智能锻造系统的研究现状及发展趋势
2020-12-08徐文臣徐佳炜卞绍顺陈伟浩邓磊单德彬
徐文臣,徐佳炜,卞绍顺,陈伟浩,邓磊,单德彬
(1.哈尔滨工业大学 金属精密热加工国家级重点实验室,哈尔滨 150001;2.连云港杰瑞自动化有限公司,江苏 连云港 222006;3.华中科技大学 材料成形与模具技术国家重点实验室,武汉 430074)
近年来我国制造业发展迅速,目前产值已经超过美国和德国,居世界第一,然而,自主核心技术与装备的缺乏,导致我国制造业仍处于大而不强的状态[1—2]。纵观全球,机器学习、大数据分析以及机器人的普及应用,掀起了新一轮的产业革命浪潮,推动了制造业向智能化和信息化发展。在这样的智能浪潮下,各个国家都将智能制造列为发展重点,美国2011 年提出了“Advanced Manufacturing Partnership Plan”(先进制造联盟计划)的战略,而德国也于2013 年正式提出了工业4.0 战略[3]。中国作为制造大国,急需进一步做大做强制造业,摆脱低端制造的困境,抓住这次智能产业革命的机遇,对提升我国制造业的智能化水平具有重要意义[4]。特别是锻造行业作为我国制造业的重要组成部分,目前在锻件产量上已跃居世界第一,但是仍然以人工锻造为主,与欧洲、美国和日本等发达国家存在较大差距。随着我国由制造大国向制造强国的方向转变,迫切需要对传统的锻造技术与装备进行升级换代,推动锻造行业向自动化、数字化和智能化的方向发展[5]。
锻造行业由于生产环境恶劣、危险性高、劳动强度大等问题,并面临劳动力成本激增的压力,通过使用机器人来代替高温环境下的人工操作,完成连续的上料、锻造、翻转和搬运等危险性高和劳动强度大的工作,是实现智能锻造技术的基础[6]。在智能锻造过程中,使用机器人进行锻件抓取可能会导致设备之间的干涉,以及由于工序设置不当,造成锻件热量散失的问题,因此需在锻件生产之前对机器人、压力机以及传输机构的运动进行时序规划。通过优化机器人运动路径以及各设备的运动速度,可实现锻件高效稳定的生产[7]。智能锻造产线启动以后,需实时记录产线数据,例如坯料温度、模具温度、成形吨位、模具速度以及锻件尺寸等工艺参数,并对采集到的数据进行实时分析,判断产线处于的状态并触发相应状态的事件[8]。智能锻造技术不仅包含锻件锻造过程的智能管控,也包括了新锻件的工艺开发。通过使用CAPP(Computer aided process planning,计算机辅助工艺设计)系统快速开发锻造工艺,有利于实现设计工艺文件的规范标准化,提高工艺设计的效率,并保证产品质量的可靠性[9]。
事实上,机器人自动化锻造生产线是智能锻造的初级阶段,而在自动化锻造生产线上如何实现产线数据实时分析及新工艺推理,则需要开发面向未来的智能锻造系统。总体来看,智能锻造系统可分为4 个模块,包括机器人自动化生产线及集成控制系统、多机器人协作优化系统、锻造产线实时数据存储及分析系统和新锻件工艺快速开发系统,4 个模块之间相互交叉和关联。文中总结了这4 个模块的最新研究成果和应用情况,并简要分析了智能锻造存在的问题及解决思路。
1 机器人自动化生产线及集成控制系统
当前的工业发展,智能化已经是必由之路,而实现智能化的前提必然有自动化的应用需求,工业机器人作为自动化产线的重要装备,一直备受关注[10]。对于工业机器人的研究,大致可分为3 个阶段[11]。
第一阶段是关于工业机器人的运动学以及机械结构性能的研究。机器人的运动学主要研究机器人位置正解和位置逆解。位置正解是通过计算机器人每个坐标轴的变化,从而确定其运动的最终位置,而位置逆解则是定好其运动的最终位置,逆向求解所需坐标轴的变化。由于逆向求解可能性较多,难以找到适当的解,为了解决这一难题,学者们提出了空间多自由度多环并联机构学这一理论,制造了并联机器人[12—13]。第二阶段是为机器人增加了外部感知能力,这种外部感知力的实现主要凭借传感器。第三阶段是机器人的智能化,通过多个不同类型的传感器集成,能够完成对周边环境比较完整的感知,从而辅助系统进行智能判断与决策,例如,利用视觉传感器和超声波传感器进行自动识别并抓取锻件[14]。
在国外,工业机器人应用已经较为成熟,比较著名的公司有日本的FANUC、YASKAWA,瑞典的ABB以及德国的KUKA 等[15]。国内工业机器人研究起步较晚,很多核心零部件以及操控系统目前大多依赖国外进口。对于锻造行业,由于其工作环境恶劣,机器人会受到锻造生产环境中压力机的循环振动和锻造过程中冲击碰撞等阶跃/交变外载荷作用,这对机器人的稳定性和可靠性提出了挑战。不仅如此,由于锻件种类复杂,锻件温度较高,机器人末端夹持机构需实现高温下长轴类、盘饼类、枝芽类等异形锻件的空间定位与夹持,满足锻造机器人在其作业空间内的灵活操作要求。济南大学针对热加工过程中机器人的热防护问题,利用ANSYS 软件对机器人进行温度场分析,精准确定了需要防护的零件并设计了隔热结构。在面对夹持端的热变形问题上,挑选Q235 作为夹持器骨架并利用有限元分析优化了夹持器的设计,图1为其热加工搬运机器人的三维造型图[16]。沈阳新松机器人自动化股份有限公司针对曲轴自动化锻造生产线中的机器人夹持器进行了设计,在考虑了工件的温度后选用耐热不锈钢制作钳口与工件接触部分,由于曲轴带有飞边,通过V 型结构完成锻件抓取[17]。
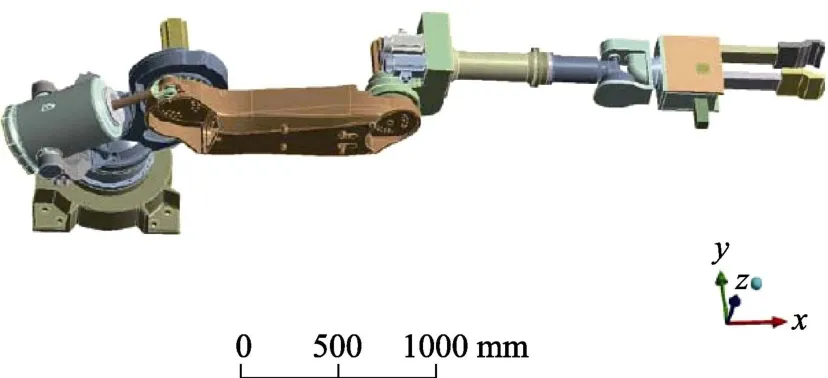
图1 热加工搬运机器人三维造型[16]Fig.1 Three-dimensional model of robot for handling hot forgings
对于大多数锻件,基本都是多工步的,例如轮毂锻件工序多为镦粗、预锻、终锻、冲孔和切边,而连杆锻件工序多为辊锻、预锻、终锻、冲孔、切边和精整,此时已不再是一台机器人和一台压力机的配合,而是多台机器人与多台压力机的协同工作,这对锻造产线的集成控制系统提出了很高的要求[18—20]。通过使用虚拟仿真技术,建立多个机器人与设备的实体模型,调试编写的集成控制软件是否存在问题,是现在一种非常高效便捷的措施[21]。北京科技大学和北京机电研究所合作,完成了曲轴智能锻造产线的搭建,实现了曲轴锻造的质量智能控制[22]。潍柴动力股份有限公司将多个工业机器人和热模锻压力机串联起来,完成了连杆从辊锻到校形的所有锻造工步[23]。连云港杰瑞自动化有限公司和哈尔滨工业大学等单位合作,针对轮毂和连杆两种锻件分别设计了串联产线和并联产线,如图2 和图3 所示。轮毂生产线由于各工序生产节拍较接近,设计了串联生产线以确保各工序时序匹配,效率最高。连杆生产线由于辊锻制坯节拍快,为了和后续工序匹配,设计了并联产线加快生产节拍。此外,当连杆产能增加时并联生产线可以充分发挥其作用,也可通过关闭生产线的并联功能来降低产能以适应订单变化。
机器人自动化产线集成控制系统相对于其他3个模块,是最接近锻造执行端的模块,它将计划层和执行端紧密集合到了一块。集成控制系统一方面将从新锻件工艺快速开发系统和多机器人协作优化系统获得的锻件工艺参数作为指令下达给产线设备,另外又实时监视底层设备信息,将采集到的产线数据经处理后提交给锻造产线实时数据存储及分析系统和多机器人协作优化系统,以触发新事件[24]。
2 多机器人协作优化系统
在智能锻造产线中,由于锻件通常为多工步锻造,必然需要多台机器人进行相互配合,但多机器人系统容易产生节拍冲突问题。当发生冲突问题,轻则减慢生产节拍,重则导致设备受损、系统崩溃。通常解决冲突的办法主要包括3 种[25]:第一种是调整速率法,就是当发生冲突时,调整机器人间的相对速度甚至暂停某一机器人运动;第二种是调度控制法,就是预先考虑可能产生冲突的原因,然后针对这些原因设计出合理的结构和通信方式来防止发生冲突;第三种是交通规则法,就是在路径上设置规则,让所有机器人遵守这些规则,从而避免冲突的产生。

图2 汽车轮毂机器人锻造串联自动化产线布局示意图Fig.2 Schematic diagram for the layout of the serially automatic production line for automotive wheel robot forgings
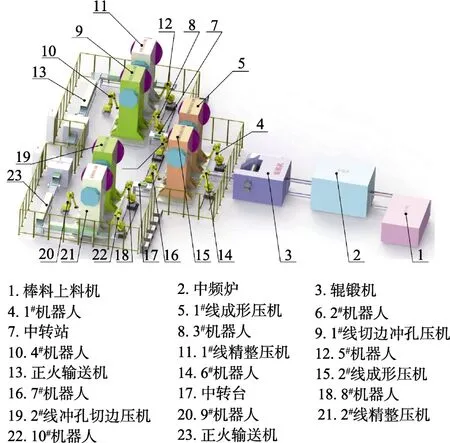
图3 汽车连杆机器人锻造并联自动化产线布局示意图Fig.3 Schematic diagram for the layout of the parallel automatic production line for automotive connecting rod robot forging
多台机器人协调规划方法通常分为两种,包括集中式规划和分布式规划。集中式规划是指在所有的机器人构形空间中直接规划每一台机器人的轨迹,此规划方法虽然高效,但因为多机器人的构形空间属于高维空间,计算难度较大。相对于集中式规划,分布式规划会单独规划产线的每一台机器人的轨迹,然后通过协调的方法,调整机器人的预定义路径、时间延迟和运行速度等,达到协调规划的目标。此种方法虽然高效,但是会失去一定的完整性[26—27]。在机器人自动化锻造工艺中,在生产线设备之间不发生任何干涉的基础上,多采用分布式的规划方法,规划机器人与压力机等运动设备的控制参数,协调各部件运动关系,以产线的生产节拍为指标,不断优化机器人的运动轨迹。机器人的运动路径规划通过采用3 种算法,包括广度优先算法、深度优先算法、A*算法[28—30]。由于锻件材料不同,其始锻温度和终锻温度各不相同,如何保证在始锻温度和终锻温度范围内完成锻件的锻造,是机器人协调规划的另一关键指标。此外,由于锻造温度越高,材料流动性越好,锻件越容易充填满,如何优化机器人运动轨迹以减少锻件热量散失非常重要。
搭建智能锻造生产线时必须构建满足其生产需要的多机器人协作优化系统。华中科技大学通过机器人运动仿真平台,构建复杂产线的运动仿真模型,并进行机器人运动路径仿真,产线实体模型图示例如图4 所示,机器人运动仿真示例如图5 所示。在建立大量的实例仿真的基础上,通过数据分析获得生产线时序及空间规则知识,结合锻件热量散失模型完成推理知识库的搭建,当从新锻件工艺快速开发系统获得锻件工艺时,时序规划系统会根据推理知识库里的知识,利用多目标优化算法,迭代优化出符合锻件生产节拍且锻件热量散失较少的机器人运动路径,将其提供给产线集成控制系统用于下达命令。当从集成控制系统接收到产线数据后,多机器人协作优化系统会将产线数据和预设定参数进行比对分析,从而决定是否对产线设备的运动参数进行调整。
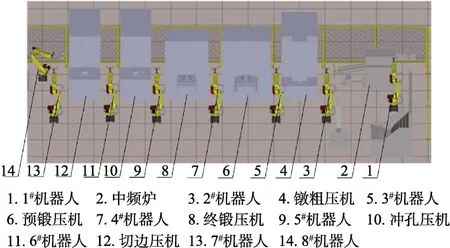
图4 机器人产线运动仿真模型Fig.4 Simulation model of production line about robotic motion

图5 机器人上下料运动仿真示例Fig.5 Simulation example of moving billet with robot
3 锻造产线实时数据存储及分析系统
智能锻造系统核心部分便是数字化,如何利用好智能锻造产线中采集到的数据以及如何在锻造过程中采集更多的数据是实现智能锻造的关键[31—32]。锻件尺寸是衡量锻件是否合格的关键指标。在锻造生产过程中,由于设备振动,锻件处于高温环境下,尺寸数据很难准确获取,华中科技大学采用高速投影与振动补偿方法来保证锻造振动环境下数据的稳定测量,利用视点虚拟规划方法解决热锻件尺寸测量难以现场规划问题,并通过多视图数据融合与背景去除方法优化了关键尺寸难以提取的问题[33]。沈阳农业大学分析了高温农机锻件中氧化皮、烧蚀、碳化等因素对锻件边缘尺寸检测的不利影响,构建了边缘检测算子以减小锻件图像噪声对边缘尺寸检测的干扰,利用机器视觉算法研究了热锻件形位公差在线非接触测量的问题[34]。机器视觉算法的发展不仅使得热锻件尺寸在线检测成为可能,也提高了模具磨损检测和位置精度检测的准确性[35—36]。北京科技大学使用视觉识别传感器抓拍锻造过程中锻件位于模具的位置,将图片处理后与定位精确的锻件位置图像作对比,若有偏差则发出错误信号,提醒需要人工修复。在模具磨损检测方面,利用非接触测量技术构建磨损后模具的三维模型,然后通过点云与磨损前的模具模型对比,从而获知模具磨损程度并推测模具寿命[22]。
通过温度传感器和非接触测量技术,使锻造产线的数据越来越多样化,但如何利用好产线上采集到的数据是需要研究的问题。利用产线数据分析产线运行情况,是进行锻造生产线预知性维护的核心。在智能锻造生产的过程中,会出现各种因素干扰生产过程的稳定,通过采集到的实时产线数据经由计算机算法分析出产线扰动的因素,并进行智能产线调节,是智能锻造数据分析研究的重点[37]。常用的算法主要有神经元算法、决策树算法、回归算法和聚类算法,其中神经元算法和决策树算法都需要比较完整的输入,必须包含影响输入量的各个因素,因而需要传感器数量较多,产线成本会大大提升。聚类算法则是利用模型的点与中心点的相似度进行决策,其所需数据种类相对其他两种算法较少,适合于对已有的产线数据进行分析,判断所处工况,但是聚类算法无法实现对数据未来趋势的判断,因而在锻造数据实时分析时,多采用非线性回归算法,根据采集到的数据对未来工况进行预测,从而对产线下达相应的指令来实现产线的智能调节[38—39]。
锻造产线实时数据存储及分析系统是智能锻造系统的核心,通过分析产线集成控制系统收集到的产线实时数据,并结合多机器人协作优化系统的分析结果,将最终决策提供给产线集成控制系统以下达命令,然后再接收产线调整后的反馈数据并分析,再将决策提交给产线集成控制系统,如此往复,从而使产线处于最佳运行状态。
4 新锻件工艺快速开发系统
智能锻造系统不仅仅要在锻造过程中体现锻件质量智能管控,还要在新锻件工艺开发上体现自动化与智能化。计算机辅助工艺过程设计(Computer aided process planning,CAPP)是实现自动化和智能化设计的重要技术,可分为3 种类型[40]。
第一种为派生式CAPP,它是将相似特征的锻件分组归类,每类选用一个标准件,将其标准件的工艺存储至锻件工艺库中,如若设计人员设计相似锻件工艺时,仅需要输入这类锻件的编码,便可快速检索到标准锻件的工艺,在此基础上结合实际锻件要求,利用人工或计算机修改生成新的工艺卡片[41]。第二种为创成式CAPP,它是利用存储的专家知识自动生成锻件工艺,此方法基本不要人工干预,但由于锻件种类繁多,锻件特征复杂,系统没有获取知识的能力,设计精度较差[8]。第三种为CAPP 专家系统,其主要由推理机和知识库组成,知识库存储的是关于锻件的工艺知识,而推理机是针对现有问题,利用存储的专家知识,按照一定推理策略推理出锻件的工艺。相对于创成式CAPP,CAPP 专家系统能自主获取更新知识,因而设计精度较高[42]。
从上述3 种类型的CAPP,不难发现其正向着知识化和智能化的方向发展。上海交通大学将案例推理(Case-based reasoning,CBR)应用于冷锻设计过程中[43]。CBR 过程如图6 所示,其解决问题步骤主要是涉及实例表示、实例检索、实例修改、实例存储。使用CBR 首先需对于冷锻锻件的特征进行分类,其特征包括特征名、特征名义尺寸、尺寸公差、形位公差等,再进行实例检索,利用特定的搜索算法比如k-邻近算法、知识索引算法或推理索引算法等将新锻件的内部外部特征和实例库中锻件进行比较,找到最相关的锻件;然后,利用知识库进行修改,修改完成后进行案例评估,如果可以则直接将该实例存储到实例库作为一个新的实例,如果不能则再次提交知识库进行实例修改,直到修改成功,然后将修改后的案例存储到实例库中。山东大学将三层 BP(Back propagation)神经网络用于冷挤压工艺的自动化设计,在使用神经网络之前,必须对挤压锻件特征进行编码,其特征包括形状特征、关系特征、几何特征和精度特征。在完成二进制编码后将其特征编码的组合作为输入变量,所使用坯料的特征编码作为输出变量进行神经网络训练,除此之外还利用人工神经网络进行了知识的自动获取[44]。在CAPP 中,锻件工艺优化是非常关键的问题,通用的设计过程是将设计完后的锻件通过有限元仿真的方式进行局部优化[45—49]。有限元仿真耗时长,而且需要反复修改三维造型图然后输入到有限元模型中进行模拟,这降低了设计效率。为此,华中科技大学借助齿轮预锻件元模型,修改模型上的关键尺寸,获得了大量预锻件尺寸与成形吨位的实验样本,并将极限学习机与遗传算法相结合,利用样本进行了训练,最终达到了不用通过有限元模拟也可实现优化预锻成形力的效果[50]。上海交通大学利用近似替代模型,并将多种优化算法相结合,从而减少高速锻造工艺优化的模拟次数,利用较少的模拟量获取精度较高的优化结果。除此以外,还将CAD 和CAE 集成至多工位高速锻造工艺智能优化系统里,实现了从CAD 到CAE 的智能建模以及锻件成形载荷、充填质量和折叠的分析[51]。
对于智能锻造系统,CAPP 处于锻件工艺设计优化层面,但这并不意味着与实际智能锻造生产过程割裂。通过从锻造产线实时数据存储及分析系统里提取数据进行分析,从而智能优化锻件工艺设计,并将优化设计算法以及知识相应的更新以便于新锻件的设计,从而提高已有的产品和新产品的合格率,才是与智能锻造系统相匹配的CAPP。
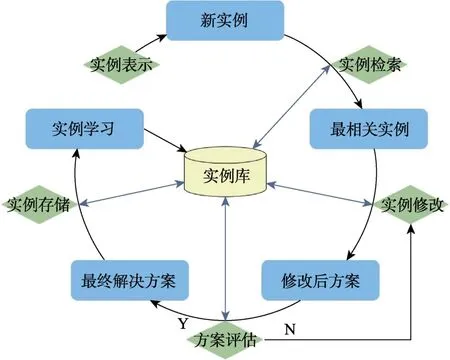
图6 CBR 推理过程Fig.6 Deductive diagram of CBR
5 结语
智能锻造系统在机器人自动化产线的基础上,加上了产线数据采集和数据反馈的功能,通过数据分析结果实时调节产线设备及机器人的运动,使产线能够稳定高效的运行,在设计层面对产线大数据进行分析,从而优化已有的锻件设计,更新锻件设计知识库。目前,智能锻造系统虽然在CAPP 专家系统、实时数据采集分析、非接触性测量技术、多机器人协作和集成控制系统等方面有了一定的发展,但目前仍然存在不少问题。
1)大部分锻造企业使用的设备较为老旧,仍以人工操作为主,缺少数字接口,导致锻造过程中关键参数无法采集,仅能凭工人经验进行产线调整,因而同一批次产品尺寸波动范围较大,产品合格率较低。若更新设备需要投入大量的资金,并且智能化产线对产品的多样性仍然受限,对于多品种产品的制造不如人工操作灵活,这在一定程度上阻碍了智能产线的布置与推广。
2)由于缺乏系统理论指导,锻件和模具尺寸以及锻造工步设计多依赖于设计人员的经验及产线上的问题反馈。然而由于企业锻件种类多,大多数设计人员设计时仅凭人工经验,难以充分参考同类产品的设计,导致设计出的各类锻件公差差异性较大,不利于CAPP 专家系统知识库的构建。
3)锻造过程中许多数据无法实时获取,例如模具磨损,而且锻造过程中锻件尺寸的检测数据具有一定的滞后性,这对产线的实时数据分析以及智能调控带来了一定的挑战,如何利用可获取的实时数据对锻件的生产状态及时进行在线判断预测和调整是急需解决的问题。
针对上述问题,可先从以下方面入手。
1)对于企业设备的老旧以及更新所需的资金量大的问题,可以先升级部分产线设备,进行产线数据的积累。例如在多工序锻造轮毂锻件时,由于预锻和终锻对产品精度影响较大,因此可以在预锻和终锻工序处使用带有数字接口的电动螺旋压力机,并放置两台机器人用于坯料的精准定位。通过采集预锻和终锻打击能量、打击程以及初始坯料温度,分析这些参数对产品尺寸波动的影响,从而进行工艺优化,并为以后的产线全自动化和智能化积累丰富的锻造生产过程数据。
2)对于企业锻件种类繁多,同类锻件的设计经验无法高效利用的问题,可先将企业所存储的锻件图册进行分类,每类锻件选取几个较为典型的案例进行锻件设计研究,并将设计规则存储到知识库中,然后由一般到特殊,在原有的设计规则基础上增加新的规则。
3)对于锻造过程中数据无法实时获取的问题,可先用拟合好的数学模型来进行数据预测,当获得真实的检测数据后,比对预测数据和真实数据的误差,从而对数学模型进行调优。
综上所述,要想解决上述问题,加快智能锻造行业的发展,就必须建立企业、高校和研究所紧密结合的产学研团队,比如高校开展锻造过程中数学模型的建立和优化,研究所负责智能装备的研制应用,企业负供锻件的生产数据和应用场地。在三者通力合作的基础上,以智能锻造技术应用中的典型问题为导向进行攻关,培养交叉复合型人才,为促进智能锻造持续向更深更广的领域发展提供支撑。