硫酸铝预处理对麦草制浆造纸废水脱色效果研究
2020-12-10宋晓乔马传澍任天龙党珂瑄方睿
宋晓乔,马传澍,任天龙,党珂瑄,方睿
(1.西安建筑科技大学华清学院 土木工程学院,陕西 西安 710043;2.西安创业水务有限公司,陕西 西安 710086)
“欲治淮河必先治沙颍河”,沙颍河上中游用麦草制浆造纸的厂子居多,造纸废水是构成其水环境污染的主要来源之一,也是沙颍河上中游重污染行业污染治理的关键。其废水色度大,直接排放对水体造成污染,目前由于草浆造纸废水可生化性普遍较差[1],制浆造纸废水直接采用二级生化法处理效果不好[2-3],探讨常见的混凝剂硫酸铝对麦草浆造纸废水的脱色效果,主要优化的影响因素有:混凝剂的用量、pH值、混凝搅拌强度、助凝剂种类和助凝剂的用量,确定了工艺最佳参数。
1 实验部分
1.1 材料与仪器
水样,取自沙颍河上中游具有代表性的河南许昌某造纸厂麦草制浆造纸厂的污水处理站曝气池中。该水样色度偏深,有恶臭味,含杂质较多,实测pH为6.53,色度(稀释倍数)为160;硫酸铝、阳离子型助凝剂(CPAM)、阴离子型助凝剂(APAM)、非离子型助凝剂(NPAM)、盐酸、硫酸、NaOH均为分析纯。
梅宇MY3000-6智能混凝试验搅拌仪;AB104-N电子天平;UV-2000分光光度计。
1.2 分析方法
采用分光光度法在波长410 nm[4]下测麦草制浆造纸废水的吸光度,确定其脱色率;色度以稀释倍数法测定。
1.3 实验方法
1.3.1 硫酸铝混凝法 采用环境工程单因素法确定各参数的优化值,需测的量为变量,根据参考值设定其他参数。以硫酸铝用量为例:取5个100 mL水样于500 mL的烧杯中,编号1、2、3、4、5、6号,用浓度为10%的NaOH和浓度为10%的稀盐酸调节其pH为7.00。1,2,3,4,5,6 mL的硫酸铝(浓度为 100 g/L),在室温下,以一定的程序于智能混凝试验搅拌仪中进行混凝反应,反应结束后取出沉淀,取其上清液,分别测定吸光度和色度,并将数据记录下来,计算其去除率。具体程序见表1。
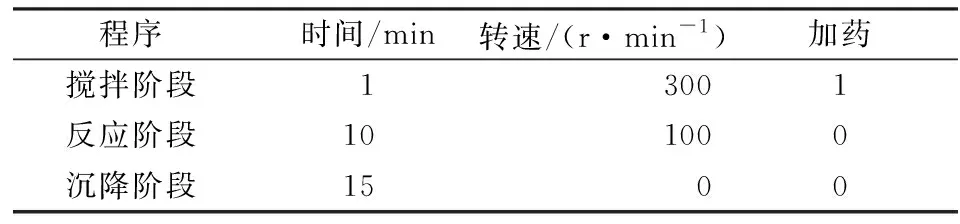
表1 混凝程序-1Table 1 Coagulation procedure-1
1.3.2 臭氧氧化法 取500 mL水样到8个1 000 mL的量筒中,用臭氧发生器(300 mg/h)对水样进行曝气,臭氧反应时间分别为15,20,25,35,45,60,90,120 min,将反应后水样测其吸光度、色度,并将数据记录下来。
2 结果与讨论
2.1 混凝工艺优化
2.1.1 硫酸铝用量的影响 按照1.3.1节实验方法步骤进行,结果见图1。由于硫酸铝用量为1 mL,即1 g/L时其处理效果最佳,为排除实验误差,故再取硫酸铝用量为0.5 mL进行实验。
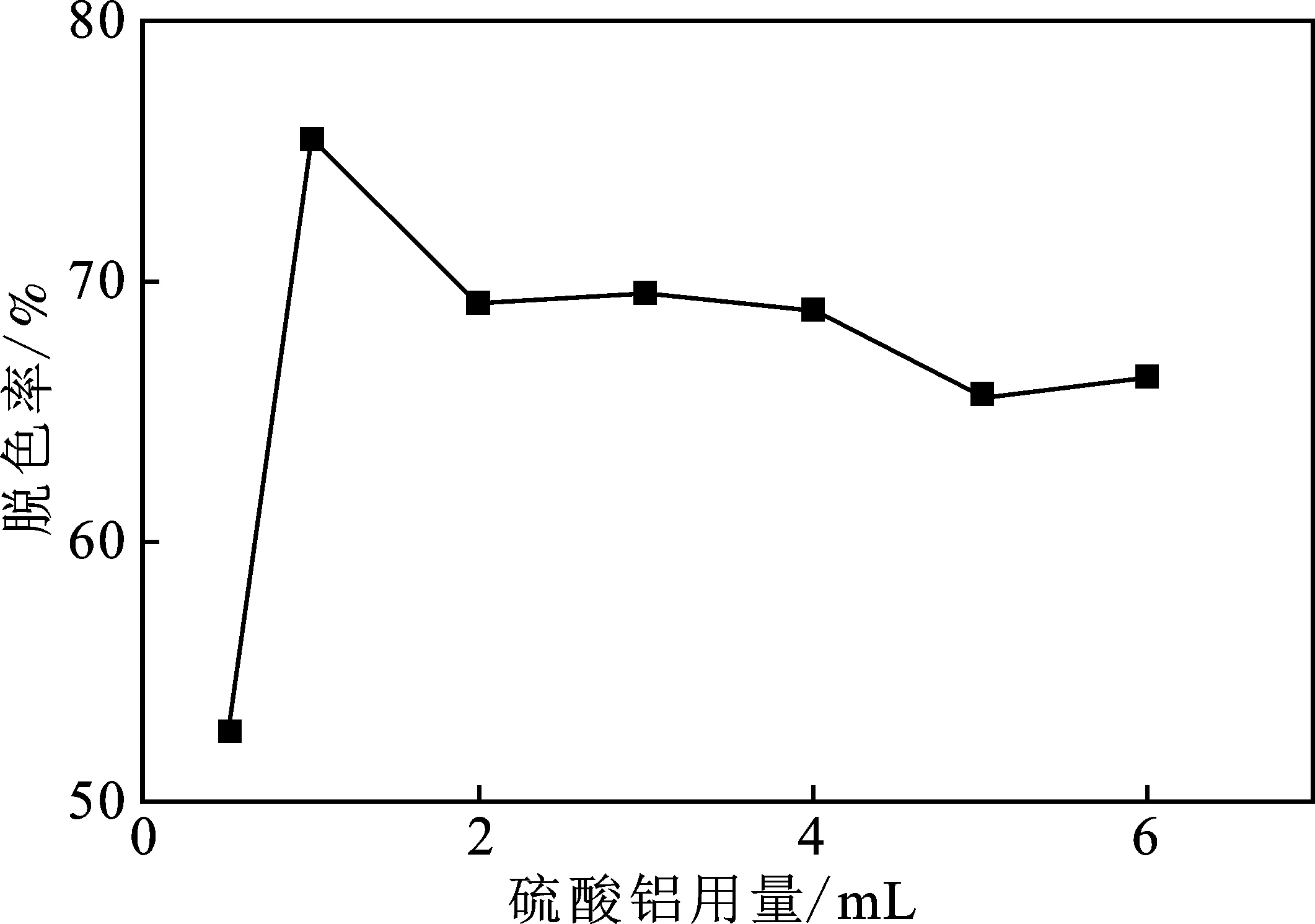
图1 硫酸铝用量对混凝效果的影响Fig.1 Effect on coagulation with Al2(SO4)3 dosage
由图1可知,在一定范围内随着硫酸铝用量的增加,麦草制浆造纸废水脱色率增加,然后随着混凝剂用量的增加,脱色率呈动态平衡,到后期略有降低。硫酸铝用量为1 mL时,造纸废水处理的脱色效果是最佳的。这是由于在混凝剂加入量少时,混凝不充分,而混凝剂用量过多时,过多的混凝剂包围废水中微粒,致使该微粒失去与其他微粒结合的机会,从而达到另一种稳定状态,不易凝聚,因此混凝效果变差,以致逐渐趋于平衡[5-6]。由于硫酸铝用量为0.5 mL时处理效果明显比硫酸铝用量为1 mL时的处理效果差,因此综合经济技术指标对比,最终确定硫酸铝的最佳用量为1 mL,即1 g/L。
2.1.2 pH值的影响 先取5个500 mL烧杯,pH值按从1~5的顺序调节到4.0,5.5,7.0,8.5,10.0,其硫酸铝(浓度为10%)用量为1 mL,其余条件同1.3.1节步骤,结果见图2。
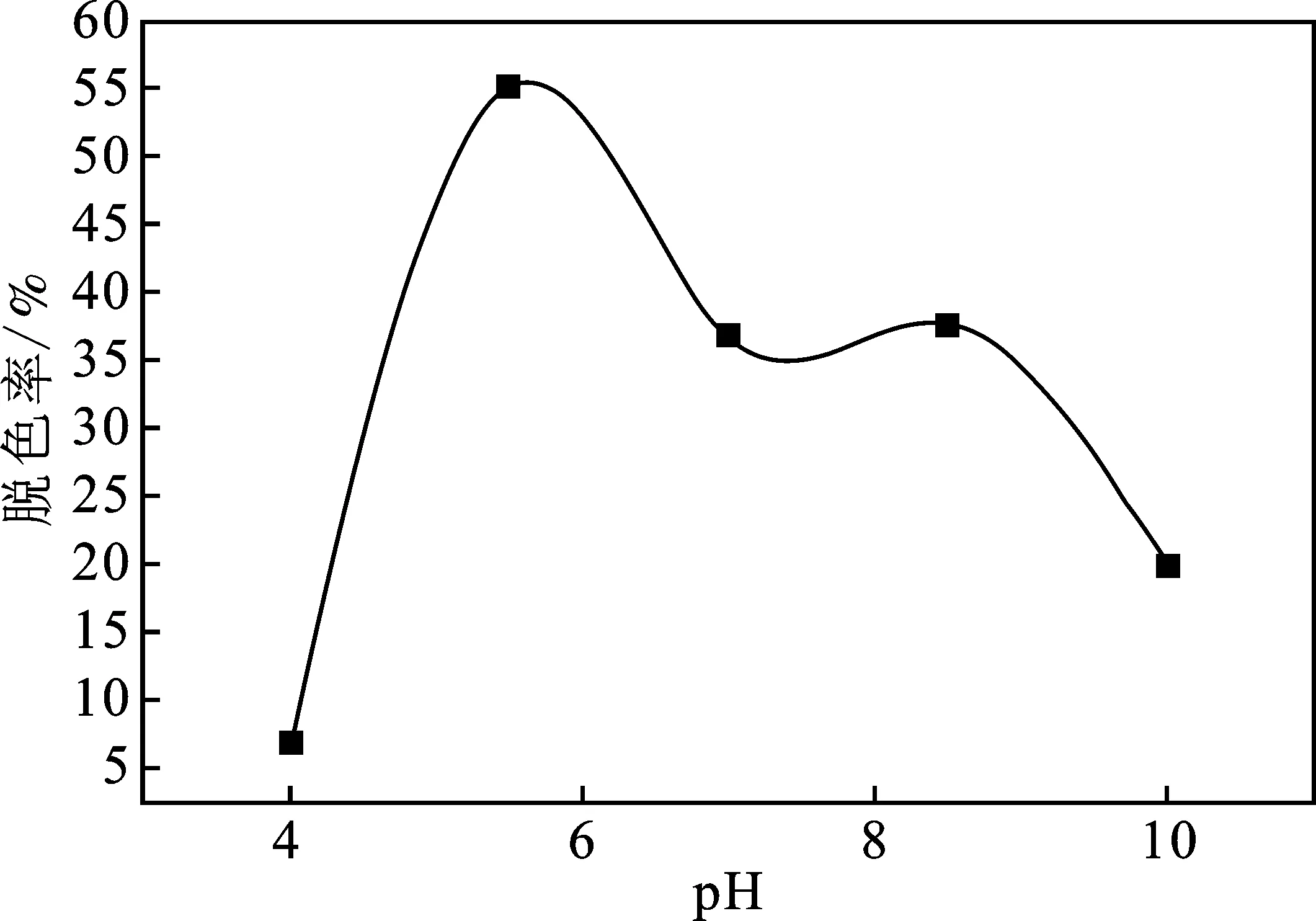
图2 pH值对硫酸铝混凝效果的影响Fig.2 Effect on Al2(SO4)3 coagulation with pH
由图2可知,随着水样pH值的增大,造纸废水处理的效果呈波动式现象,脱色率出现两个波峰,硫酸铝混凝在pH值为5.5~6时的脱色效果好,Al3+在最佳pH值范围内会水解成单核及多核羟基络离子,其具有电中和能力,能吸附微粒以压缩双电层,从而使微粒脱稳,混凝效果较好[5]。而造纸废水出水要求为6~9,如果选择pH<6,处理之后还需要再加药品调节,而由图中可以看出5.5~6之间的脱色率相差不大。因此,综合考虑确定硫酸铝混凝时的最优pH值为6.0。
2.1.3 混凝转速的影响 6组水样,pH调节到6.0,硫酸铝(浓度为10%)的用量为1 mL。混凝程序中反应阶段的转速按烧杯标号从1~6依次为80,90,100,110,120,130 r/min进行实验,其余条件同1.3.1节步骤,结果见图3。
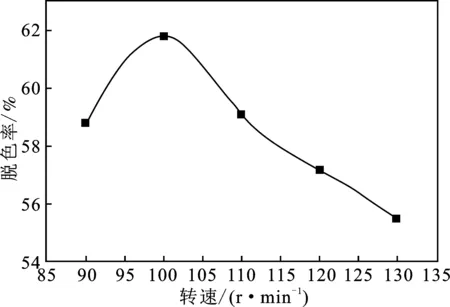
图3 不同转速对硫酸铝混凝效果的影响Fig.3 Effect on Al2(SO4)3 coagulation with speeds
由图3可知,麦草制浆造纸废水处理效果呈倒U型,转速为100 r/min时的造纸废水的脱色率最佳。转速过高时易使絮体碎裂,导致混凝形成的矾花沉降速度减慢,出水的效果变差;而转速过低时则反应不充分,混凝时产生的矾花或絮体少而影响处理的效果。因此,确定硫酸铝混凝法的最佳转速为100 r/min。
2.1.4 PAM(助凝剂)种类的影响 2个500 mL烧杯,从1~3分别加入NPAM、APAM和CPAM,其中硫酸铝的用量为1 mL,助凝剂用量为1 mL,pH为6.0,混凝程序见表2,其余条件同1.3.1节步骤,结果见表3。
表2 混凝程序-2Table 2 Coagulation procedure-2
表3 不同种类助凝剂对硫酸铝混凝实验效果的影响Table 3 Effect on different coagulant types onAl2(SO4)3 coagulation test
投加助凝剂可以提高有机物去除率[7]。由表3可知,在硫酸铝混凝的优化条件下,添加不同种类助凝剂(用量相同)处理麦草制浆造纸废水,CPAM的脱色率效果最好。因此,确定在硫酸铝的混凝选用阳离子型助凝剂。
2.1.5 CPAM用量的影响 4个500 mL烧杯按标号从1~4依次加0.5,1,2,3 mL的CPAM(0.5%),其中硫酸铝的用量为1 mL,pH为6.0,混凝程序见表2,其余条件同1.3.1节步骤,结果见图4。
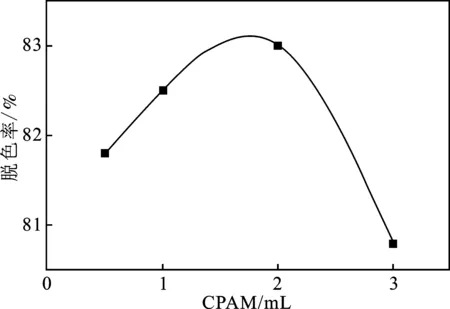
图4 CPAM用量对混凝效果的影响Fig.4 Effect on Al2(SO4)3 coagulation with CPAM dosage
由图4可知,随着CPAM(阳离子)用量的增加,脱色率曲线的趋势呈抛物线,先增加后减小。CPAM从1 mL增加到1.75 mL中,絮聚体体积明显增大,沉降速度明显加快。综合考虑经济技术指标,因此确定硫酸铝混凝的最佳助凝剂(阳)的用量为1.75 mL,即0.087 5 g/L,此时脱色率为83.2%。
2.2 臭氧对麦草制浆造纸废水处理效果
步骤见1.3.2节,结果见图5。
由图5可知,随着臭氧用量的增加,脱色率不断地增加,后趋于动态平衡,而CODCr去除率呈波动式现象,最后也趋于动态平衡。经综合考虑,当臭氧通入时间为90 min(即用量为450 mg/L)时,其处理效果较好。因此,确定在臭氧法处理造纸废水工艺中最佳臭氧用量为450 mg/L。实验结果表明,O3对CODCr、BOD5去除效果不明显,而对木素去除效果明显。这是由于臭氧作氧化剂来分解废水中的有机物时,对纤维素、木素的氧化没有选择性,在反应中O3作为两性离子参加反应,能选择分解发色基团。造纸废水的主要致色物质为木质素及其衍生物,而臭氧能有效地降解木质素,脱色效果非常明显。故臭氧的脱色效果较为明显。
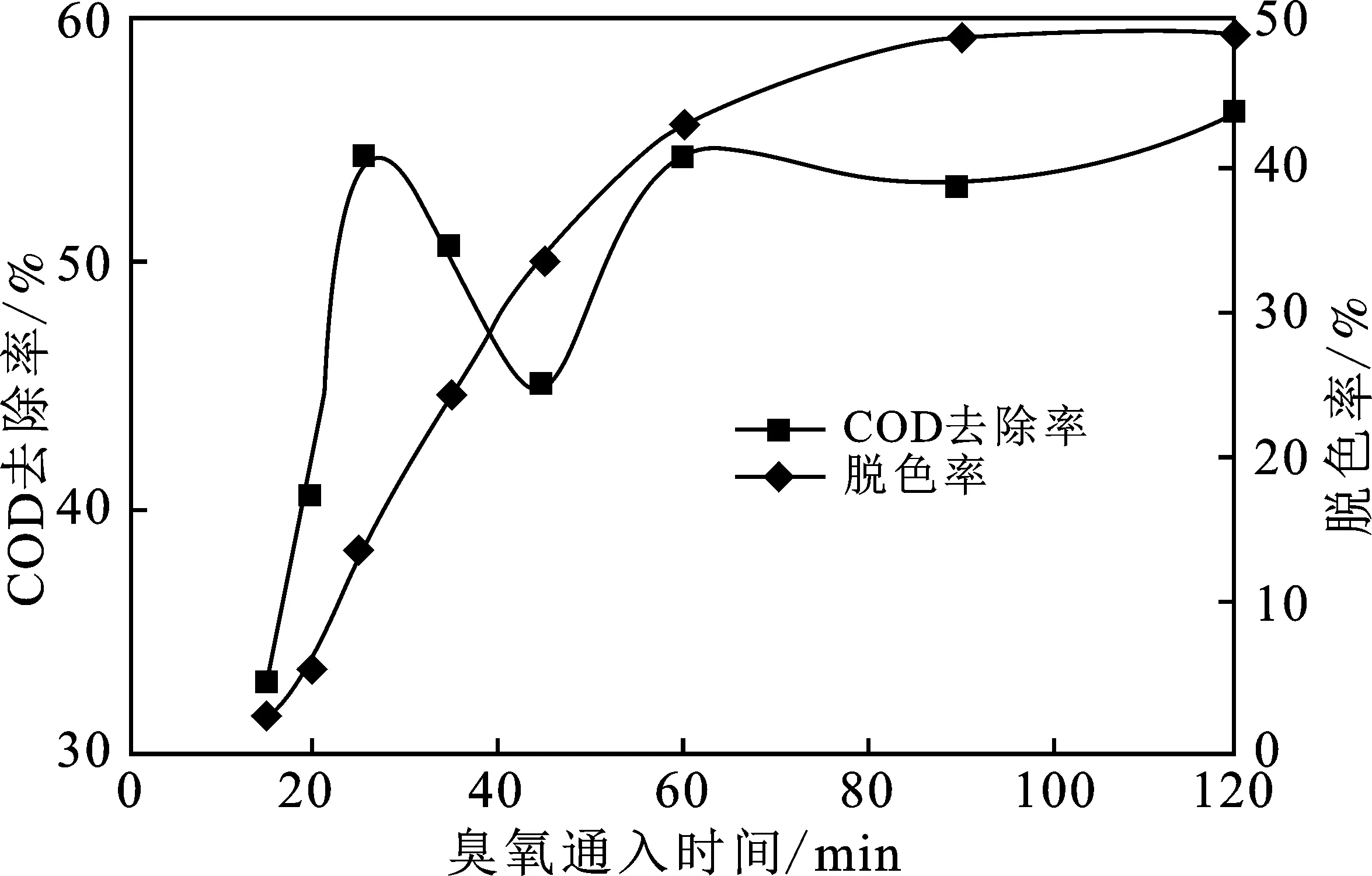
图5 臭氧用量对废水处理效果的影响Fig.5 Effect on wastewater treatment with dosage of O3
3 结论
通过对混凝剂用量、pH值、转速、助凝剂种类和助凝剂的用量的影响因素进行优化后,最佳参数如下:硫酸铝用量为1 g/L,pH值为6.0,混凝转速为100 r/min,助凝剂种类为CPAM,CPAM用量为0.087 5 g/L,其脱色效果显著,脱色率为83.2%。而臭氧脱色率为49.1%,硫酸铝脱色效果比臭氧脱色效果强1.7倍。
