Microstructure and performance of biodegradable magnesium alloy tubes fabricated by local-heating-assisted dieless drawing
2020-12-18PeihuaDuShusakuFurusawaTsuyoshiFurushima
Peihua Du,Shusaku Furusawa,Tsuyoshi Furushima
Department of Mechanical and Biofunctional Systems,Institute of Industrial Science,The University of Tokyo,4-6-1,Komaba,Meguro,Tokyo 153-8505,
Japan
Received 4 February 2020;received in revised form 26 April 2020;accepted 26 May 2020
Available online 25 June 2020
Abstract Magnesium(Mg)alloy stents are expected to be the next generation of stents because of good biocompatibility and biodegradability.Compared with cold drawing,dieless drawing with local heating is an effective method for manufacturing the Mg alloy microtubes since a large reduction in area can be achieved in a single pass.However,the microstructure and properties of dieless drawn tubes have not been clarified leading to the problems in practical application of dieless drawn tubes.In this study,the microstructure and performance of dieless drawn tubes are clarified The results show that temperature and speed in the dieless drawing process are two factors in determining the grain size of dieless drawn tubes since decreasing the temperature or increasing the speed promotes the generation of f ne-grained microstructure.Twins are also generated during the dieless drawing process,which 1)disintegrates grains leading to refinemen and 2)causes Hall-Petch law effect on dieless drawn tubes.Tensile tests show that grain size is the main factor in determining the mechanical properties of dieless drawn tubes,namely,0.2% proof stress 135-180MPa,ultimate tensile strength(UTS)200-250MPa,and elongation 8-12%.In 0.9 wt%NaCl solution,localized corrosion is the key factor in initiating the corrosion of dieless drawn tubes,but refine grains and fewer twins can alleviate local corrosion.These results imply that dieless drawn tubes are promising in the clinical application of Mg alloy stents for cardiovascular disease.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Dieless drawing;Magnesium alloy tube;Microstructure;Mechanical properties;Corrosion properties.
1.Introduction
Conventional metallic materials such as stainless steel and titanium alloys have been extensively used in stents because of their superior strength,ductility,and corrosion resistance[1-4].However,the use of such stents has two disadvantages:they(1)cause local inflammatio and thrombosis and(2)require a second surgery to remove the stent after the body is healed[5,6].On the other hand,magnesium(Mg)alloy stents show excellent biocompatibility and biodegradability,they can be completely absorbed into the human body,and pose no long—term risks of in-stent restenosis and thrombosis[7-9].Owning to these advantages,Mg alloy stents have attracted a great deal of attention worldwide in the last decade[9-12].Conventionally,Mg alloy microtubes for stents were fabricated through cold drawing[7,8,10,13].However,having low plasticity at room temperature,fracture occurs during cold drawing,causing the difficultie in manufacturing of Mg alloy microtubes.
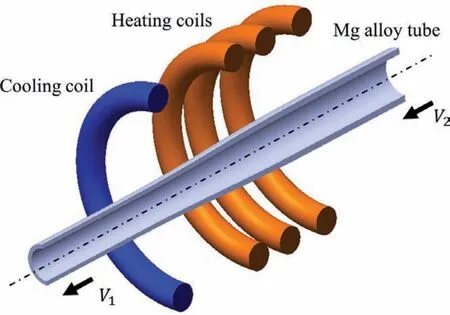
Fig.1.Schematic illustration of dieless drawing.
Recently,some improvements have been proposed for the cold drawing process[7,10,13,14](mainly focusing on the improvement of the mandrel,thereby giving rise to flui mandrel and moving soft/hard mandrel).However,cold drawing is still not suitable for making Mg alloy microtubes based on the following reasons:(1)The reduction in area acquired in a single pass is limited(less than 10%)in cold drawing,thereby requiring multiple passes(more than 15 passes)[8,10,14].(2)Intermediate annealing treatments are required during a series of cold drawing processes,making it difficul to control the microstructure of microtubes.(3)Microscopic defects in cold drawn tubes are formed,which may affect the corrosion resistance of cold drawn tubes.For the effective fabrication of Mg alloy microtubes,dieless drawing was proposed by some researchers[12,15-17].Furushima et al.reported that a reduction in area of up to 50% can be achieved in a single pass for Mg alloy AZ31 tubes without fracture[12].This shows the great potential of the dieless drawing in manufacturing Mg alloy microtubes for the biodegradable stents.The dieless drawing is a process carried out by providing local heating without drawing die(schematic illustration in Fig.1).During the process,Mg alloy tubes are heated to make them soft locally.At a high drawing speedV1and a low feeding speedV2,the dieless drawing can be achieved.The reduction in arearis determined by the drawing speedV1and the feeding speedV2[18]:

whereA1andA2are the cross-sectional areas before and after the drawing,respectively.As a large reduction in area can be acquired in a single pass,dieless drawing has major advantages over cold drawing.In the work of Kustra et al.,magnesium alloy microtube with an outer diameter of 3.0mm was manufactured successfully by dieless drawing technology[19].However,some problems in application of dieless drawing still exist.The frst one is the uneven diameter along the length of tubes,which reduces the quality of dieless drawn tubes.At present,some attempts have been made to solve this problem,and the results have shown that the uneven diameter along the tubes was related to the setting of temperature,speed,and reduction in area(r)[20,21].However,in the manufacturing of microtubes,multipass dieless drawing is necessary.The quality of dieless drawn tubes is closely related to the selection of reduction in area(r).Thus,the firs objective is to discuss the influenc of reduction in area on the distribution of the outer diameter of dieless drawn tubes in order to achieve a stable quality of dieless drawn tubes.The second problem in the application of dieless drawing is that a wide range of temperatures(local heating)and speeds(local deformation)is used,but the effect of temperature and speeds on microstructure and performance of dieless drawn tubes remains unclear.Therefore,it is difficul to choose suitable forming parameters for dieless drawing.For the successful application of dieless drawing,the second objective of this study is focused on the microstructure and performance of dieless drawn tubes is necessary.

Table 1Chemical composition of Mg alloy ZM21.
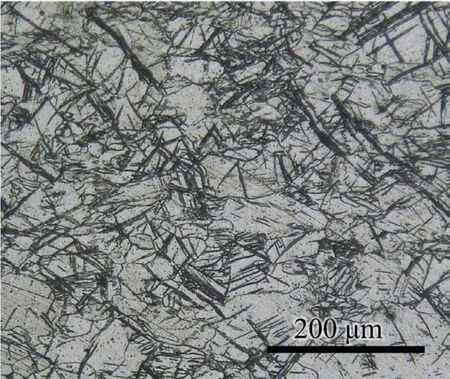
Fig.2.The microstructure of the mother tube(fabricated by hot extrusion and cold drawing).
In this study,we aim to discuss the feasibility of manufacturing microtubes by the dieless drawing and clarify the microstructural and performance of dieless drawn tubes.A series of experiments on the dieless drawing was conducted,using Mg alloy ZM21 cold drawn tubes as mother tubes,at different speeds(0.1,1.0 and 10mm/s),and different temperatures(300-475°C).The microstructure of dieless drawn tubes was observed by optical microscopy(OM)and electron backscatter diffraction(EBSD).Furthermore,uniaxial tensile and immersion tests were conducted to clarify the mechanical and corrosion properties of the dieless drawn tubes.
2.Materials and methods
2.1.Dieless drawing process
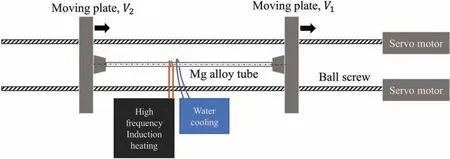
Fig.3.Schematic illustration of the dieless drawing apparatus.

Table 2Drawing conditions in the present study(Speed V is referred as feeding speed V2).
Because of its good biocompatibility,good mechanical and corrosion performance,Mg alloy ZM21 was used as raw material.The chemical composition are shown in Table 1.The mother tubes with an outer diameter of 6mm and a thickness of 1.1mm were manufactured by cold drawing.Fig.2 shows an OM image of a mother tube with a large number of twins generated inside the grains during cold drawing process,with the average grain size of around 65μm.Fig.3 shows the schematic illustration of the dieless drawing apparatus used in this work.Here,a high-frequency induction heating device with a power of 10kW and a frequency in the range of 150-400kHz was used to locally heat Mg alloy tubes.Two servo motors were used to drive the rotation of the ball screw to control the drawing speedV1and feeding speedV2.Table 2 shows the drawing conditions in the present work.Since the published works pointed out that temperature and speed are two factors that predominantly determine the microstructure[22-24],in this research the temperature was varied from 300 to 475 °C,and the speeds have three value of 0.1,1.0,and 10.0mm/s(in this paper,speed V is referred as feeding speed V2).To show the feasibility of dieless drawing in manufacturing Mg alloy microtubes,a multipass dieless drawing was developed in this work,since multipass dieless drawing is an effective way to reduce the uneven distribution of outer diameter of dieless drawn tubes[18,20].The cumulative reduction in areaψhere is determined from the reduction in arearacquired at each pass:

whereA1andAiare the cross-sectional areas before and after multipass dieless drawing respectively,andriis the reduction in area at passi.The distribution of outer diameter of dieless drawn tubes after drawing was measured by a laser dia-testing machine,with an accuracy of 0.001mm.
2.2.Microstructure observation
Specimens were cold-mounted and grounded with sandpaper,and after then polished with 0.1μm Al2O3suspension.For OM observation,specimens were etched with a picric acid solution(picric acid,4.2g;glacial acetic acid,10mL;ethanol,70ml;water,20mL).EBSD was conducted by field-emissio scanning electron microscopy(FE-SEM,JEOL 7100F)at an accelerating voltage of 15kV with a step size of 0.5μm.Three different directions were thickness direction(TD),circumferential direction(CD),and drawing direction(DD).The specimens prepared for EBSD were finishe by chemical polishing at room temperature for 90s(with 180mL of ethanol,50mL of glycerin,and 80mL of phosphoric acid).
2.3.Mechanical properties
Uniaxial tensile tests were conducted for both cold drawn and dieless drawn tubes.The tests were carried out at ambient temperature using a universal material test machine(Shimadzu AG-IG 50KN)at a displacement rate of 1mm/min.To prevent the fracture near the grippers in the tensile tests,the work of Király et al.[25]suggested cutting the tube specimens into a dog-bone shape with an overall length of 80mm and a gauge length of 20mm.Instead of half-tube,samples had two parallel test regions.For each condition,six specimens were tested.
2.4.In vitro corrosion test
In vitro corrosion tests were conducted for both cold drawn and dieless drawn tubes.NaCl solution(0.9 wt%)was used for the immersion of a specimen with the ratio of solution volume to specimen surface area set at 20mL/cm2according to the American Society for Testing and Materials(ASTM G31-72).The specimens for the corrosion tests were immersed in a water bath(37°C)for 10 days.After the immersion test,the corrosion products were removed by placing samples in an achromic acid solution(Cr2O3,200g/L)in an ultrasonic cleaner for 3 min.Before and after removing corrosion products,the samples were weighted on a precision electronic balance(balance accuracy of 0.001g)for three times to obtain an average value.The simplest and most fundamental measurement of corrosion rate is the weight loss rateΔW(mg/cm2/d):

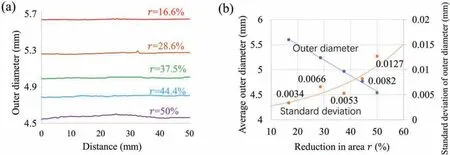
Fig.4.(a)Effect of reduction in area on the distribution of outer diameter;(b)effect of reduction in area on average and standard deviation of outer diameter(350 °C,V=1.0mm/s).
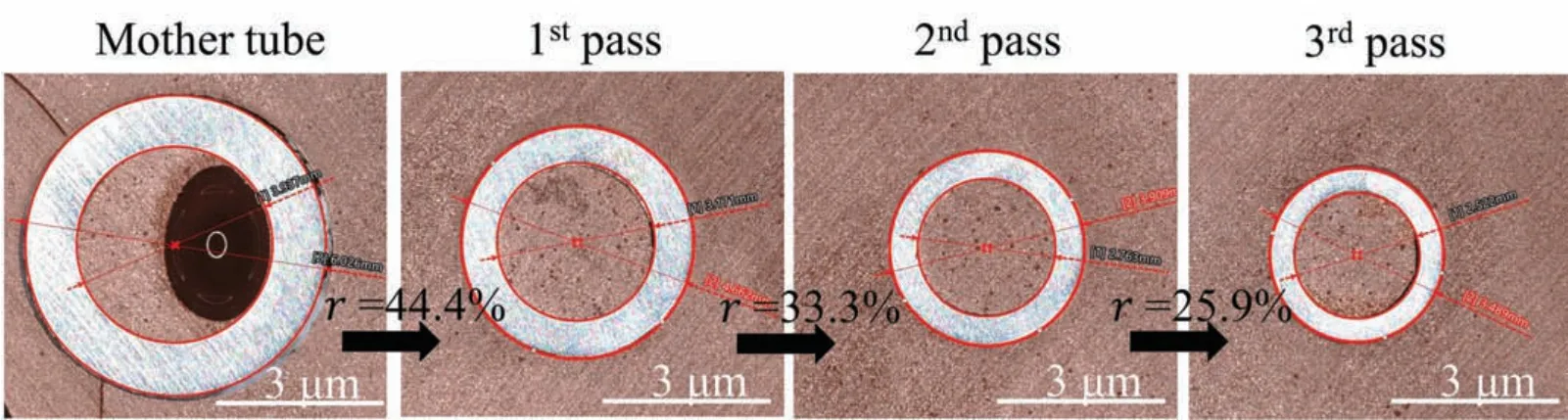
Fig.5.Changes in outer and inner diameters after each pass(350 °C,V=1.0mm/s).
whereWais the mass of the Mg alloy tube specimen before the immersion test,Wbis the mass of the specimen after removing the corrosion products,dis the number of the days of immersion,andais the surface area of the specimen.This can be converted to an average corrosion ratePw(mm/y)using

whereρis the density(g/cm3)of ZM21 magnesium alloy(1.74g/cm3used in this study).Before and after removing the corrosion layer,the surface morphology was observed by Wide-Area 3D Measurement System(Keyence,VR-5000).
3.Results
3.1.Workability
In this study,the Mg alloy ZM 21 microtube was manufactured by a multipass dieless drawing.The reduction in area is limited in each pass because the increase of reduction in area(r)will cause the uneven distribution of outer diameter,as shown in Fig.4a.Similar to the work of Milenin et al.[20],the standard deviation of outer diameter increases to 0.0127mm when the reduction in area(r)in a single pass increases to 50%,as shown in Fig.4b.When the reduction in area is reduced to 44%,the uneven distribution of outer diameter is not visible(standard deviation of outer diameter decreases to 0.0082).Therefore,a reduction in area less than 50% is applied in multipass dieless drawing.Fig.5 shows the changes in the outer and inner diameter of Mg alloy tubes manufactured by multipass dieless drawing,and Table3 shows the dimensions of the dieless drawn tubes after each pass.The cumulative reduction in areaψafter three-passes reached 72.5%.The ratio of wall thickness(T)to the outer diameter(OD)(hereafter,T/ODratio)also changed with the increase in the number of passes of dieless drawing,as theT/ODratio decreased from 17.41 to 13.17% after three passes of the dieless drawing.Because a large reduction in area can be achieved in a single pass,the dieless drawing is a more promising technology for making microtubes than cold drawing.Moreover,the additional reduction in theT/ODratio also shows dieless drawing is suitable and effective for reducing the wall thickness of Mg alloy microtubes.
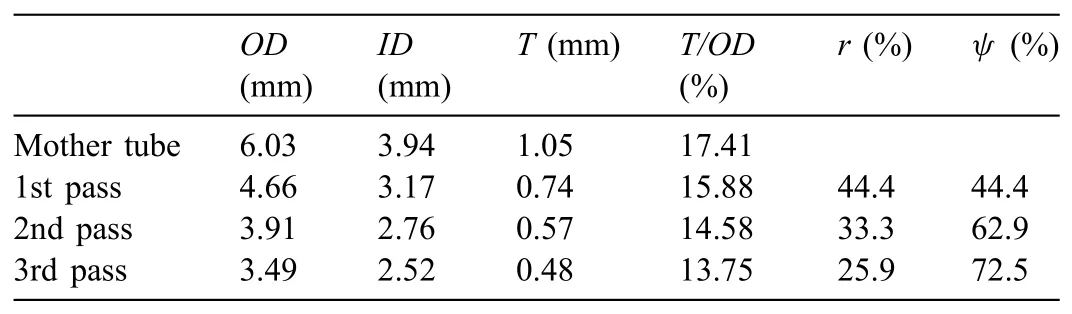
Table 3Dimensions of dieless drawn tubes(350 °C,V=1.0mm/s).
3.2.Microstructure
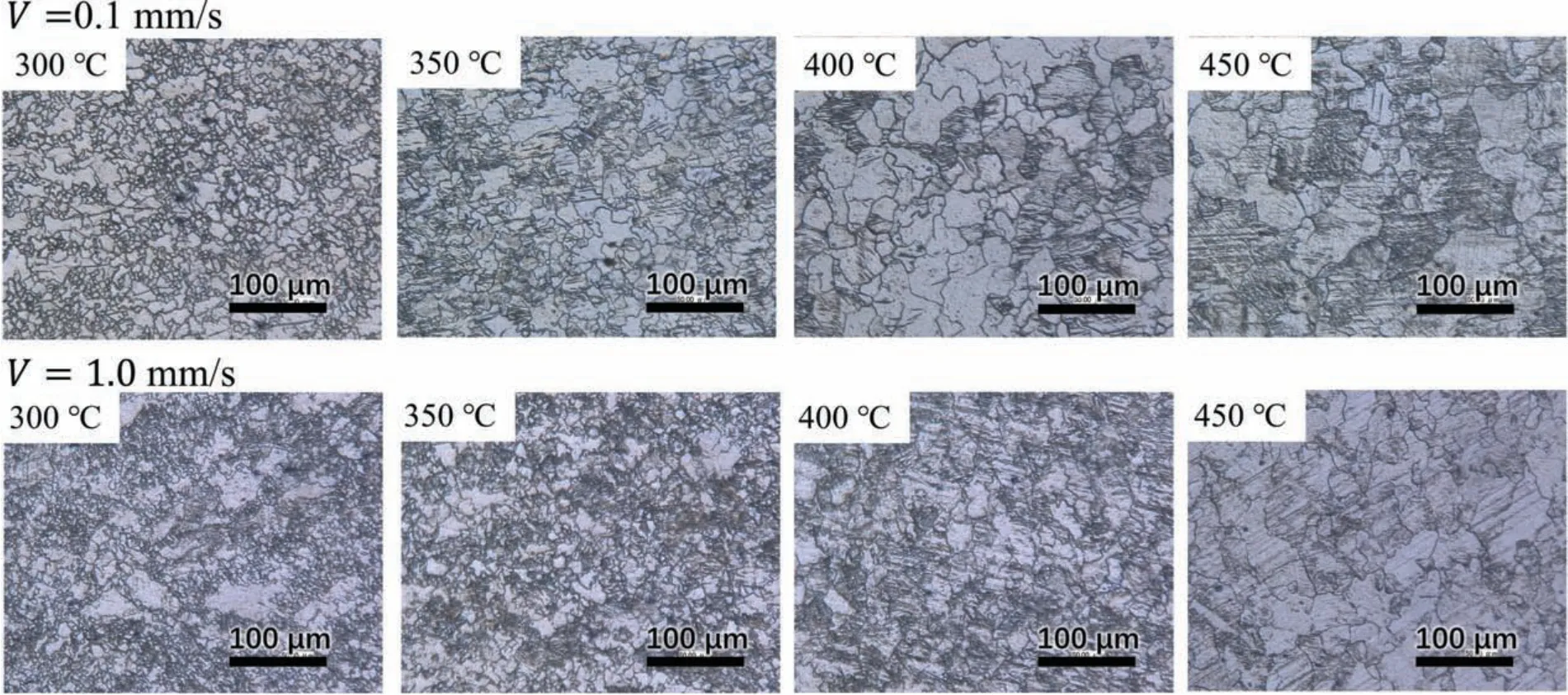
Fig.6.Microstructure of dieless drawn tubes at different speeds and temperatures(r=44.4%).
Dieless drawing is a thermal process;thus,the grain refinemen of dieless drawn tubes can be influence by dynamic recrystallization(DRX).As shown in Fig.6,the average grain size of dieless drawn tubes increases with increasing temperature at a certain speed.Also,grain size decreases with the increase of speed at a certain temperature.This indicates that temperature and speed are the two important factors that affect the microstructures of Mg alloy tubes.Moreover,similar to other processes,increasing the speed in the dieless drawing is also beneficia in terms of the generation of twins[26-28].As shown in Fig.6,twins can be found inside grains under most conditions.It should be pointed out that with the increase of temperature,the suppression of twinning cannot be found clearly.
Based on the shape and distribution of twins,the microstructures of dieless drawn tubes can be classifie into three types,as shown in Fig.7.Fig.7a shows the microstructure of a dieless drawn tube fabricated at 350 °C.For this type of microstructure,twins were found inside most of the grains,and this type of microstructure is referred as twin microstructure(TM).The literatures show that twins generated during plastic deformation can lead to DRX,and this kind of microstructure is suspected to result from twin-induced DRX[28-33].The twins inside grains(indicated by a black arrow in Fig.7a)are identifie as{10-12}tensile twins with a misorientation angle of around 87°.Fig.7b shows the microstructure of a dieless drawn tube fabricated at 375 °C.For this type of microstructure,large grains were observed to be surrounded by small grains,and no twins were observed.This is a typical necklace microstructure(NM).Generally,a NM is generated as a result of continuous DRX,during which subgrain boundaries(misorientation angles,5°-15°,indicated by a black arrow in Fig.7b)are gradually generated and changed into normal grain boundaries[33-36].Fig.7c shows the twin-necklace microstructure(TNM)of a dieless drawn tube fabricated at 400 °C,which is a mixture of TM and NM;that is,this microstructure has both{10-12}tensile twins and subgrain boundaries(indicated by black arrows).The TNM is often formed at high temperatures of die-less drawing(>400 °C).These three types of microstructures show that the mechanism of plastic deformation of Mg alloys varies with temperature and speed in the dieless drawing process.
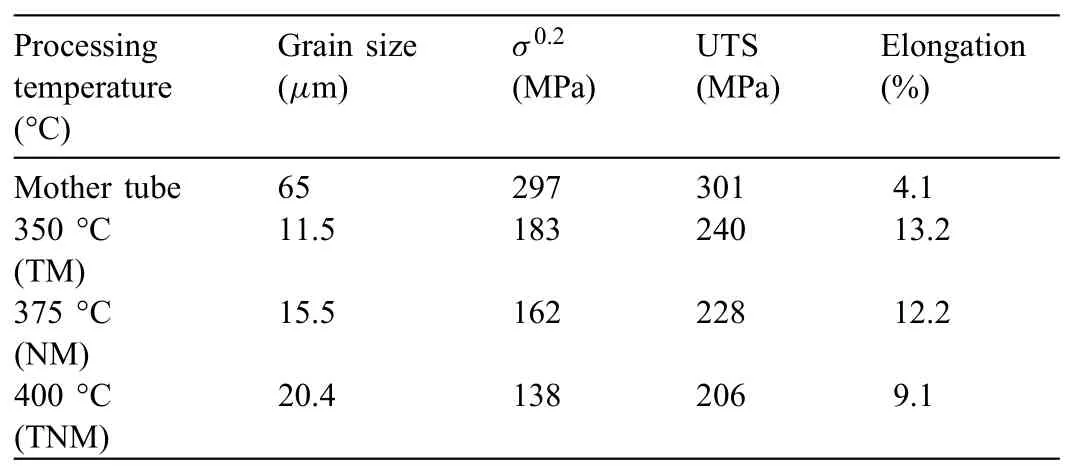
Table 4Measurement results of tensile tests(V=1.0mm/s,r=44.4%).
3.3.Performance of drawn tubes
3.3.1.Mechanical properties
Fig.8 shows the stress-strain curves of the mother tube(as cold-drawn)and dieless drawn tubes(TM,NM,and TNM).The mother tube was hardened during cold drawing.Its 0.2%proof stress increased to 300MPa and necking occurred immediately after the onset of plastic deformation.For comparison,although dieless drawn tubes had different microstructures,all of them showed normal stress-strain curves.The 0.2% proof stress ranged from 135 to 180MPa,and the dieless drawn tubes were deformed by 9-13% before fracture.These finding show that the dieless drawn tubes did not harden.Table 4 shows the average grain size of dieless drawn tubes(misorientation angle>15°,twin lamella here are treated as an independent grain).Because proof stress,ultimate tensile strength,and elongation all increased with decreasing of grain size,the grain size seems to be the main factor for determining the mechanical performance.
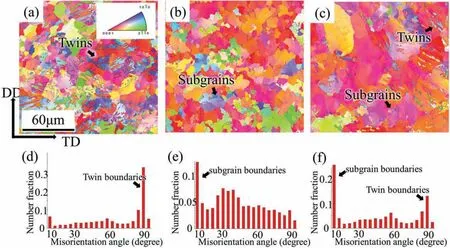
Fig.7.Microstructures of dieless drawn tubes(V=1.0mm/s,r=44.4%):(a)and(d)TM(350 °C),twins are indicated by the black arrow;(b)and(e)NM(375 °C),subgrains are indicated by the arrow;(c)and(f)TNM(400 °C),twins and subgrains are indicated by the arrow.(TM:twin microstructure,NM:necklace microstructure,TNM:twin-necklace microstructure).
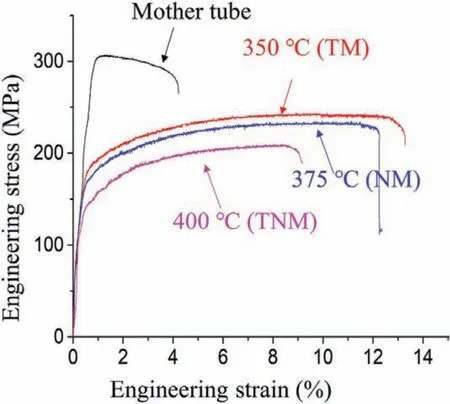
Fig.8.Stress-strain curves of dieless drawn tubes with different grain sizes(V=1.0mm/s,r=44.4%).
3.3.2.Corrosion properties
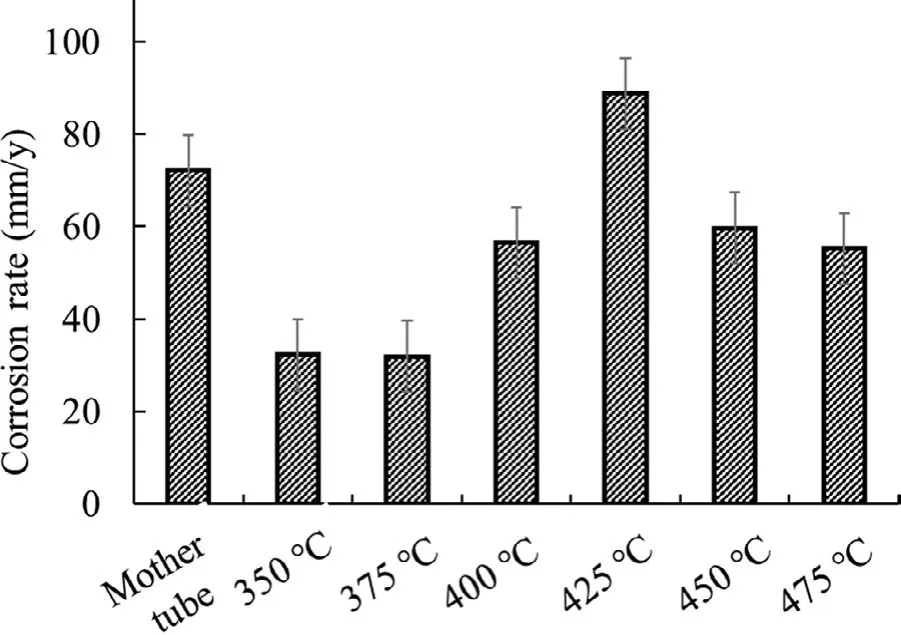
Fig.9.Corrosion rates of mother tube and dieless drawn tubes calculated from weight loss after 10-day immersion(V=1.0 mm/s,r=44.4%).
Fig.9 shows the corrosion rate of the dieless drawn tubes and mother tube(10-day immersion in NaCl solution).The mother tube showed a corrosion rate of 70mm/y.The dieless drawn tubes under different drawing conditions showed different corrosion rates.For example,the dieless drawn tube fabricated at 425 °C showed a corrosion rate of 86mm/y whereas the tube fabricated at 350 °C showed a corrosion rate of 30mm/y.These results imply that the drawing condition directly affects the corrosion resistance.The variation of the corrosion rate could be ascribed to the change of the microstructure of dieless drawn tubes.However,corrosion rates of around 30mm/y obtained at 350 and 375 °C suggests higher reliability of dieless drawn tubes against corrosion than that of AZ31,WE43,Mg-Zn-Y-Nd alloy microtubes[7,11,37].Fig.10 shows the morphology of dieless drawn tubes before and after removing the corrosion products.Fig.10a and b shows white and loose corrosion products generated after 10-day immersion.Fig.10b shows that the corrosion layer is mainly composed of Mg,oxygen(O),zinc(Zn)and manganese(Mn).Fig.10d and e shows that both ascold drawn tubes and the dieless drawn tubes demonstrated uniform and local corrosion areas after removing the corrosion products.However,the local corrosion is suppressed for dieless drawn tubes when compared to cold drawn tubes.
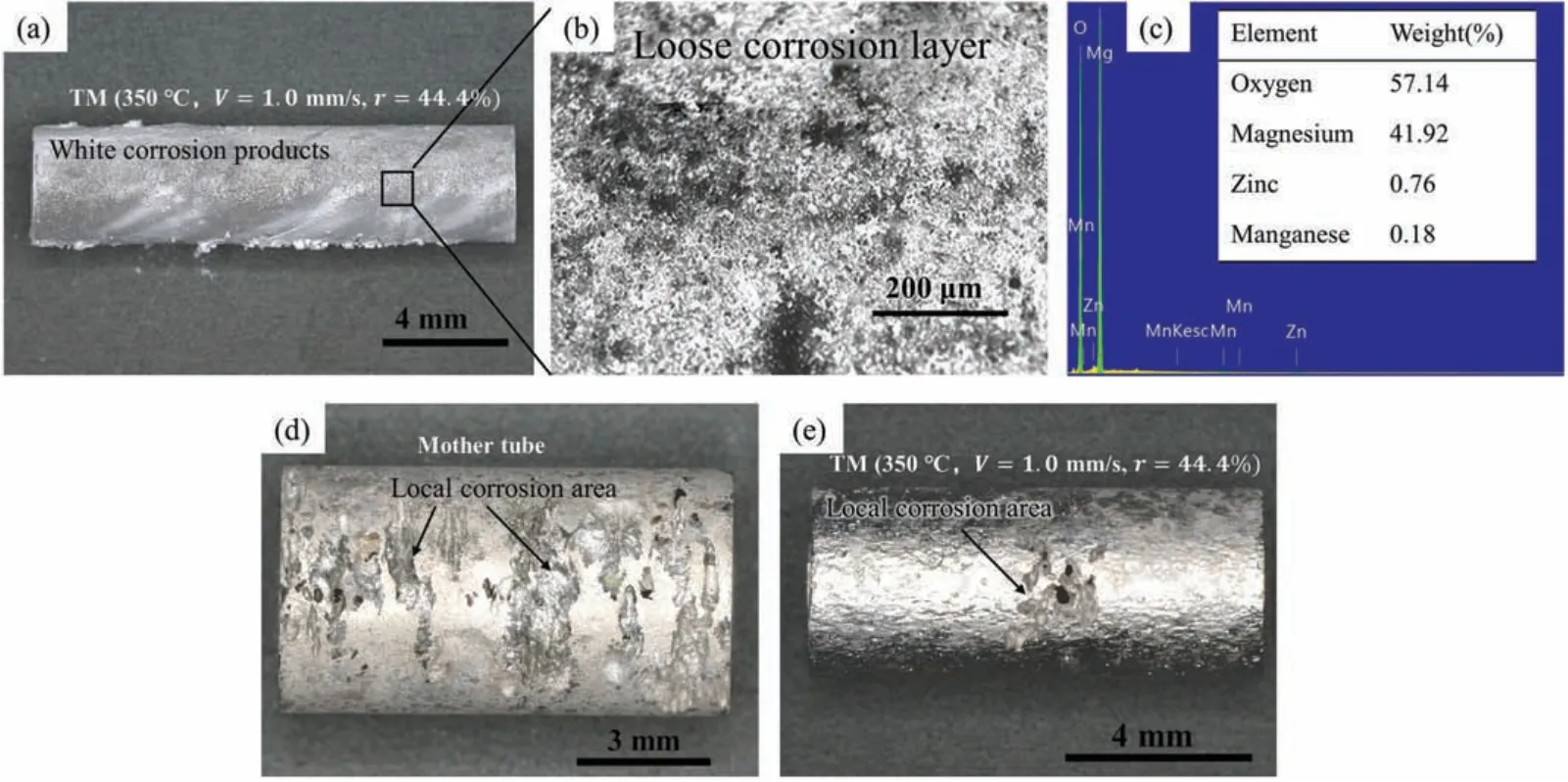
Fig.10.Morphologies before and after removing corrosion products:(a)and(b)morphologies of corrosion products;(c)composition of corrosion products;(d)and(e)morphologies after removing corrosion products.
4.Discussion
4.1.Microstructure evolution
Because dieless drawing is a thermal-mechanical process,DRX can be expected during dieless drawing.But the influenc of temperature and speed on the microstructure of dieless drawing seems to be different from other processing,like hot rolling or extrusion.During hot deformation,high speed will initiate the generation of more twins due more stress concentrated near grain boundaries,while twinning will be suppressed with the increase of temperature because of the activation of non-basal slip that can alleviate the stress concentration near grain boundaries[38].On the other hand,during dieless drawing,the suppression of twins cannot be observed with the increase of temperature.For example,when temperature increase from 300 to 350°C(V=0.1 mm/s),twins can be observed to be generated inside grains.The reason here is analyzed to be related to the mechanism of DRX.For the DRX mechanism of Mg alloys,CDRX and discontinuous DRX(DDRX)are most suggested.CDRX is featured by the development of low angle grain boundaries and their progressive rotation into high angle grain boundaries.DDRX involves a process of bulging of pre-existing HAGBs.At present,twin DRX is also introduced by some researchers,during which twin variants is suspected to provide DRX sites.During dieless drawing,only twin DRX and CDRX can be observed,and with the increase of temperature,the suppression of twining cannot be observed.This is because the twinning behavior is not only influence by temperature,but also the grain size[38-40].According to the works of C.M.Cepeda-Jime´nez,fine-grai can alleviate the stress concentration near grain boundaries by transfer basalslip to the neighboring grain easily.Consequently,at low temperature,when fine-grai microstructure is acquired,twinning is suppressed.
Moreover,DDRX cannot be found during dieless drawing.From the published work,DDRX is featured with dislocation climb controlled by self-diffusion,a process predominated mainly at low strains[35].But in this study,severe plastic deformation can be observed during dieless drawing,which is suspected to be the reason for the fact that DDRX cannot be found during dieless drawing.Moreover,it should point out that static recrystallization(SRX)does not occur in this study,based on the observation of microstructure.SRX is featured by the generation of refine grains insides twins or near grain boundaries,grain growth at the consumption of subgrains and mother grains.Thus,twins and subgrain boundaries will disappear after static recrystallization.In the present study,subgrain boundaries and twins imply the occurrence of twin DRX and CDRX during dieless drawing.
4.2.Mechanical properties
Usually,the twins generated at room temperature mainly affect two aspects of the mechanical performance:(1)hardening effect on Mg alloys;and(2)the Hall-Petch law effect induced by grain refinemen[41,42].However,different from twins generated by room temperature processing,the twins generated in dieless drawn tubes can disintegrate grains leading to the Hall-Petch law effect but do not change the shape of stress-strain curves of dieless drawn tubes.A similar result can be found from Song's work,after removing dislocation tangles by annealing,the pretwins could slightly increase the ultimate tensile strength and elongation but did not affect strain-hardening behavior[43].It is presumed that the dislocation tangles are also removed by the high temperature in the dieless drawing.
4.3.Corrosion properties
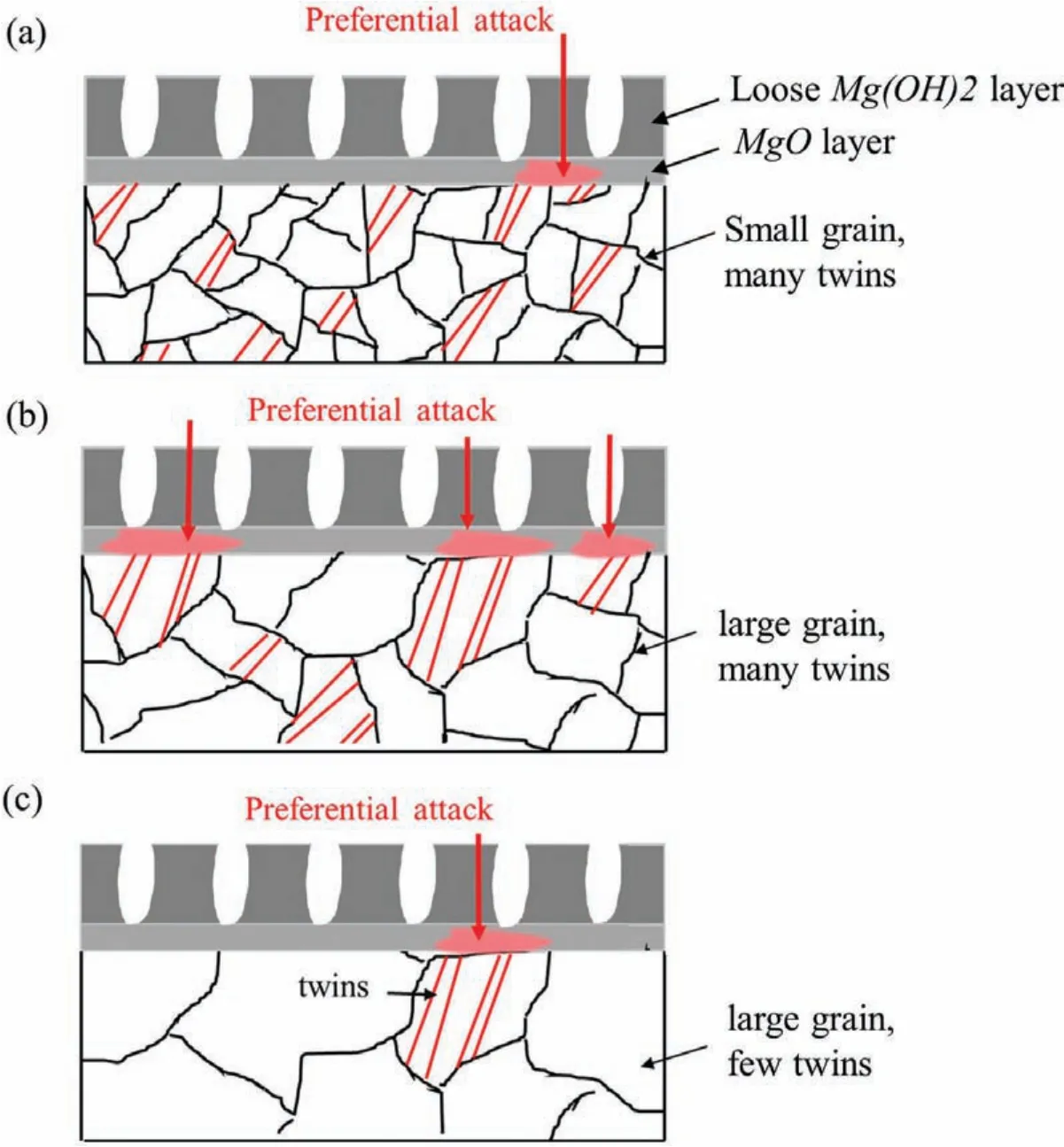
Fig.11.Schematic illustration about the influenc of microstructure on corrosion behavior.
To clarify the corrosion behavior of dieless drawn tubes,three aspects of a corrosion system are analyzed here:the immersion solution,corrosion layer,and Mg alloys.Generally,an electrochemical reaction will occur between the immersion solution and Mg alloys,which in turn generates a corrosion layer whose composition and morphology varies with the composition of immersion solution and Mg alloys.The changes in the composition and morphology of the corrosion layer directly affect the corrosion behavior and resistance of Mg alloys.In this study,compared with other simulated body solutions or body fluids Mg alloys in 0.9 wt% NaCl solution showed more severe corrosion because no phosphate and carbonate f lms were generated to protect Mg alloys[44-46].As shown in Fig.10a and b,a white and loose corrosion layer was generated on the dieless drawn tube.It should point out that all dieless drawn tubes under different drawing conditions all showed this white and loose corrosion layer,which implies dieless drawn tubes fabricated under different conditions show similar corrosion behavior.From Fig.10c,the Energy-dispersive X-ray spectroscopy(EDS)result shows that the loose corrosion layer is composed by Mg,O,Zn and Mn,and that Zn and Mn alloying elements can slightly improve the corrosion resistance of the matrix phase by retarding anodic reaction kinetics[37,45,46].
In addition to the immersion solution and the composition of Mg alloys,the microstructure of Mg alloys can also affect the corrosion performance.According to previous researches,grain size[47-49],grain orientation[50,51],secondphase particles[52],and twins[48],can change the corrosion performance of Mg alloys.In this study,grain size is suspected to be a factor affecting the corrosion rate of dieless drawn tubes.It can be observed that when the processing temperature was increased from 325 to 400 °C,the corrosion rate of the dieless drawn tube increased,as shown in Fig.9.Also,twins could be another factor that affects the corrosion rate.From Fig.9,the corrosion rate decreases with the decrease of twin volume as processing temperature increases from 400 °C to 475 °C.Because twins often apply an easy crystal orientation to accommodate plastic deformation,more dislocations will slip inside twin lamella[31,53].Moreover,the change of crystal orientation after twinning can also affect the corrosion performance of Mg alloys,because it has been proved that there exists a significan difference between the corrosion resistance of basal and non-basal crystal plane[48,49].In this study,grains are oriented with the c-axis paralleling to CD after dieless drawing,and the generation of twins means the crystal orientation is changed so that the non-basal plane is exposed to NaCl solution.That is,a larger twin volume means that more local corrosion attacks will be initiated,which could be the reason for the inferior corrosion resistance of the dieless drawn tubes fabricated at around 400°C.Fig.11 shows the schematic illustration of the change of microstructures and their influenc on corrosion performance.Grain size and twin volume are suspected to be the two main factors that determine the corrosion properties of dieless drawn tubes.Moreover,for the purpose of manufacturing dieless drawn tubes with high corrosion resistance,both high temperature and low temperature(<375°C,or>450°C)are proposed.
5.Conclusion
Dieless drawing is an effective method to fabricate Mg alloy microtubes because a large reduction in area can be acquired in a single pass.For the better application of dieless drawing,in this work,the microstructure and performance of the dieless drawn tubes were examined.The results show that dieless drawn tubes have outstanding mechanical and corrosion performance,which are promising in the clinical application of Mg alloy stents for cardiovascular disease.The following conclusions were made:
(1)Temperature and speed are two important factors that determine the grain size of dieless drawn tubes.By increasing speed or decreasing temperature,fin grains of the dieless drawn tubes can be acquired.Also twins inside grains are also a characteristic feature of dieless drawn tubes.Based on the shape and distribution of twins,three types of microstructure were identified(1)TM:most grains are twinned,which is suspected to be related to a twin induced DRX process.(2)NM:grains are completely twin-free,which is suspected to be related to the continuous DRX process.(3)TNM:only a few number of twins can be found inside grains,usually found at temperature>400°C.
(2)The dieless drawn tubes show outstanding mechanical properties:proof stress,135-180MPa;UTS,200-250MPa;elongation,8-12%.The stress-strain curves show that the twins generated during the dieless drawing process can split the grain leading to a Hall-Petch law,but do not affect the strain-hardening behavior.Grain refinemen is an effective way to increase the elongation,0.2% proof stress,and ultimate tensile strength;
(3)Dieless drawn tubes processed at some conditions show a good corrosion performance.The corrosion rates calculated from weight loss of dieless drawn tubes fabricated at 350,375 and 475 °C(V=1.0mm/s)are around 30mm/y in 0.9 wt%NaCl solution.Dieless drawn tubes with refine grains or fewer twins can alleviate local corrosion of dieless drawn tubes,suggesting the reliability of the dieless drawn tubes against corrosion;
(4)To manufacture the dieless drawn tubes with outstanding mechanical properties and high corrosion resistance,low temperature(<350 °C)is proposed to acquire the fin grain microstructure.
Acknowledgments
This study was supported by JSTP KAKENHI Grant Number 19H02476 and JKA and its promotion funds from KEIRIN RACE.Peihua Du thanks China Scholarship Council for the award of fellowship and funding(No.201707040058).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fiber
- Predicting and controlling interfacial microstructure of magnesium/aluminum bimetallic structures for improved interfacial bonding
- Plasma electrolytic oxidation of AZ31 and AZ91 magnesium alloys:Comparison of coatings formation mechanism
- Effects of annealing treatment on microstructure and tensile behavior of the Mg-Zn-Y-Nd alloy
- Comparisons of microstructure homogeneity,texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion
- Effect of Y addition on microstructure and corrosion behavior of extruded Mg-Zn-Nd-Zr alloy