h followed by water quenching.After preheating at 350°C for 45 min,the alloy ingot was extruded at 350°C with a ram speed of 0.1 mm/s and an extrusion ratio of 25.
Table 1The conditions investigated for the hot compressed TZA111 alloy at different strains.
Cylindrical compression specimens with a diameter of 8 mm and length of 12 mm were machined from the extruded rod with compression axis aligned with extrusion direction(ED).Compression tests were conducted using a Gleeble 3500-E machine at a temperature of 225°C and a strain rate of 10 s−1with true strains ranging from 0.1 to 0.7.Table 1 summarizes the conditions investigated for the TZA111 alloy compressed at different strains.Once the compression tests were finished the specimens were quenched in water to retain microstructural features during the hot compression.
All the compressed specimens were sectioned parallel to the CD for microstructural examinations.Optical microscopic(OM)observations of the samples were conducted using a Leica 2700 M optical microscope after a conventional metallographic procedure(including grinding,polishing,and etching in a solution of 1.5 g picric acid,5 ml acetic acid,5 ml H2O,and 25 ml ethanol).Grain size and DRX fraction of the as-extruded sample were determined by Image-Pro Plus 6.0 software using 5 OM micrographs.The macroscopic texture of the as-extruded sample was measured using an Xray diffractometer(XRD;Rigaku D/max-2500 PC)to obtain(0002)pole figure Detailed microstructural characterizations were observed using transmission electron microscopy(TEM;JEM-2100F operated at 200 kV)and electron backscatter diffraction(EBSD;JEOL JSM-7000F operated at 20 kV).Micro-texture,fractions of DRX and twins,and grain size of as-compressed samples were statistically analyzed using HKL channel 5 software.
3.Results and Discussion
3.1.Initial microstructure and texture
Fig.1 shows the optical micrograph along with(0002)pole figur of the extruded TZA111 alloy.The alloy exhibits a bimodal grain structure comprising of fin and equiaxed DRX grains with an average size and area fraction of 12.49μm and 72.8%,respectively,along with coarse unDRX grains elongated along the ED(Fig.1a).Furthermore,several secondary phase particles in the grain interior and/or along the GBs can be seen.In our previous study[29],these particles were detected as Sn containing phase originating from undissolved particles after homogenization treatment.Such particles may damage the mechanical properties,but they should exert an insignifican effect on the deformation mechanism due to their trace content.As seen in Fig.1b,the extruded alloy features a typical extrusion texture where basal planes are parallel to the ED.In this case,{10¯12}twinning will be activated in most of the grains when the compressive load is applied along the ED,as a compression produced perpendicular to the c-axis direction[30].
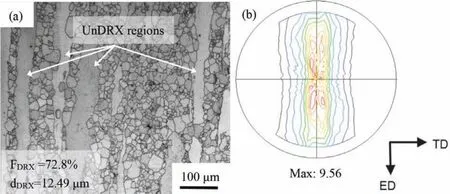
Fig.1.(a)Optical microstructure,and(b)(0002)pole f gure acquired by XRD of the extruded dilute TZA111 alloy with respect to the extrusion direction(ED)and transverse direction(TD).FDRX and dDRX denote area fraction and average size of DRX grains,respectively.
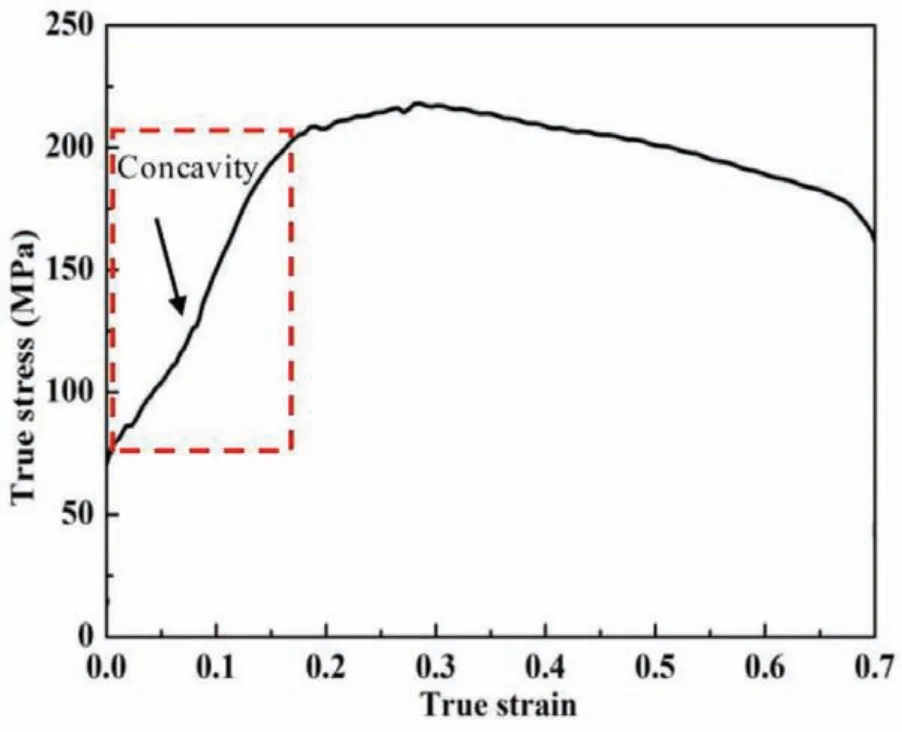
Fig.2.True stress-strain curve of the extruded TZA111 alloy compressed at 225°C with a strain rate of 10 s−1.
3.2.Flow behavior during compression
Fig.2 shows the true stress-strain curve of the extruded TZA111 alloy samples compressed at 225°C with a strain rate of 10 s−1.At the early stage of the deformation(highlighted by a red dashed rectangle),the fl w curve exhibits a concave curvature,which is a characteristic of the{10¯12}extension twinning-dominated deformation[31,32].Then,the f ow stress increases to a peak(218 MPa)followed by a decrease to lower stresses with increasing the strain.The increase of fl w stress shows an intensive strain hardening behavior related to the impeding effect of twin boundaries on dislocation movements[33].The decrease of f ow stress may be ascribed to dislocation annihilation caused by DRX and/or dynamic recovery[34].
3.3.Microstructure evolution during compression
3.3.1.Twinning behavior
Fig.3 shows the inverse pole figur(IPF)maps and corresponding boundary misorientation maps of the investigated samples.Low angle GBs(LAGBs,2∼15°),high angle GBs(HAGBs,>15°),and twin boundaries,including{10¯12}extension,{10¯11}contraction and{10¯11}-{10¯12}double twin boundaries,are marked in different colors(Fig.3a-h).The angular deviation to determine the twin boundaries was within 5° of the ideal values.In addition,the volume fractions of different twin types for the compressed samples are listed in Table S1 in supplementary f le.
For HC0.1 sample,almost all twins are detected as{10¯12}extension twins(Fig.3a-b),with the volume fraction being 16.7%(Table S1).The occurrence of extension twins is consistent with the concavity in the true stress-strain curve in Fig.2.In the HC0.3 sample,the volume fraction of{10¯12}extension twins considerably decreases alongside the activation of limited number of{10¯11}contraction and{10¯11}-{10¯12}double twins(total volume fraction:1.89% as shown in Table S1)(Fig.3c-d).Detailed boundaries misorientation angle distributions are presented in Fig.4.As presented in Fig.4a,the pronounced peaks in the range 85-90° about<¯12¯10>axis and 55-60° about<01¯10>axis suggest the occurrence of{10¯12}extension twins and different{10¯12}twin variants,verifying the intersection and coalescence of extension twins[30].Distinguished peaks in the range 35-40° and 85-90° about<¯12¯10>axis are attributed to the activation of{10¯11}-{10¯12}double and{10¯12}extension twins,respectively,in HC0.3 sample(Fig.4b)[19].It should be noted that HC0.5 and HC0.7 samples show no dominant misorientation in the range 35-40°,55-60° and 85-90°,implying the presence of limited number of twins(Fig.4c-d),which is in well agreement with boundary misorientation maps shown in Fig.3e-h.It is therefore concluded that the extension twins are preferentially activated at the initial strain stage during the hot compression.
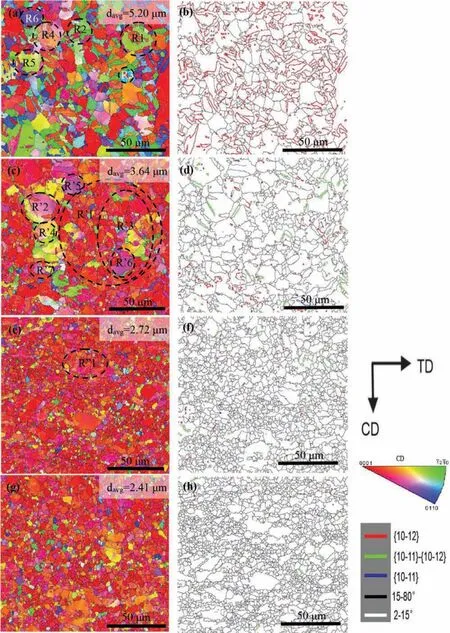
Fig.3.The inverse pole f gure(IPF)maps and corresponding boundary misorientation maps of:(a,b)HC0.1;(c,d)HC0.3;(e,f)HC0.5;and(g,h)HC0.7 samples.davg denotes the average grain size.
In order to have a better understanding about the twinning behavior of HC0.1 sample,certain typical regions(R1-R3)were selected from Fig.3a,and enlarged as presented in Fig.5a-c.As seen in Fig.5a,the{10¯12}twins lack the representative lenticular morphology due to their intersection/coalescence during the compression.Besides,ultrafin DRX grains with misorientations similar to that of{10¯12}twins are found to occur in areas where huge number of sub-GBs are accumulated(as indicated by black lines in Fig.5a).It can be inferred that this DRX behavior is related to CDRX mechanism characterized by the successive absorption of dislocations into sub-GBs,leading to the formation of DRX grains separated with HAGBs[35,36].It was previously reported that{10¯12}twins promote the CDRX process indirectly owing to their GBs being quite mobile[37-39].Hence,it is assumed that the extension twins are consumed by CDRX grains at higher strains.Jiang et al.[19]reported a similar phenomenon that the intersection and coalescence of{10¯12}twins could trigger the formation of refine DRX grains.In R2 zone(Fig.5b)it can be observed that two parallel extension twin lamellas coalesced together,which can contribute to the formation of fin DRX grains[19].It is well known that reduction of the grain size restricts the formation of twins due to the large obstructive effect of GBs on the twinning shear[40].In the present work,an increase of the strain from 0.1 to 0.7 is accompanied by decrease of the average grain size from 5.20μm to 2.41μm through DRX,which results in reduction of the twin fraction to a large extent.R3 region(Fig.5c)consists of two intersected{10¯12}twins,marked as T1 and T2,forming a{10¯12}twin variant with a misorientation angle of∼60° and the misorientation axis is<01¯10>,as shown in Fig.5d,which could impede the growth of preactivated twins[41,42].
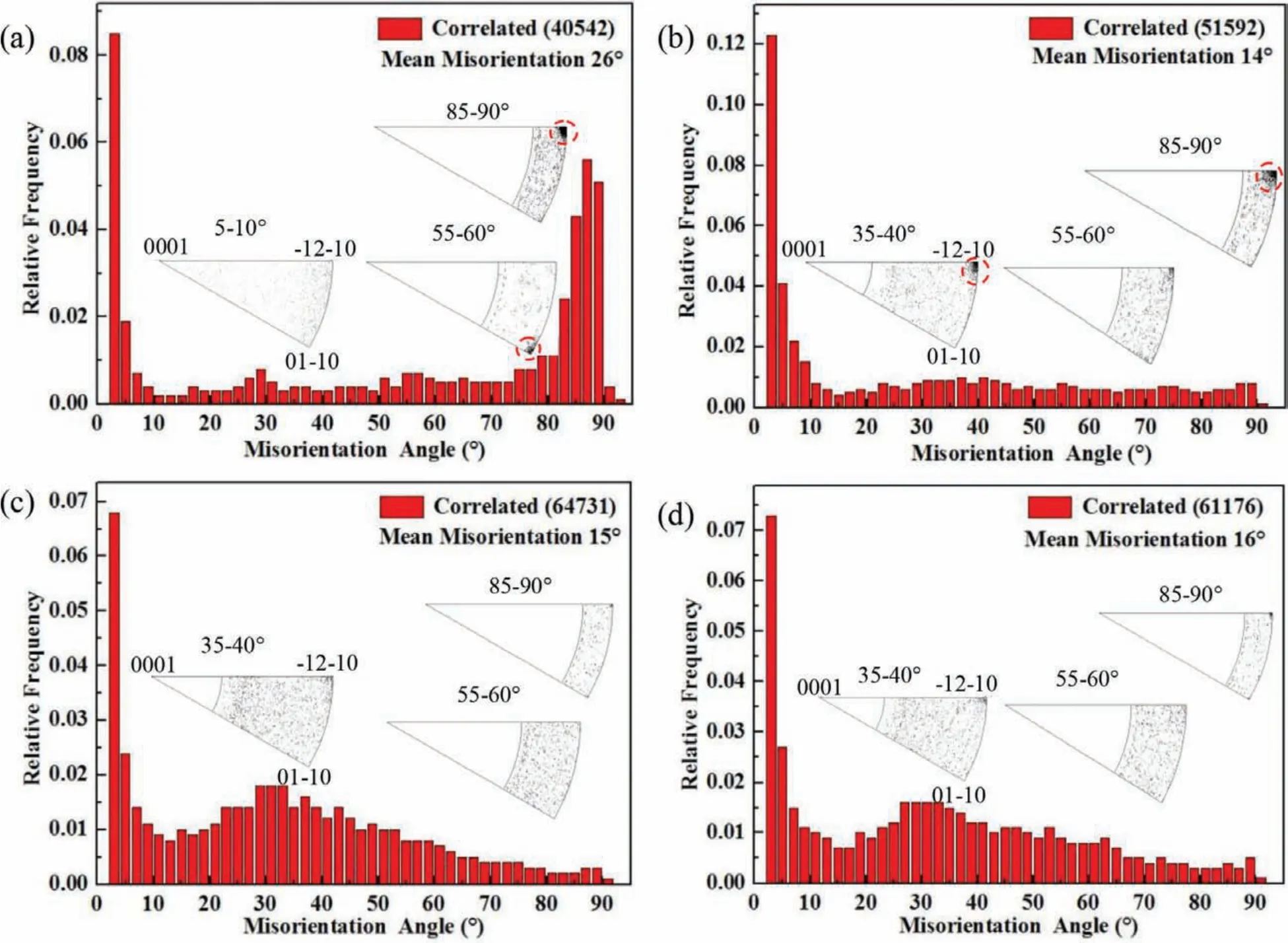
Fig.4.Misorientation angle distributions of:(a)HC0.1;(b)HC0.3;(c)HC0.5;and(d)HC0.7 samples.
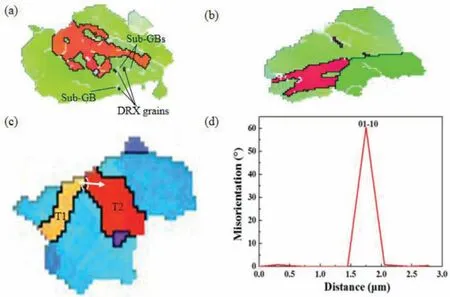
Fig.5.The enlarged IPF maps selected from different regions in Fig.3a:(a)R1;(b)R2;and(c)R3,indicating the extension twinning behavior in HC0.1 sample.(d)point-to-point misorientation angles along the direction indicated by white arrow in(c).
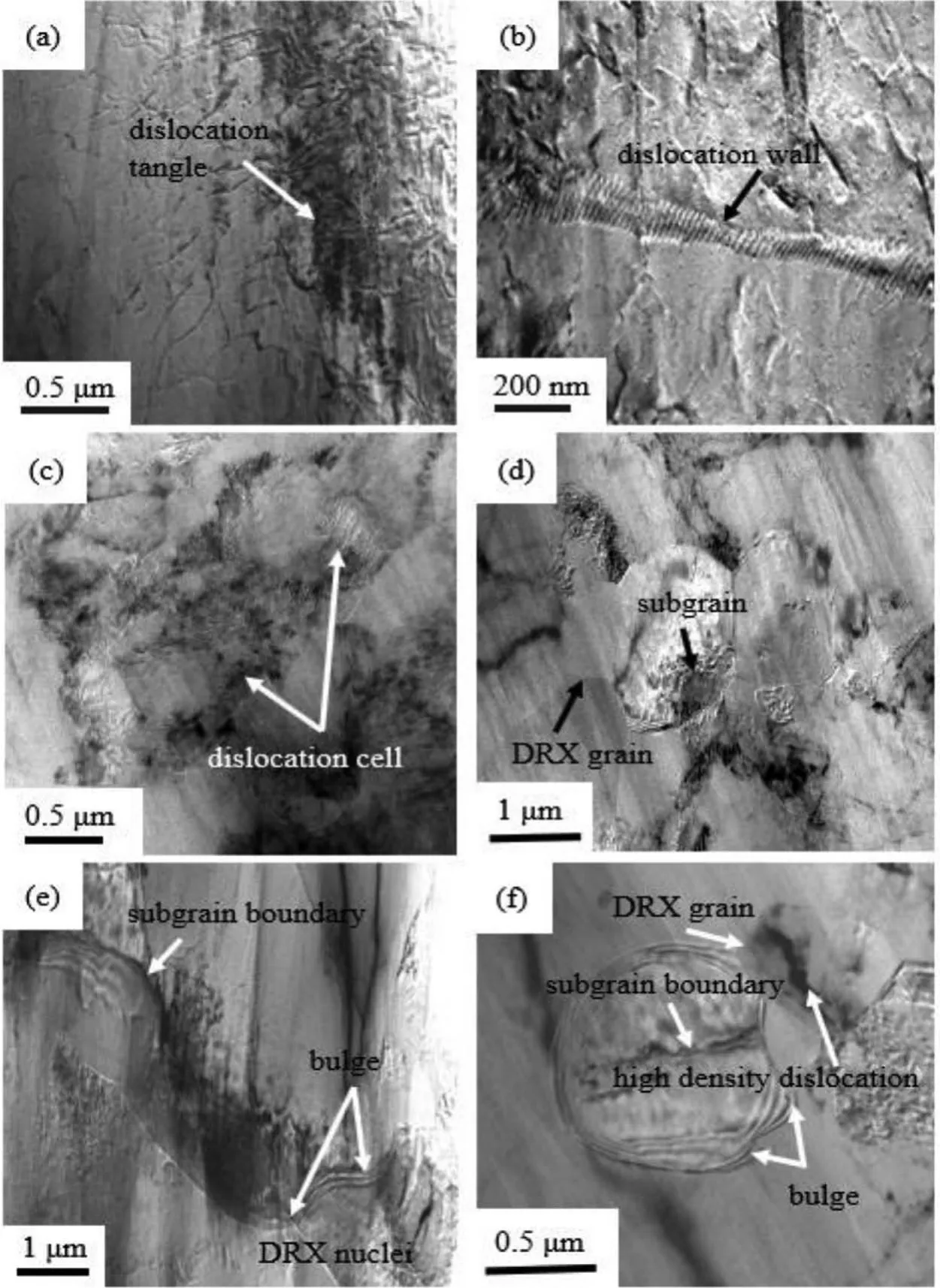
Fig.6.TEM images of(a-d)HC0.3,and(e-f)HC0.5 samples showing:(a)dislocation tangle;(b)dislocation wall;(c)dislocation cell;(d)subgrain and DRX grain;(e)bulging grain boundary;and(f)sub-GBs subdividing the original grain with bulging grain boundary.
3.3.2.DRX behavior
The nucleation mechanisms of DRX during the hot compression could be better perceived by TEM analysis.Fig.6 shows the TEM images of HC0.3 and HC0.5 samples,and TEM data about HC0.1 and HC0.7 is not shown here for the sake of brevity.As seen,at the initial strain stage,severe dislocation tangles occur at the original GBs(Fig.6a).When dislocation accumulation reaches a certain extent,merging and rearrangement through slip,climb and cross-slip of dislocations reduce the internal storage energy of the alloy[43],resulting in the formation of dislocation walls and cells(Fig.6b-c).At higher amount of strains,the dislocation cells develop into single subgrains with LAGBs and eventually as depicted in Fig.6d DRX grains with HAGBs form via progressive subgrain rotation[44,45].It is therefore deduced that CDRX mechanism takes place in TZA111 alloy during the hot compressive deformation.
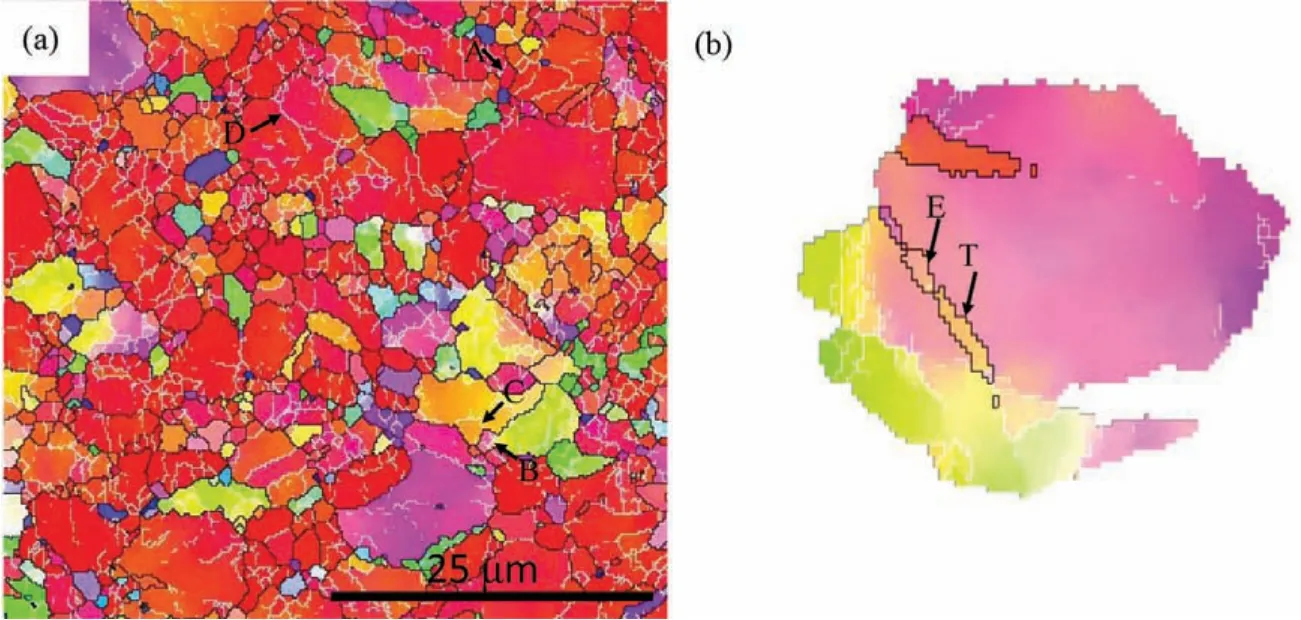
Fig.7.Enlarged IPF maps selected from Fig.3c showing evidence of different nucleation mechanisms of DRX:(a)R'1;and(b)R'2.
In addition,bulging GBs are identifie in HC0.5 sample(Fig.6e-f).Meanwhile,DRX nuclei emerge in the vicinity of the bulging GB(Fig.6e).Sub-GBs subdivide the original grains with bulging GB(Fig.6f).The aforementioned characteristics are typical signs of DDRX mechanism in the studied alloy[14].Moreover,high dislocation density in DRX grains suggests that further GBs bulging may occur due to uneven stress distribution resulting from different dislocation density[43].Similarly,Ponge et al.[46]revealed that further GBs bulging will be achieved for small DRX grains when new DRX grains scattered along all the pre-existing GBs.
EBSD observation results further show some features of DRX nucleation mechanisms in Fig.7.GBs bulging and LAGBs that subdivide the bulged regime are the characteristics of DDRX(arrowed by A-C in Fig.7a)[47].Evidence of CDRX(a well-define sub-grain structure expanded to the intragranular regions arrowed by D in Fig.7a)is also presented.It should be noted that TDRX characterized by sub-GBs,which develop near the{10¯11}-{10¯12}double twin(arrowed by T in Fig.7b)and a TDRX grain(arrowed by E in Fig.7b),is not abundant due to the limited fraction of the contraction and double twins.In other words,the contribution of TDRX to the texture evolution is negligible.
Although three DRX modes,including CDRX,DDRX,and TDRX are identifie during the hot compression of TZA111 alloy,the dominant DRX mode during the deformation is still ambiguous.Indeed,firstl,CDRX plays a crucial role in strain accommodation during hot compression at intermediate temperatures of 200-250°C[48].Secondly,the activation of extension twins is favorable for the subsequent CDRX procedure[19].Finally,the mean misorientation decreases from 26° to 14° at the strains of 0.1 and 0.3,respectively,and eventually increases to 16° for HC0.7 sample(Fig.4).This trend reflect the development of LAGBs into HAGBs.Accordingly,CDRX mode dominates the compression process for the extruded TZA111 alloy.
3.4.Effect of twinning and DRX on texture during compression
It is well documented that the DRX mechanism is one of the key determinants of texture evolution[12].However,the impact of different DRX modes on the texture development is still controversial.For example,several studies have demonstrated that DDRX grains have orientations close to that of the original grains[49-51].Nevertheless,Barnett et al.[18]proposed that DDRX grains would be deviated away from neighboring grains with misorientations of 5∼20° in extruded Mg alloys.In the present study,it is indispensable to fin out the effect of CDRX and/or DDRX on texture evolution during the hot compression.
Fig.8 shows the effect of DDRX mechanism on the texture evolution in the selected region“R'3”in Fig.3c.As indicated in Fig.8a,sub-grains(S1-S3)forming along the bulged GBs will be subsequently transformed into new DDRX grains.These subgrains exhibit nearly similar orientations to that of parent grain“P2”in the(0002)pole figur(Fig.8b).Interestingly,most of new DDRX grains form near the bulged GBs(G2,G3,and G6 in Fig.8a)and at the triple junctions of the original grains(G1,G4,and G5 in Fig.8a).Furthermore,as shown in Fig.8b,DDRX grains(G1-G6)exhibit distinct texture orientation from their surrounding grains(P1-P6),resulting in the scattered distribution of CD-tilted basal texture.
In addition to DDRX,the effect of CDRX mechanism on the texture development needs to be addressed.Fig.9a-b shows that the point-to-origin misorientations along the arrow AB are beyond 15°,implying that the misorientation accumulation and the progressive sub-grain rotation have been developed within the original grain,and thus the possibility of that the CDRX nucleation mechanism in this region[44].Furthermore,new DRX grains are located in places where the sub-GBs are intensively accumulated.It can be therefore deduced that new DRX grains(G1'-G6')form through the CDRX nucleation mechanism(Fig.9a).As indicated in Fig.9c,CDRX grains(G1'-G6')are slightly reoriented from the parent grain“P”towards the CD,which contributes to the formation of CD-tilted basal texture in a certain degree.
Fig.10 shows the(0002)pole figure of the total area,extension twin and DRX regions of the investigated samples,along with typical regions where large number of sub-GBs are accumulated(detailed information about the typical regions are exhibited in Fig.S1-S3),selected from Fig.3a,c,e,and g,respectively.Considering the variation in volume fractions of twins and DRX during compression at different strains(Table S1),(0002)pole figure of the extension twins for HC0.1 sample,and DRX regions for HC0.3,HC0.5 and HC0.7 samples are displayed.In HC0.1 sample,due to theactivation of extension twins,a CD-tilted texture with one component tilting about 90° from the ND towards the CD is clear.In this sense,extension twins affect the texture evolution by reorienting the parent grains at the initial strain stage.In addition,some of the extension twins retain the initial extruded texture in which basal planes are parallel to the ED(indicated by a red dashed ellipse in the pole figure)It should be noted that few typical regions contribute to the formation of certain off-basal texture components in HC0.1 and HC0.3 samples.The peak intensity of CD-tilted basal texture(total area)increases from 11.08 to 16.05 multiples of random distribution(MRD)as the strain increases from 0.1 to 0.3.Firstly,the volume fraction of extension twins in HC0.3 sample decreased sharply compared to that in HC0.1 sample(16.7%vs.2.07%).Therefore,it is easily deduced that texture randomization related to extension twinning could be weakened dramatically.Secondly,the occurrence of CDRX grains in HC0.3 sample could strengthen CD-tilted basal texture to some extent(Fig.9c).Finally,some typical regions,which contribute to the formation of certain scattered texture components,are consumed by DRX as the strain increases from 0.1 to 0.3.Namely,the increased texture intensity of total area is related to the reduced fraction of extension twins,higher fraction of CDRX and consumption of regions with off-basal texture components as the strain increases from 0.1 to 0.3.It can also be observed that asymmetrical double-peak texture was produced in HC0.3 sample due to the progress of DRX(DRX fraction:8.55%),as reported by Jiang et al.[19].
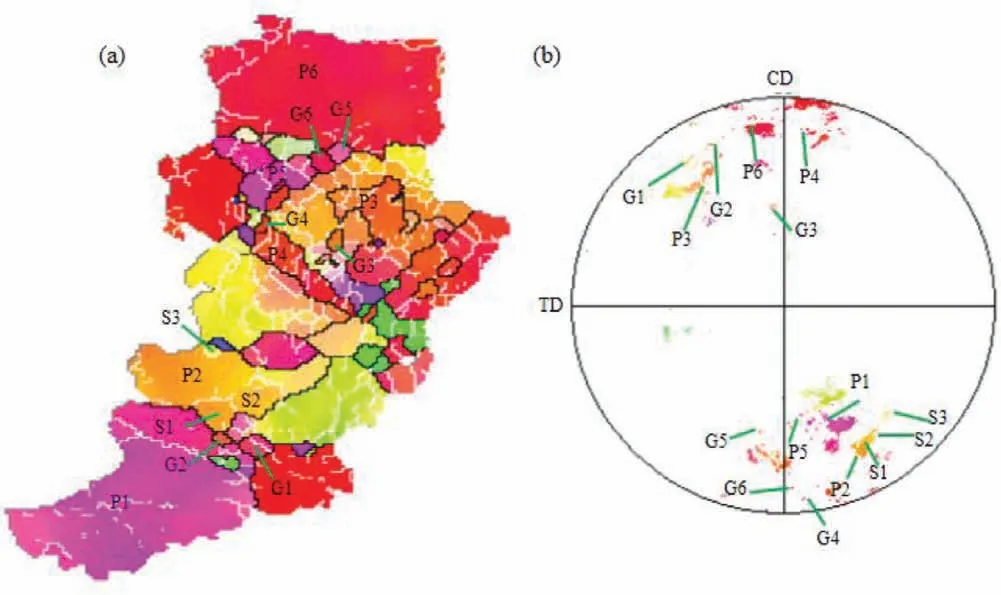
Fig.8.Effect of DDRX mechanism on the texture evolution in the selected region R'3 in Fig.3c:(a)IPF map;and(b)corresponding scattered(0002)pole figure
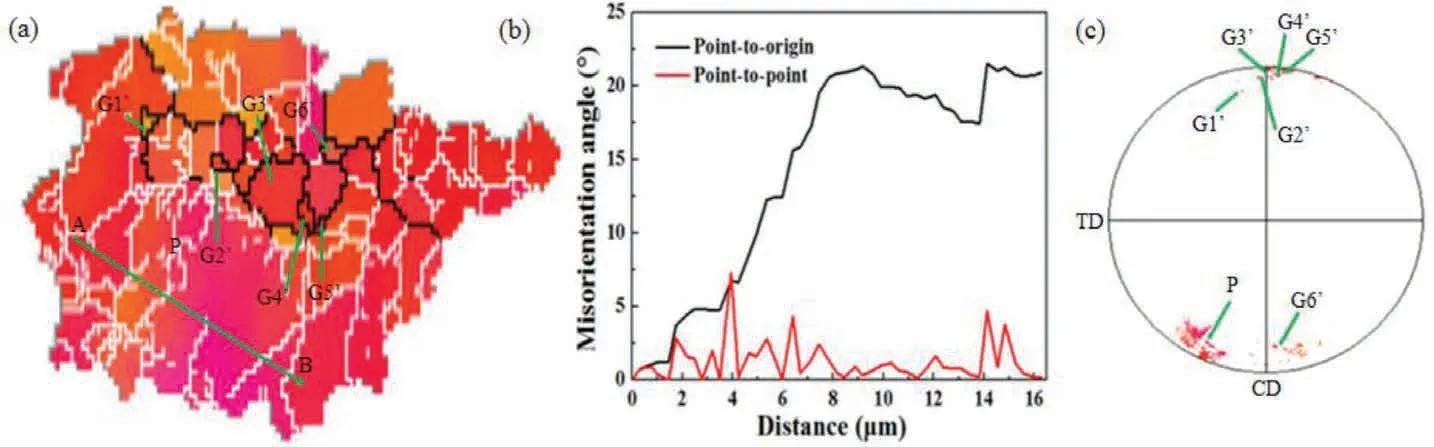
Fig.9.Effect of CDRX mechanism on the texture evolution in the selected region R”1 in Fig.3e:(a)IPF map;(b)line profile of misorientation angles along the arrow AB in(a);and(c)the corresponding scattered(0002)pole f gure.
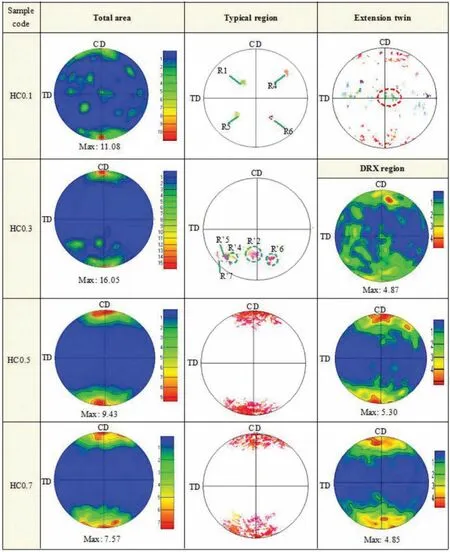
Fig.10.(0002)pole f gures of different regions,namely,overall,typical,extension twin and DRX areas of the hot compressed samples.Typical regions refer to those areas where sub-GBs are accumulated,selected from Fig.3a,c,e,and g,respectively.
At larger strains,the typical regions with the off-basal texture components are consumed by DRX and exhibit no offbasal orientations from the ND(HC0.5 and HC0.7 samples).This may be related to the fact that DRX occurs at sufficientl high strains(DRX fraction of 27.5% and 33.20% for HC0.5 and HC0.7,respectively.)and the typical regions are full of relatively large DRX grains showing a texture featuring basal planes perpendicular to the CD.In addition,as the strain increases from 0.3 to 0.7,the maximum CD-tilted basal texture intensity of DRX regions initially increases from 4.87 to 5.30 and then decreases to 4.85,implying that the CDRX mechanism has a significan contribution to the texture development in HC0.5.Indeed,as shown in Fig.9,CDRX strengthens the CD-tilted texture,whilst the DDRX mechanism plays a crucial role in the scattered distribution of CD-tilted basal texture of HC0.7 sample(Fig.8).The large basal intensity areas with broader distribution towards the TD in HC0.5 sample are as a consequence of rotation of c-axis,which is ascribed to the twinning-induced parent grains reorientation for further dislocation slip(see the average Schmid factor values in Table S1)[25].Combined effects of DRX(including CDRX and DDRX)and dislocation gliding result in a reduced maximum texture intensity in HC0.5 sample(from 16.05 to 9.43 MRD).For HC0.7 sample,the basal planes of the DRX grains are oriented towards the CD with an angle distribution of±30° to the TD.Meanwhile,the total region of the sample shows several peaks splitting from the CD towards the TD in(0002)pole figure which may be because of the occurrence of DDRX at larger strains and thus,the weakest texture intensity of 7.57 MRD is obtained.
4.Conclusions
In this study,the texture evolution in an extruded dilute TZA111 alloy was studied based on the twinning and DRX behavior during the high strain rate compression test with strains ranging from 0.1 to 0.7 at 225°C.It is interestingly found that CDRX mode is favorable to the formation of CDtilted basal texture,while the DDRX mechanism plays a key role in the scattered distribution of CD-tilted basal texture.Furthermore,TDRX mechanism related to contraction and/or double twins has a minor influenc on the overall texture evolution.As the strain increases from 0.1 to 0.3,the peak intensity of CD-tilted basal texture increases from 11.08 MRD to 16.05 MRD,which is related to the reduced fraction of extension twins,higher fraction of CDRX and consumption of regions with off-basal texture components.However,with increasing the strain from 0.3 to 0.7 the peak intensity of CDtilted basal texture drops from 16.05 MRD to 7.57 MRD,which might be arisen from the combined effects of DRX(including CDRX and DDRX)and/or the lattice rotation of DRX grains caused by dislocation gliding during the continuous deformation.
Acknowledgments
This work was supported by the Natural Science Foundation of China(51404166 and 51704209);Natural Science Foundation of Shanxi(201801D121088)and the Scientifi and Technological Innovation Programs of Higher Education Institutions in Shanxi(2014017 and 201802034).
Supplementary materials
Supplementary material associated with this article can be found,in the online version,at doi:10.1016/j.jma.2019.10.002.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fiber
- Predicting and controlling interfacial microstructure of magnesium/aluminum bimetallic structures for improved interfacial bonding
- Plasma electrolytic oxidation of AZ31 and AZ91 magnesium alloys:Comparison of coatings formation mechanism
- Effects of annealing treatment on microstructure and tensile behavior of the Mg-Zn-Y-Nd alloy
- Microstructure and performance of biodegradable magnesium alloy tubes fabricated by local-heating-assisted dieless drawing
- Comparisons of microstructure homogeneity,texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion