The effect of severe plastic deformation on the Mg properties after CEC deformation
2020-12-18SukowskiJnoskBoczklChulistMroczkowski
B.Sułkowski,M.Jnosk,G.Boczkl,R.Chulist,M.Mroczkowski,P.Płk
a Department of Non-Ferrous Metals Engineering,Faculty of Non-Ferrous Metals,AGH University of Science and Technology,30 Mickiewicza Av.,Krakow30-059,Poland
b Institute of Metallurgy and Materials Science,Polish Academy of Sciences,25 Reymonta St.,Krakow 30-059,Poland
Received 15 November 2019;received in revised form 27 March 2020;accepted 23 April 2020 Available online 30 June 2020
Abstract In this study,the effect of severe plastic deformation on the Mg grain refinemen and recovery mechanism was investigated.Technical pure magnesium was deformed at room temperature by cycling extrusion-compression(CEC)process up to large deformation.Several steps of deformation have been used by applying 1,2 and 4 passes of CEC giving a total effective plastic strain ofε=3.1.Mechanical and structural properties of Mg in initial state and the states after successive steps of deformation were investigated.The mechanical properties were determined by microhardness and compression tests at room temperature.The structural investigations involved light microscope observations,electron back scattered diffraction and texture measurements by X-ray diffraction.It was found that the CEC process refine the grain size down to 6.4μm and reduces strong rolling texture components.However,only the firs two passes had a strong effect on mechanical properties while a larger number of CEC cycles(above 4)led to failure of the samples with a small effect on hardness.This observation correlates with texture evolution indicating a more random orientation distribution that slows down the typical for hcp metals rapid work hardening.It was found that the CEC process activated twin dynamic recrystallization in deformed Mg.This process led to the formation of new randomly oriented grains inside the twinned areas and as a consequence it reduced the strong rolling texture components.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Magnesium;Cyclic extrusion compression;Texture;Microhardness.
1.Introduction
Light metals,such as magnesium,are increasingly used in many industries of many sectors.Due to its lightness and good mechanical properties magnesium is used in the aerospace industry,as enclosures for electronic equipment and everyday devices[1,2].Magnesium is a hexagonal metal in which deformation may occur by slip,twinning and even multiple twinning[3-6].However,large differences in critical resolved shear stresses for different slip systems make the deformation of magnesium very difficul[1-8].Therefore,traditional methods like rolling or extrusion at room temperature lead to failure of magnesium and its alloys[3,5].Hence,magnesium alloys are deformed at higher temperatures,but in this case,recovery and dynamic recrystallization processes are taking place reducing hardening effects of deformation[9-12].On the other hand,sever plastic deformation(SPD)methods such as high pressure torsion(HPT),equal-channel angular pressing(ECAP)or hydrostatic extrusion(HE)are good candidates for processing of magnesium alloys at room temperatures[13-16].One of the very promising SPD methods for processing of metallic materials is cyclic extrusion and compression(CEC)[17-19].In the CEC method the sample is placed in a chamber with a diameter D.However,the chamber has a neck in the middle with a smaller diameter d.The sample is then pushed through the chamber experiencing deformation because of the narrowing of the chamber.Therefore,due to dimension reduction by the neck at the frst step the sample is extruded and then the sample is compressed because of the anti-force ram,as it is shown in Fig.1.
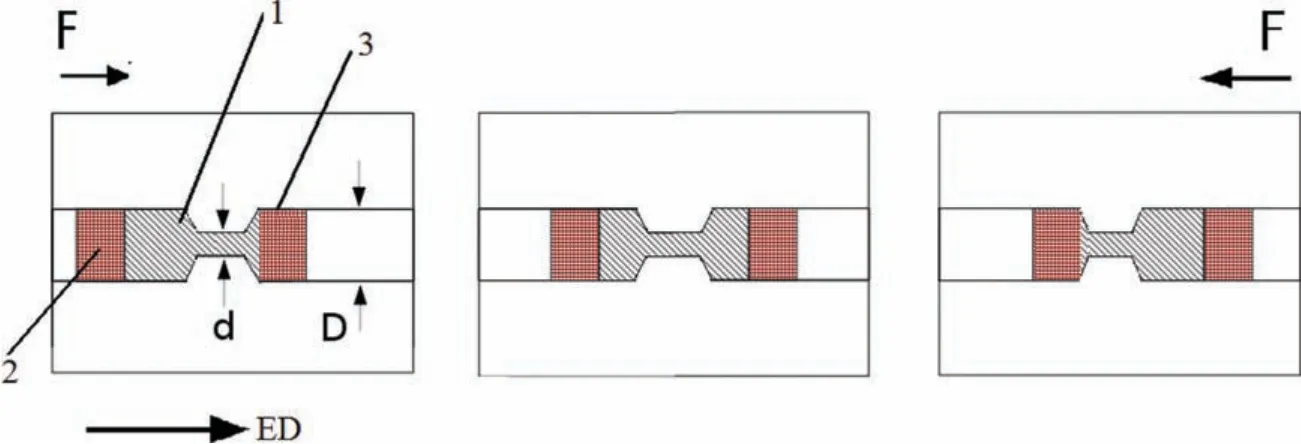
Fig.1.The schematic sketch of CEC process,(1)sample,(2)left ram,(3)right ram.
The advantage of the CEC process is a huge deformation which can be applied in one pass depending on the D/d ratio.Another advantage is a strong grain refinemen and the effect of hydrostatic pressure which acts against failure allowing to process many hard materials such as hexagonal metals at room temperature[17].
It was shown that CEC process can significantl reduce grain size,improve homogeneity and increase mechanical properties of magnesium alloys[20,21].For example,in AM60B alloy yield strength was increased almost four times after 4 passes of the CEC process[20].However,there exists a critical number of passes(usually four)and a minimum grain size beyond which the subsequent passes do not have neither any noticeable grain refinin nor strong hardening effects[20,21].For example,in AM60B alloy after completing the four passes of CEC,a strong recrystallization takes place which controls the homogeneity and grain size of the material[20].However,the nature of this process is still unknown because typically CEC is conducted at ambient temperature which does not trigger softening processes.These processes need a high temperature to active dislocation and grain boundary motion in neighboring grains.Moreover,recrystallization temperature depends on alloying elements which along with a high degree of deformation of CEC may complicate the interpretation of results.Therefore,in the present study the CEC method was applied to technical pure magnesium(99,8%Mg)in order to study the fundamental mechanism of recrystallization and to better understand the mechanisms which limit the grain size reduction and hardening effects.
2.Experimental procedure
Technical pure magnesium(99.8 wt%)was used in this study.Initial material was an extruded rod with a diameter of 10mm.From the 45mm long rod smaller specimens were cut.The specimens were then processed by CEC.Deformation was carried out with a 5-cylinder hydraulic press at the room temperature.In the middle of the press a special two-sided die was placed with a diameter of 10mm at one end and 8mm on the other end.The tool elements consisted of two containers and two working stamps were arranged horizontally that allowed to realize very large deformations by cyclic,and reverse motion of the working stamps[19].In each cycle a double plastic deformation occurs:firs associated with reduction of diameter from initial dimension to the size of the 8mm die hole(concurrent extrusion)and then with increase of diameter from the dimension of the die hole to the initial 10mm dimension(see Fig.1).In this way,excellent plastic deformation conditions are achieved,allowing a continuous change of microstructure and mechanical properties with maintaining the same dimensions of the material.The CEC machine enables exerting very high levels of cold plastic deformation,which in the presence of high hydrostatic pressure causes a significan grain fragmentation of the processed materials.The specimens were processed by 1,2 and 4 passes giving the total deformation of 0.45,1.3,3.1 respectively.
For hardness tests,samples were cut using a cutter machine and were then subjected to grinding and polishing.Sandpapers 600,800,1500 and 2000-grade were used for grinding and a wool cloth with diamond paste was used to polish the samples.The hardness was measured using Vickers hardness tester(Schimadzu-Japan)using a load of 1.961N for a dwelling time of 10s,and 6(on the edge)to 10(in the center of sample)indentations were conducted.Work hardening characteristics were obtained during compression tests at room temperature at a shear strain rate of 10−3s−1.Rectangular shape samples of 3mm×3mm×6mm were deformed up to the start of bending.For all samples compression direction(CD)was parallel to the ED.
Samples for structural investigations,after fina polishing on wool cloth,were subjected for etching by immersing for 3-5s in picric acid solution.For the EBSD measurements the samples were electropolished with 8% perchloric acid with ethanol at 0°C at 15V for 5s.The analyses of the interface morphology were carried out employing a high resolution SEM(FEI Quanta 3D)equipped with the EDAX EBDS system.
Texture measurements were performed for each sample before and after each pass of the CEC process.The{0002},{10-10},{11-20}and{10-11}pole figure were measured by Discovery 8 X-ray equipment.After the measurements the pole figure were recalculated by MTEX software to obtain pole figure and orientation distribution function(ODF)data.
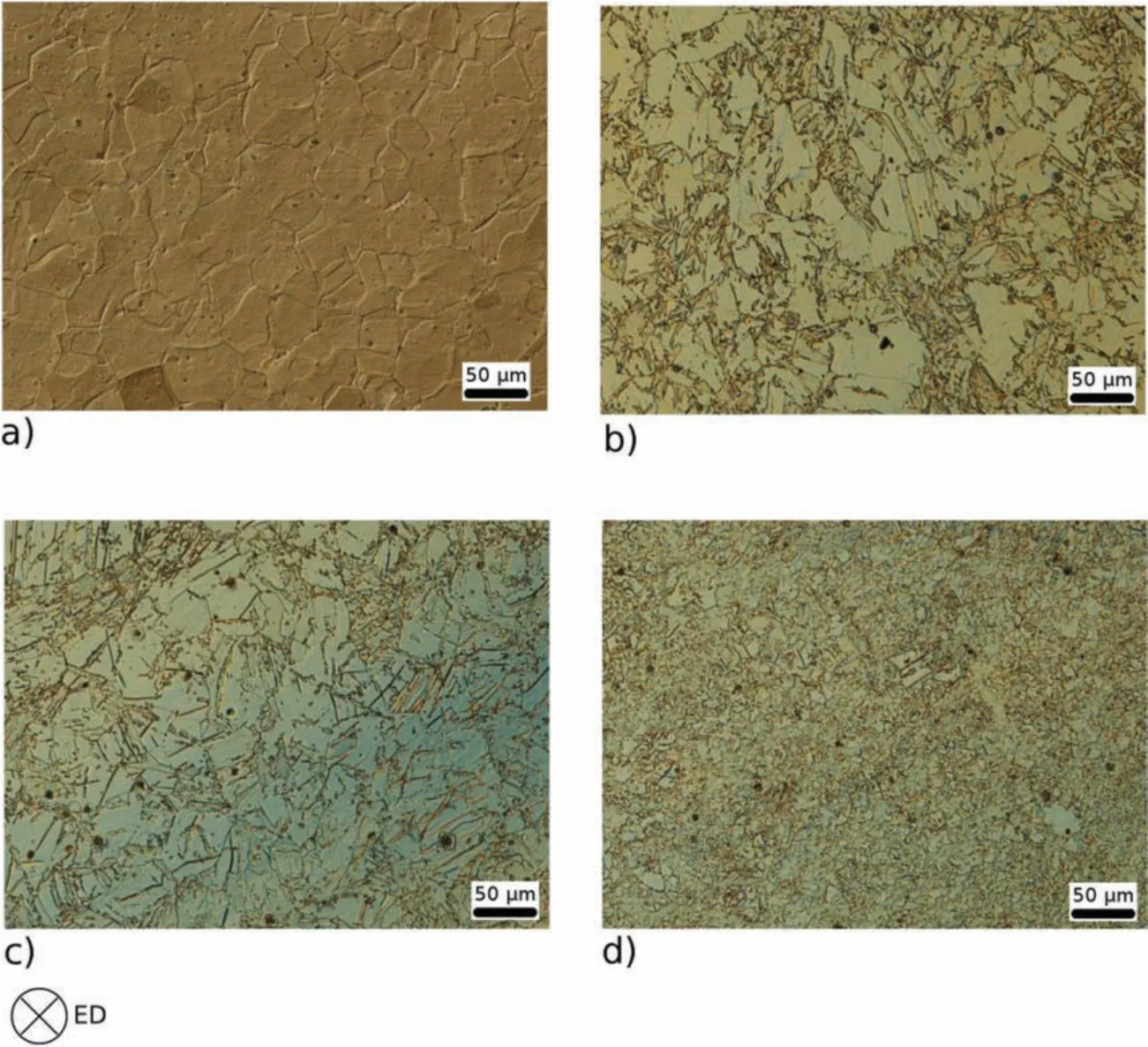
Fig.2.Microstructure of Mg,initial sample(a),after 1 pass of CEC(b),after 2 passes of CEC(c)and 4 passes(d).
3.Results
Fig.2 shows an initial microstructure and that after 1,2 and 4 passes.Further CEC passes led to cracking,therefore they are not considered in this study.From the Fig.2 it can be seen that the initial sample has a grain size of around 26μm.Samples after 1 pass and 2 passes of CEC exhibit smaller grain size down to 14μm and 13μm,respectively.
However,this is an average size coming from a mix of small(about 1μm),and large grains(20μm).A very different situation is observed for the sample after 4 passes of CEC(Fig.2d).The average grain size for this sample is about 6.4μm.For better illustration Fig.3 shows corresponding EBSD maps for all samples.
From Fig.3 it is seen that in the initial sample grains have orientation with c-axis perpendicular to ED(blue and green colors).However,after 1 pass of CEC a lot of grains reorient having orientation close to[0001](red color).Nevertheless,there are still grains with c-axis parallel to ED.More uniform structure can be seen in Fig.3 after 2 passes of deformation.In this case the majority of grains exhibits orientation with the[0001]direction parallel to ED(red color).However,after 4 passes a very large amount of small grains with orientations from the middle of the standard triangle(yellow,light blue and green colors)can be observed.The newly formed grains do not appear randomly.They are formed inside the elongated areas especially in those places where compression{10-11}twins were previously formed.Some of the compression twins can be still seen in Fig.3 after 4 passes(light blue colored stripes).
Fig.4 demonstrates hardness measurements along with the average grain size(d)calculated for the initial sample and samples after 1 pass,2 passes and 4 passes of CEC using intercept method.
It is clearly demonstrated that after the firs pass of CEC the grain size drops from the initial value about 26μm to 14μm and the hardness increased from 32 HV to 40 HV.However,during further processing by CEC the hardness does not increase despite the fact that the grain size was reduced down to 6.4μm after 4 passes of CEC process.
Fig.5a shows work hardening characteristics for compression tests taken at room temperature for initial sample as well as for samples after 1,2 and 4 passes of the CEC process.The yield point as a function of number of CEC cycles is shown in Fig.5b.It is seen that the most effective hardening effect is observed after firs two passes.The yield point for the initial sample was 42MPa.It increased up to 106MPa,142MPa and 160MPa for 1 pass,2 passes and 4 passes,respectively which correlates very well with the evolution of grain size and hardness.The mechanical properties and the average grain size after each subsequent pass are summarized in Table 1.
The texture results are shown in Fig.6,where pole figure{0002},{10-10}are presented along with ODF sections ofφ2=0° andφ2=30°
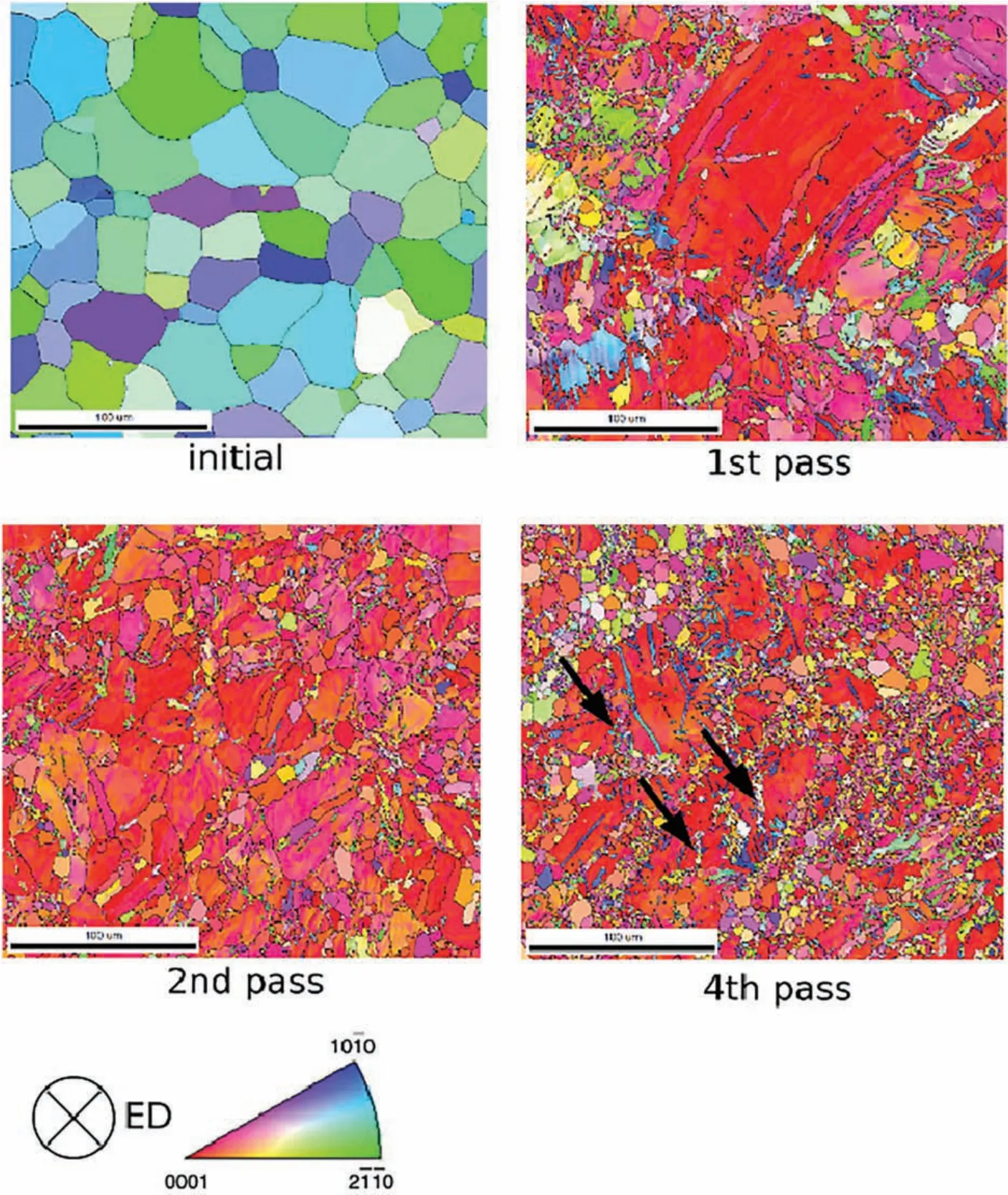
Fig.3.EBSD maps of the Mg samples after 1 pass,2 passes and 4 passes of CEC.The arrows points the regions where TDRX occurred.
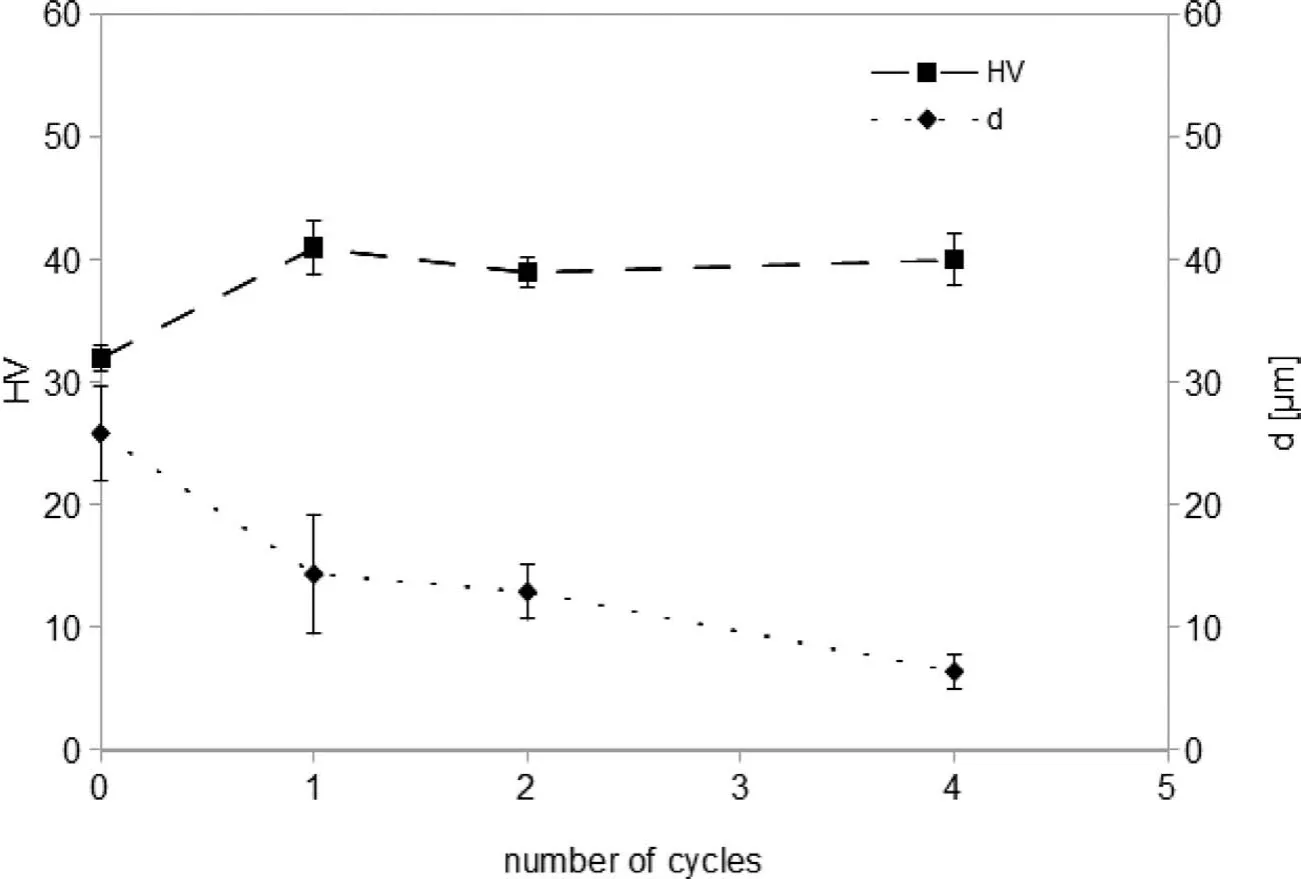
Fig.4.Microhardness and average grain size versus number of cycles for Mg processed by CEC.
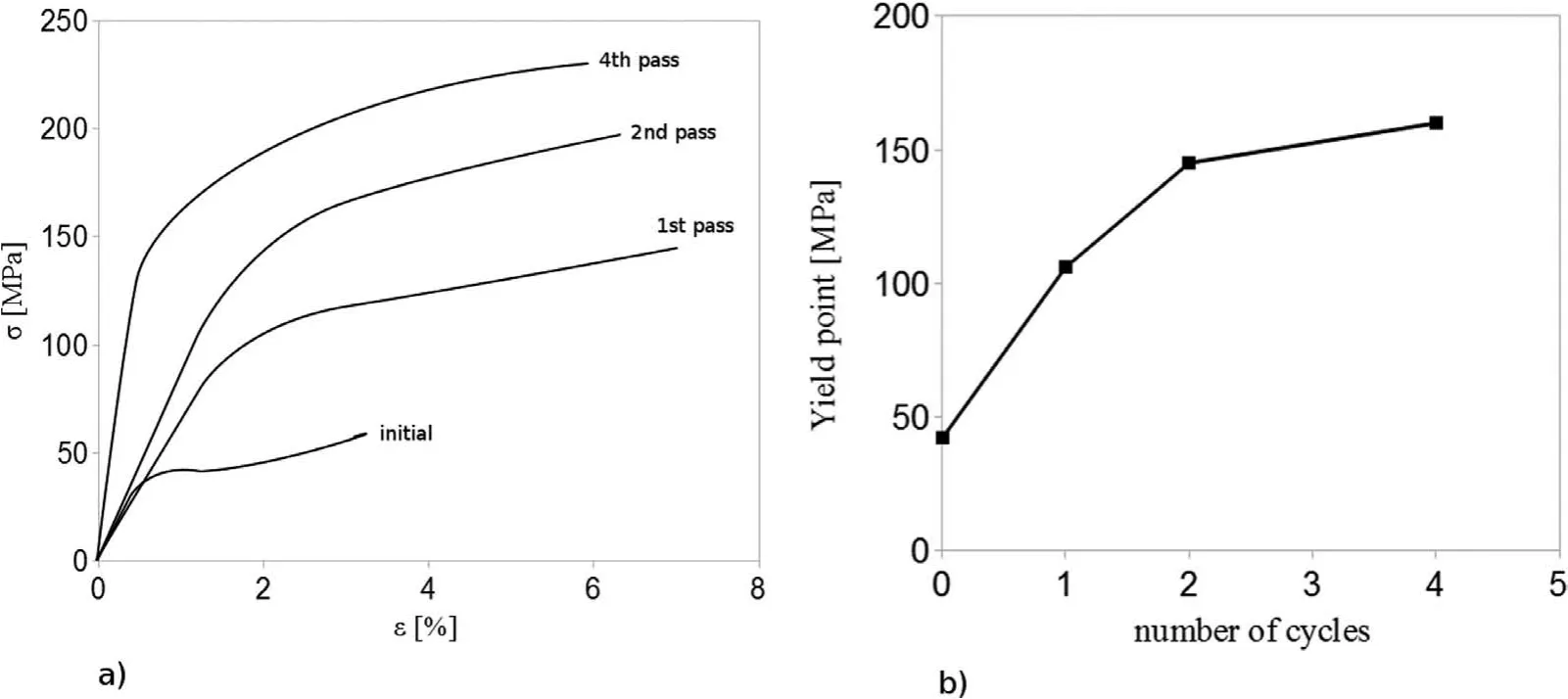
Fig.5.Work hardening curves of Mg processed by CEC(a),evolution of yield point in relation to number of cycles(b).
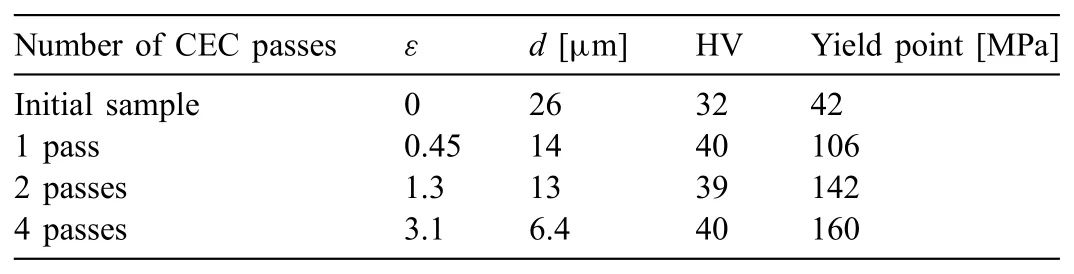
Table 1Summary of the average grain size and the mechanical properties of Mg samples processed by CEC.
The initial texture observed in Fig.6a is a typical extrusion texture.For the initial material a very strong texture component is observed atφ1=0° andφ1=180°,Φ=90° in the ODF sections forφ2=0° andφ2=30° After 1 pass of CEC the texture changes dramatically.The main texture component can be described as a(0001)(or basal)fibe texture(Fig.6b).This kind of texture is observed after rolling of hexagonal metals with the c/a ration equal or greater than 1.633 such as Mg and Zn.On the ODF sections in Fig.6b strong components of texture aroundφ1=30°+1/3π,Φ=0°,φ2=0° andφ1=0°+1/3π,Φ=0°,φ2=30° can be seen.These kind of components are rolling components of hexagonal metals such as magnesium.An interesting effect is observed after 2 passes of CEC what can be seen in Fig.6c where the intensity of the basal fibe component decreases.The main components observed on theφ2=0° andφ2=30° ODF sections in Fig.6c changed compared those seen in Fig.6b.The main rolling components decreased at the expense of new components which appeared atφ1=60°,Φ=0°,φ2=0° andφ1=90°,Φ=0°,φ2=30° This orientation is described as a recrystallization component in hexagonal metals deformed by rolling or extrusion[22].The texture observed in Fig.6d is the texture of the sample after 4 passes of CEC process.The intensity of the main basal component decreased as can be seen in the{0002}pole figur in Fig.6d.Moreover,rolling and recrystallization components cannot be distinguished because onlyφ1=0-360°,Φ=0° inφ2=0° andφ2=30° component is observed and,in addition,soft component appears aroundφ1=180°,Φ=30°,φ2=30°
4.Discussion
In the present study Mg of technical purity(99,8%)was processed at room temperature by one of the SPD method which is CEC.The CEC method appeared to be a good method for grain refinement however,the grain refinemen obtained after 4 passes does not strongly influenc the mechanical properties(see Fig.5).As reported before during processing of Mg to large strains,softening of material can occur[9,23,24].There are several mechanisms which may be responsible for the softening.They depend on temperature,amount of strain and strain rate[9].At low temperatures(such as is room temperature)twin dynamic recrystallization(TDRX)is dominant[9].In this mechanism,frst nucleates form,e.g.by subdivision of primary twin lamella and transversion low-angle boundaries into dislocation walls.The misorientation introduced by dislocations wall compensate the change of glide plane of coherent twin and matrix areas[9,25].A higher number of dislocations in dislocation walls leads to increase of misorientation and finall subdivided areas transform into new grains[26].
The change of texture,observed in Fig.6a and b,from extrusion type texture to rolling fibe type texture is connected with the compression component of the CEC process.In the present study,the initial material had extrude type texture(Fig.4a),where most of the grains are aligned in such a way that their c-axis is perpendicular to the ED.As material leaves the die it is compressed by second ram(see Fig.1).After the firs pass,the texture observed in Fig.6b at ODF sectionφ2=0° exhibits a strong rolling component[27,28].During compression,the orientation of deformed grains rotates such,that the slip plane(in this case basal plane of basal slip system)follows toward compression direction(ED)[29].At the end of the frst pass of CEC,one part of the grains is arranged in such a way that their c-axis are aligned parallel to the ED having the so-called hard orientation with respect to ED.
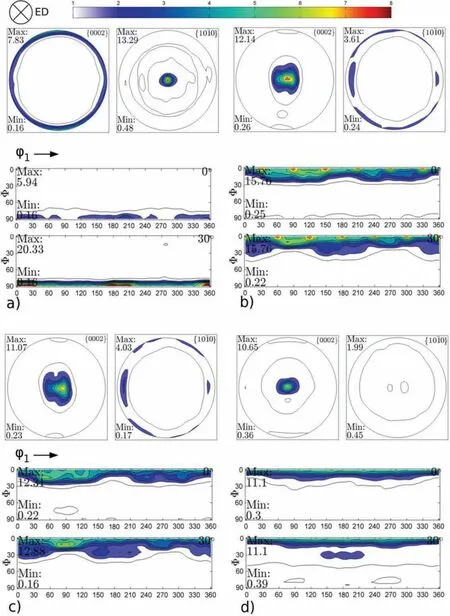
Fig.6.Pole figure{0002}and{10-10}along with ODF sectionsφ2=0° andφ2=30° for the initail sample(a)and samples deformed by CEC in 1 pass(b),2 passes(c)and 4 passes(d).
However,further processing of CEC leads to reduction of texture,what can be observed in Fig.6b-d,where the intensity of the basal texture decreases by random orientation from new grains.This can be explained by the TDRX process taking place during CEC deformation of magnesium after firs pass.The situation between pass 2 and pass 4 during processing Mg in CEC method can be described as fallows.During processing by CEC above 2 passes,in grains having orientation with c-axis parallel to ED(red color in Fig.3){10-11}twinning occurs.These twins are compression twins which dominate deformation process in Mg with hard oriented grains(light blue color in Fig.3 after 4 passes).The new formed twins have the c-axis tilled with respect to ED at about 60° angle[30].These twins can be deformed much more easily by slip than the hard oriented grains because of the favorable Schmid factors of the basal slip.In the subsequent stage,the newly formed twins start the TDRX process in the following way.Basal slip dislocations pile-up in the vicinity of initial twin-grain boundary.Due to the climbing process,dislocations create dislocation walls around boundary.When the dislocation density increases,during deformation,the dislocation walls transform into high-angle grain boundaries and finall new grains are formed[31,32].The compression twins are still visible in Fig.3 where EBSD maps are presented as well as new formed grains around twinned area indicated by the arrows.The aforementioned mechanism is shown schematically in Fig.7.
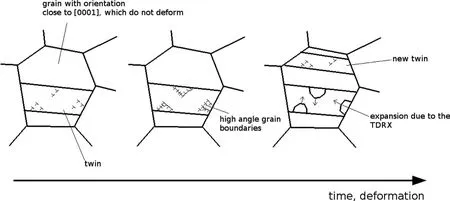
Fig.7.Schema showing of formation new grains and their expansion due to the TDRX process.
The new formed grains have random orientations.However,they have a lower dislocation density and their orientation is rather from the middle of the standard triangle(see Fig.3c,blue and green color).This orientation is much softer than that of the original grains having hard,close to[0001](red)orientation after firs pass of CEC.Finally basal slip can occur easier in the new formed grains.Thus,the structure after 4 passes is much fine then that after 1 pass but no significan hardening effect is observed.
5.Conclusions
1 After 2 and 4 passes of CEC process no further increase of hardness was observed despite the average grain size was decreased.
2 The CEC process has a great impact on the texture of Mg.After 1 pass of CEC texture changed from extrusion type to rolling type texture which is typical for hexagonal metals with c/a equal or greater than 1.633.
3 Further processing by CEC(2 passes)activated twin dynamic recrystallization processes along with twin induced grain growth that changes the main texture components and reduces the total texture intensity.
4 After 4 passes of CEC the process reached its steady state and the texture becomes more random without strong texture components.
5 TDRX process is responsible for formation of new randomly grains inside twinned areas limiting reduction of grain size in further processing by CEC.
Acknowledgment
The project was performed within the activity(11.11.180.653)of the Department of Materials Science and Non-Ferrous Metals Engineering at AGH-UST Krakow,Poland.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fiber
- Predicting and controlling interfacial microstructure of magnesium/aluminum bimetallic structures for improved interfacial bonding
- Plasma electrolytic oxidation of AZ31 and AZ91 magnesium alloys:Comparison of coatings formation mechanism
- Effects of annealing treatment on microstructure and tensile behavior of the Mg-Zn-Y-Nd alloy
- Microstructure and performance of biodegradable magnesium alloy tubes fabricated by local-heating-assisted dieless drawing
- Comparisons of microstructure homogeneity,texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion