风扇转子叶片前缘精细维修方案及流动特性分析
2020-12-02史磊杨光丁光华林文俊
史磊,杨光,丁光华,林文俊
1. 中国民航大学 中欧航空工程师学院,天津 300300 2. 珠海保税区摩天宇航空发动机维修有限公司,珠海 519030
近年来,中国民航运输业得到了全面、快速的高质量发展,正在由民航大国向民航强国逐步迈进,截至2017年底[1],民用运输飞机在册架数3 296 架(不含港澳台)。根据国家运输部汇总的数据显示[2],2018年中国民航运输总周转量达到1 206.4亿吨公里,相比上年同期增长11.4%;旅客运输总量6.1亿人次,同比增长10.9%;机场起降飞机架次突破1 000万,全行业营业收入约8 750 亿元。在如此规模的民用航空运输总量下,针对运输环节中某一流程的优化将会显著降低飞行成本,创造相当可观的经济效益。
根据前期研究结果[3]可知,民用航空发动机风扇转子叶片前缘在长期的航线运行过程中会受到较为严重的侵蚀,造成前缘叶型的破坏以及前缘端面粗糙度的增加,气动特性衰退显著。陈云永等[4]指出风扇气动性能对大涵道比涡扇发动机的耗油率有重要的影响,巡航状态下,风扇效率降低1%,推力降低约0.68%,耗油率增加0.67%以上。
图1中展示了中国南方航空公司2018年度费用明细[5]。由该图可知,燃油成本占据比例最大,其值为30.6%。据此假设中国民航运输业的平均燃油成本为30%,则根据全行业总收入额8 750 亿,可以计算出全年的燃油成本为2 625亿。若风扇效率降低1%,则燃油成本将会增加17.58亿。因此,提高风扇效率能够为全行业节约十几亿量级的成本。

图1 中国南方航空公司2018年度费用明细Fig.1 China Southern Airlines expense details of 2018
风扇转子叶片前缘侵蚀对其工作效率具有重要影响,前期研究结果[3]显示前缘粗糙度Rz=120 μm和Rz=250 μm两种前缘侵蚀程度下,风扇转子峰值效率相比于原型分别下降了1.63%和2.39%。如果叶片侵蚀后直接更换,则成本非常高。因此在发动机大修时,需对叶片前缘进行修复以部分恢复其气动性能,提升工作效率。
然而由于国外对先进叶片修复技术的保密以及维修授权许可,国内当前的发动机风扇转子叶片前缘维修基本依靠手工抛磨方式,严重依赖维修工人的个人经验,叶片前缘打磨一致性较差,缺乏对前缘气动外形的精确把握,有时会诱发整机推力不够或者喘振现象的发生。在航空运行成本极限控制的今天,该种维修方案显然无法继续满足客户对于风扇工作效率充分挖掘的要求,有待进一步的改进与升级。
Michaels和李璇[6]指出GE航空在修理CFM56-7发动机时,使用数控机床和电子束焊接技术更换整个叶片的前缘,并且在未来还将进一步加大叶片修理技术的研发投资,开发出更多的自动化修理技术,以高质量的叶片修理回馈客户。加拿大麦吉尔大学机械工程学院的Meshreki等[7]针对钛合金高压压气机叶片自动化打磨系统进行了分析和优化,讨论了打磨盘和压气机叶片对于机器臂动力学特性的影响,该自动化打磨系统能够夹持叶片自由旋转,针对叶片前、后缘以及气动型面开展打磨工作。德国汉诺威大学的Denkena等[8]采用钨极惰性气体保护焊的方式针对整体叶盘损伤叶片进行修复。在焊接完成后,通过铣削或者打磨的方式切除多余材料,恢复叶片原有气动外形。为了降低维修后的叶片形貌偏差,开发了一套轮廓外形处理程序,通过电磁导轨融合焊接、铣削、打磨等维修工艺以及合理设置打磨刀具方位等手段来实现叶片形貌的最小偏差。
华中科技大学的张海洋等[9]将机器人和砂带磨削技术相结合并应用到叶片加工领域中以提高叶片磨削的加工质量和效率,进行了手工抛磨和机器人抛磨两种加工方式的对比试验,结果显示在粗糙度和表面一致性方面机器人加工明显优于手工加工。叶晓华[10]采用六轴联动砂带磨床进行数控修复,基于UG二次开发完成了一个离线修复系统,并对某型叶片进行了吸力面和压力面的实际磨削修复。重庆大学的任旭[11]针对航空发动机铝合金铸造叶片加工余量大,机器人运动精度较低等特性,提出了利用浮动带补偿的磨头结构补偿机器人运动精度,并自行搭建了叶片机器人砂带磨削实验平台。黄云等[12]指出随着机器人技术的发展,机器人自身的重复定位精度能够保证较高的加工精度的一致性,结合先进的测量技术,机器人柔性磨削系统可以成为一种叶片精密磨削的有效手段,能提高柔性高精度加工能力和促进国家制造业装备产业升级。中国民航大学的王浩等[13]以航空发动机损伤叶片为研究对象提出了一套损伤叶片再制造修复方法和实现手段,主要包括修复可行性评估、叶片数字化模型重建、激光熔覆和自适应加工、精度检测和误差分析。武汉工程大学的刘磊[14]提出一种涡轮叶片自动化修复方案,将叶片测量与修复工艺集成到一台数控机床上进行处理。
在风扇转子叶片前缘维修方面,目前的研究主要集中于打磨机器人系统的研制等具体的自动化打磨工程实现手段,而对于前缘打磨方案及目标形貌的分析相对很少。当前比较主流的方案是通过激光熔覆技术将叶片修复至原貌,但从成本控制和使用效果的角度考虑,并不是所有受到侵蚀或者损伤的叶片都需要被恢复到原貌,对于遭受较小侵蚀量的叶片来说进行精准打磨修理也是非常必要的。通过本文的研究能够规范化风扇转子叶片前缘维修方案,为发展具有自主知识产权的风扇叶片前缘维修标准奠定理论基础。
1 研究对象与相关问题
1.1 维修手册对于风扇转子叶片前缘维修的要求
在进行风扇转子叶片前缘精细维修方法研究之前,需要对现有的相关维修流程和标准进行详细的分析与理解,确保本文针对前缘维修开展的研究在维修手册要求范围内。以V2500-A5型发动机风扇转子前缘腐蚀打磨标准[15]为例进行叙述。根据维修标准,如果前缘表面质感比V05-021 240 GRIT砂纸平滑,则不进行维修。
图2中给出了V2500风扇转子维修后检测位置。如图中所示,共有A、B、C和D 4个检测截面,BL代表叶尖前缘点距离检测截面前缘点的距离,BT代表叶尖尾缘点距离检测截面尾缘点的距离。
各检测截面与叶片的前缘、尾缘交点的连线记作BJ(类似于截面弦长)。则风扇转子叶片的维修标准如表1所示。
风扇转子维修标准除规定了检测截面的基本尺寸约束外,还对检测截面的前缘半径和前缘形状进行了规定。维修手册中规定,检测截面的前缘曲率半径应为0.58 mm,并且给出了合格与不合格的前缘形状,如图3和图4所示。
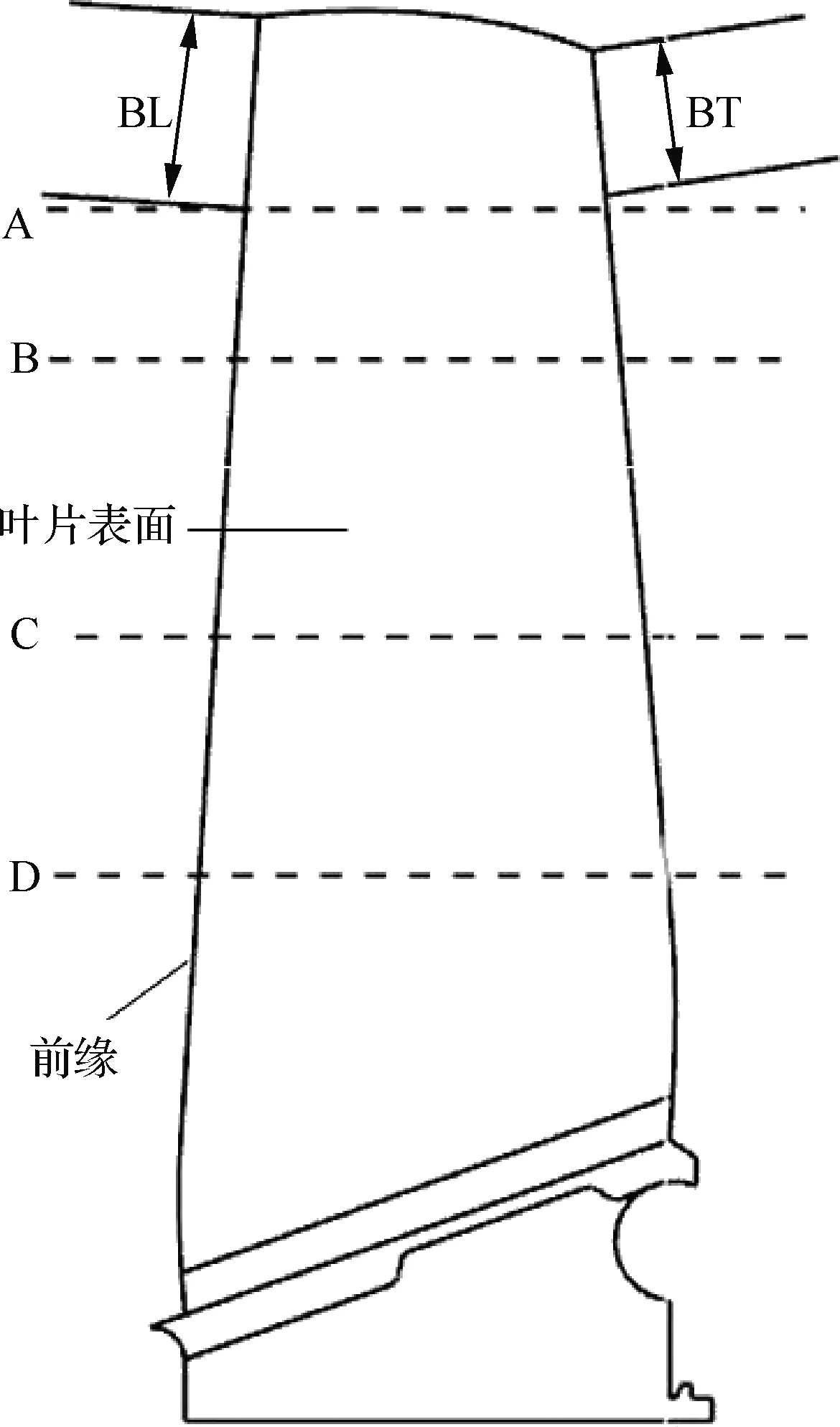
图2 V2500风扇转子叶片维修检测位置Fig.2 Inspection position of V2500 fan rotor

表1 风扇转子维修后尺寸要求

图3 合格前缘形状Fig.3 Qualified leading edge shape

图4 不合格前缘形状Fig.4 Unqualified leading edge shape
观察图3和图4中展示的前缘类型,宏观上把前缘曲率半径变化更光滑和偏向压力面一侧的叶型认为是合格叶型,把偏向吸力面叶型和存在明显缺陷叶型(如前缘出现尖端导致无曲率半径、前缘曲率半径变化畸形、钝头前缘)认为是不合格叶型。
从上述内容可以看出,发动机维修手册中对于风扇转子前缘维修的表述并不是很详细。V2500型航空发动机诞生于20世纪80年代,在机械自动化水平较低的时代采用手工打磨和抽样检测的方式进行前缘维修无可厚非。但随着光学测量手段的发展和机器人技术的进步,仍然沿用传统的维修流程将难以实现高效高质量维修的目标,势必阻碍维修企业的发展,进而导致维修市场的流失。因此,开展风扇转子叶片前缘精细维修理论研究很有必要。
1.2 研究对象
以中国民航大学中欧航空工程师学院综合实验室的DGEN380小型大涵道比涡扇发动机风扇转子为研究对象,如图5所示,该风扇转子详细设计参数详见参考文献[3]。
前期已针对该风扇转子原型叶片进行了较为全面的气动特性计算并与已有试验结果进行了对比,校验了数值研究方法的准确性和可靠性。本文将继续沿用之前的数值研究方法和网格模型,不再进行网格无关性等数值校验方面的工作[3]。

图5 DGEN380整机结构与风扇转子Fig.5 DGEN380 turbofan engine and fan rotor
1.3 前缘精细维修方案设计
针对前缘打磨维修方案进行优化设计,与传统的前缘自由边界气动特性优化设计过程不同,如图6所示。而前缘打磨维修为去材加工过程,维修后的叶型轮廓必须在待维修轮廓线以内,如图7所示,因此在优化的过程中需要增加额外的几何约束,这种差异将会导致优化空间的不同以及最终优化结果的差异。
在前缘粗糙度Rz=250 μm风扇转子[3]叶片上开展前缘维修方案优化设计,该风扇转子前缘如图8所示。
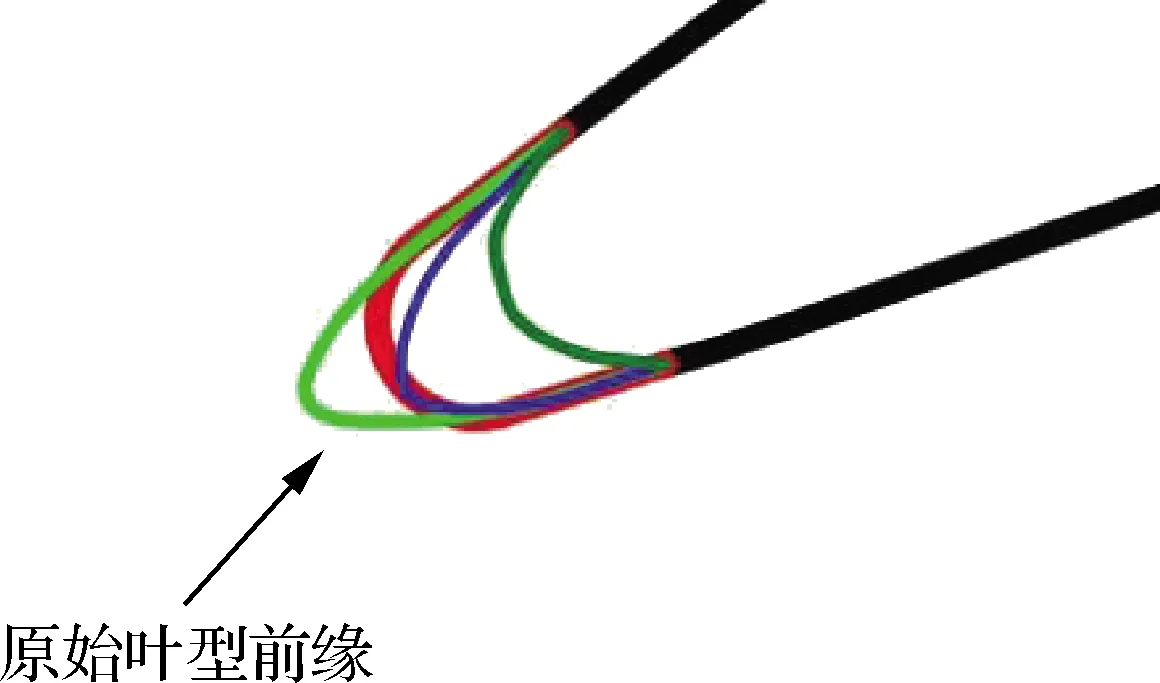
图6 前缘自由边界优化设计Fig.6 Leading edge optimization design of free boundary
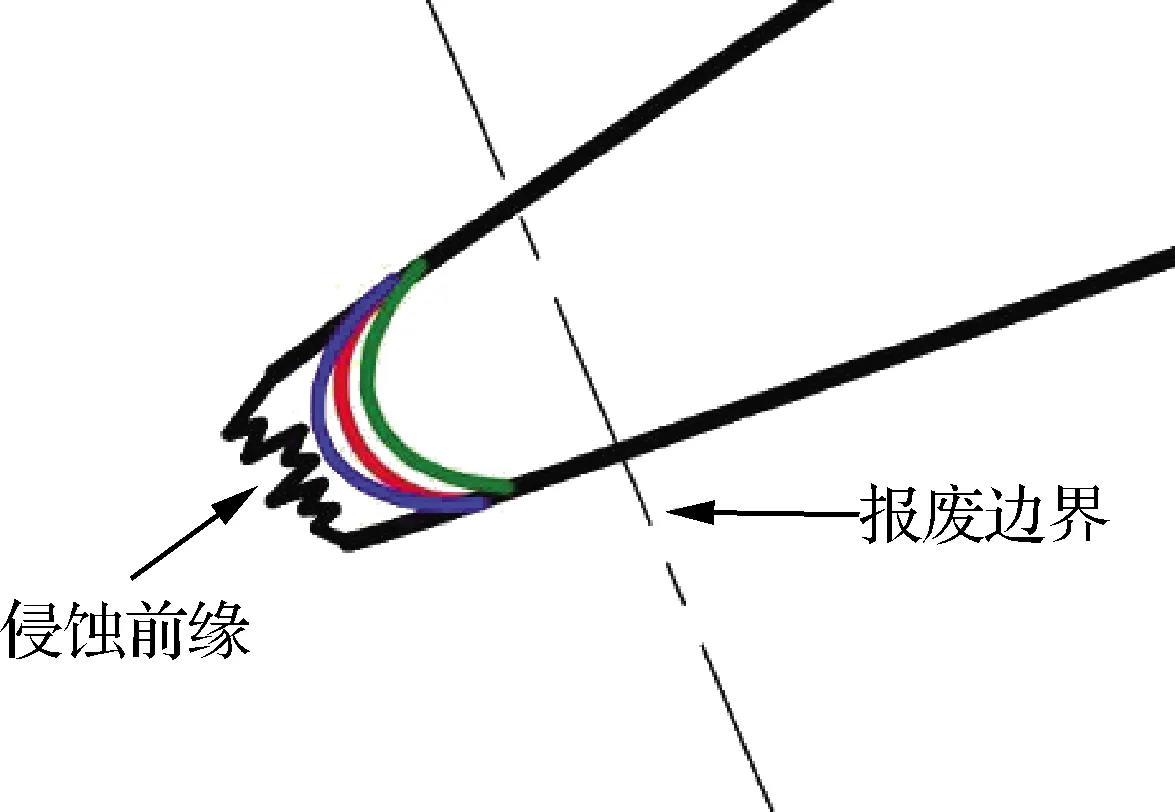
图7 前缘约束边界优化设计Fig.7 Leading edge optimization design of fixed boundary
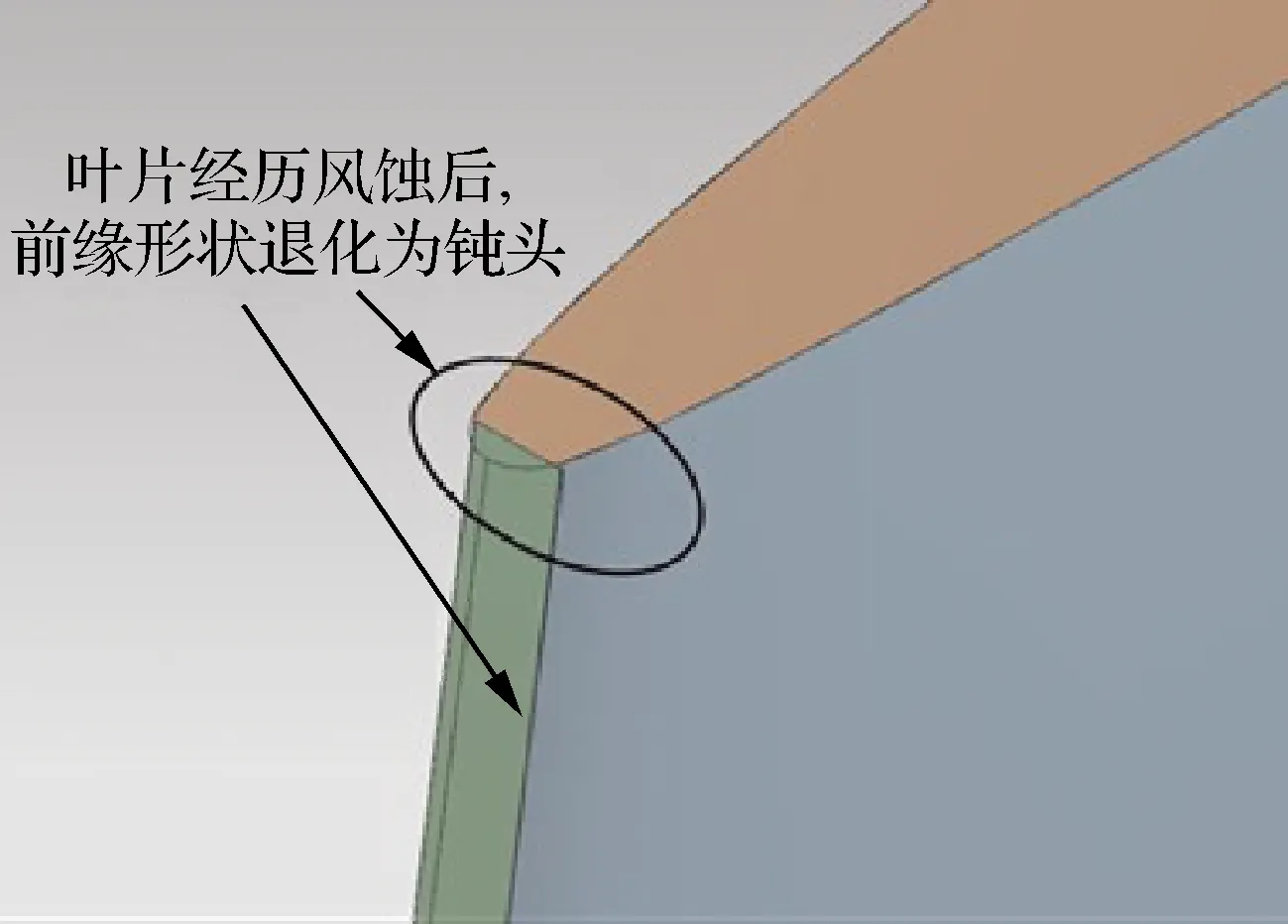
图8 风扇转子叶片侵蚀前缘三维简化模型Fig.8 Three-dimensional eroded leading edge model of fan rotor blade
在该叶片0%~30%叶高范围内,叶型相对来流马赫数较低,前缘侵蚀现象不严重,而且由于风扇转子叶片结构强度特性的要求,因此在根部只需进行较低程度的打磨,消除钝头叶型,恢复前缘的光滑过渡,如图9所示。
主要在45%~100%叶高范围内开展前缘打磨维修优化设计,采用中弧线叠加厚度分布的方法对该叶高范围内6处典型截面叶型进行参数化处理,参数化的截面叶型位置如图10所示,图中“MERIDIONAL”代表子午流面,“R”代表径向位置,“Z”代表轴向位置。
应用B样条曲线对中弧线进行拟合,总共生成30个控制点,设置节点控制参数来加密中弧线控制点在前、后缘的分布,如图11所示,“CAMBER”表示叶型中弧线,“R*theta”表示周向方向,“m”表示子午流线。
通过Bezier曲线进行叶型吸力面、压力面型线的控制,采用26个控制点进行参数化,如图12所示,“S”代表中弧线方向,“half-thick”表示叶型厚度的一半。其中参数化的第一个数值和最后一个数值分别为前缘半径和尾缘半径,其余参数分别为厚度分布控制参数。吸力面厚度分布控制点的近前缘局部放大图如图13所示,图中“SUCTION SIDE”代表吸力面。压力面的参数化方法及控制点分布参照吸力面。
根据实际维修手册内容,V2500风扇转子叶片的维修手册中对典型截面风扇转子叶型前缘曲率半径进行了约束,因此在叶型前缘优化过程中也将对前缘曲率半径进行约束,使优化设计方案符合实际维修规范,具有可操作性和工程应用价值。
当优化变量过多时,完整数据库的样本容量呈指数型增长,建立完整数据库信息的可能性愈发降低,从而无法建立全面的人工神经网络,进而影响优化过程。为解决这一问题,须减少优化变量,在每个截面上选取最具代表性的控制参数。

图9 叶根处受侵蚀叶型与打磨后叶型对比Fig.9 Comparison of leaf types between eroded blade and polished blade at root
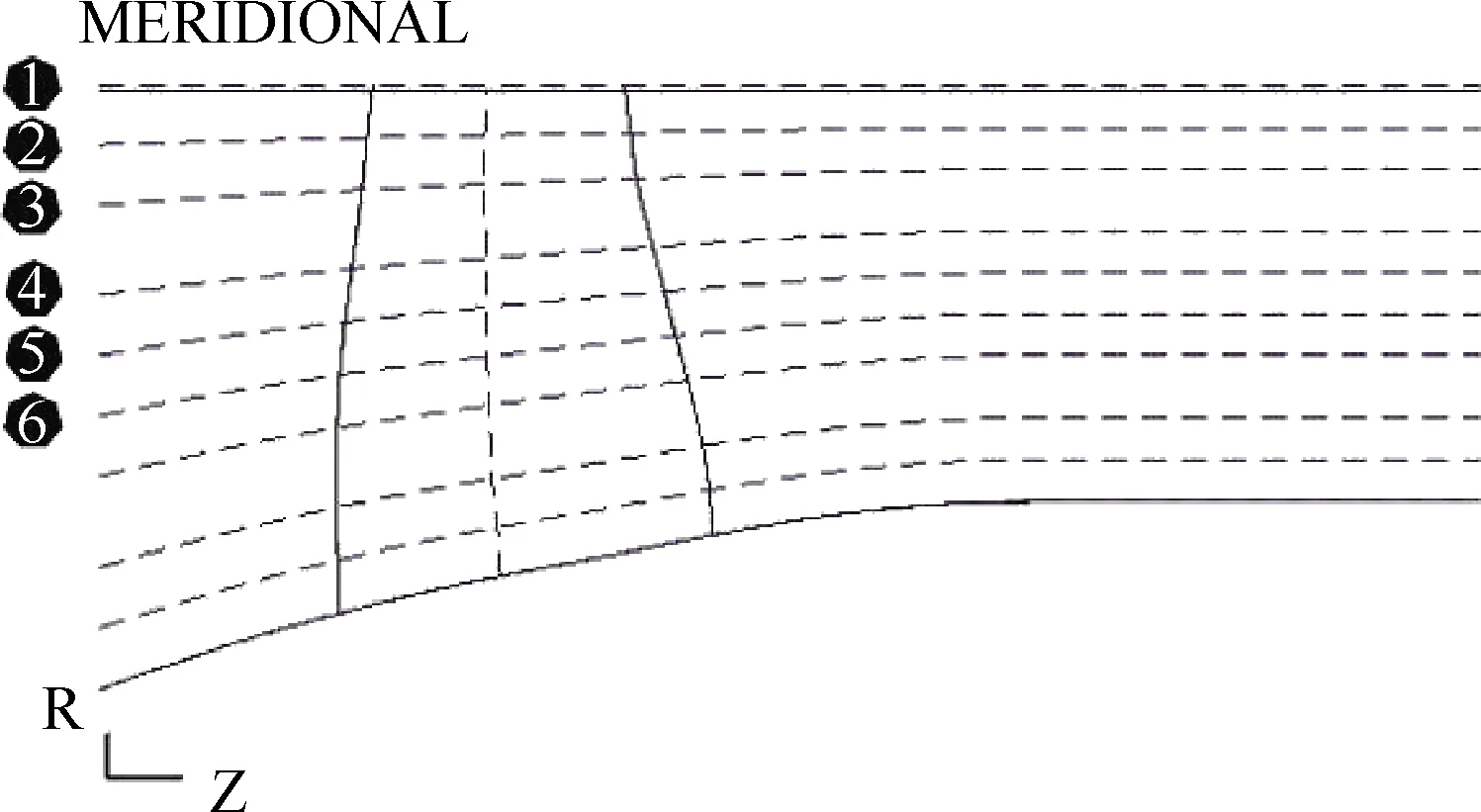
图10 参数化截面展向位置Fig.10 Spanwise location of parameterized sections
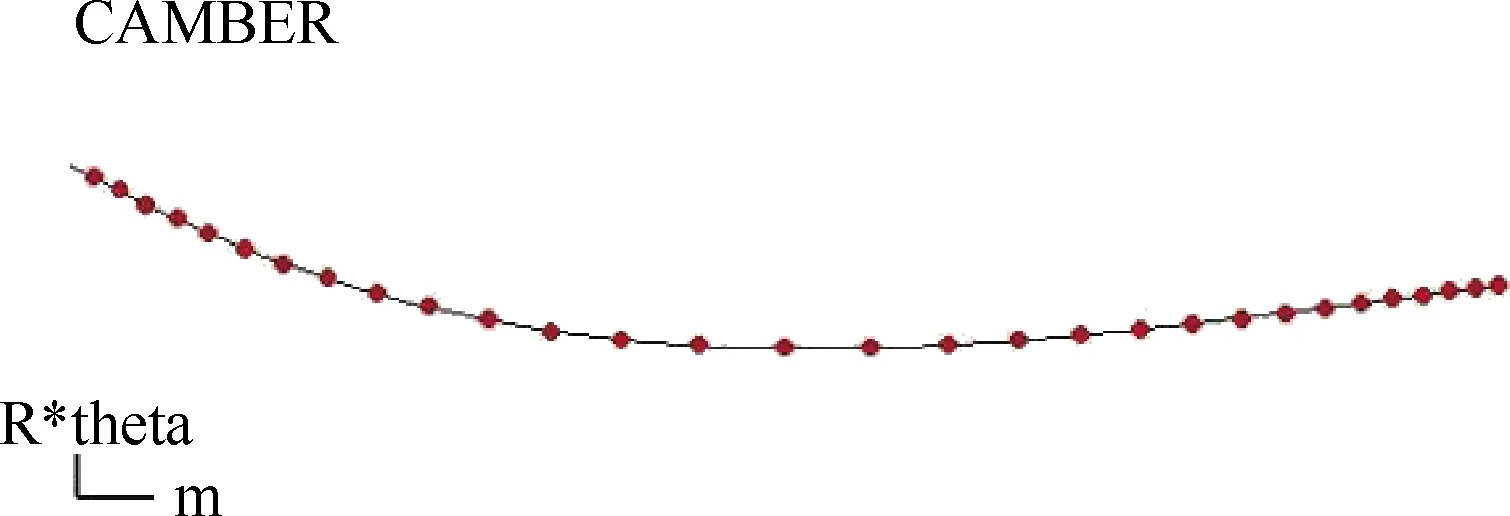
图11 中弧线控制点分布Fig.11 Distribution of camber control points

图12 吸力面厚度分布控制点Fig.12 Control points of suction side thickness distribution
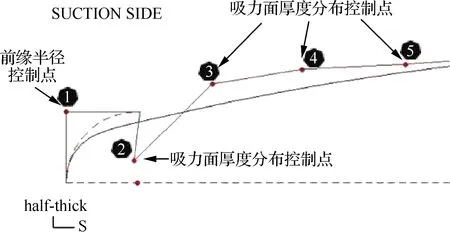
图13 吸力面厚度分布控制点局部放大图Fig.13 Local magnification of control points of suction side thickness distribution
选取了吸力面、压力面型线的前缘半径控制点作为优化变量。每个截面共计2个优化变量,6个参数化截面共计6×2=12个优化变量,优化变量上下限如表2所示。
表2中分别给出了各截面优化变量的上下限,其中优化上限为侵蚀叶型前缘根据参数化方法所构成的最大前缘曲率半径,优化下限为满足维修手册中要求的最小曲率半径。若需要控制某截面叶型前缘曲率半径为某一固定值,则需将上下限同时设置为该固定值。
表2中“S1_SS_LE_RADIUS”代表截面1吸力面前缘曲率半径,“S1_PS_LE_RADIUS”代表截面1压力面前缘曲率半径,叶型截面的编号参照图10。
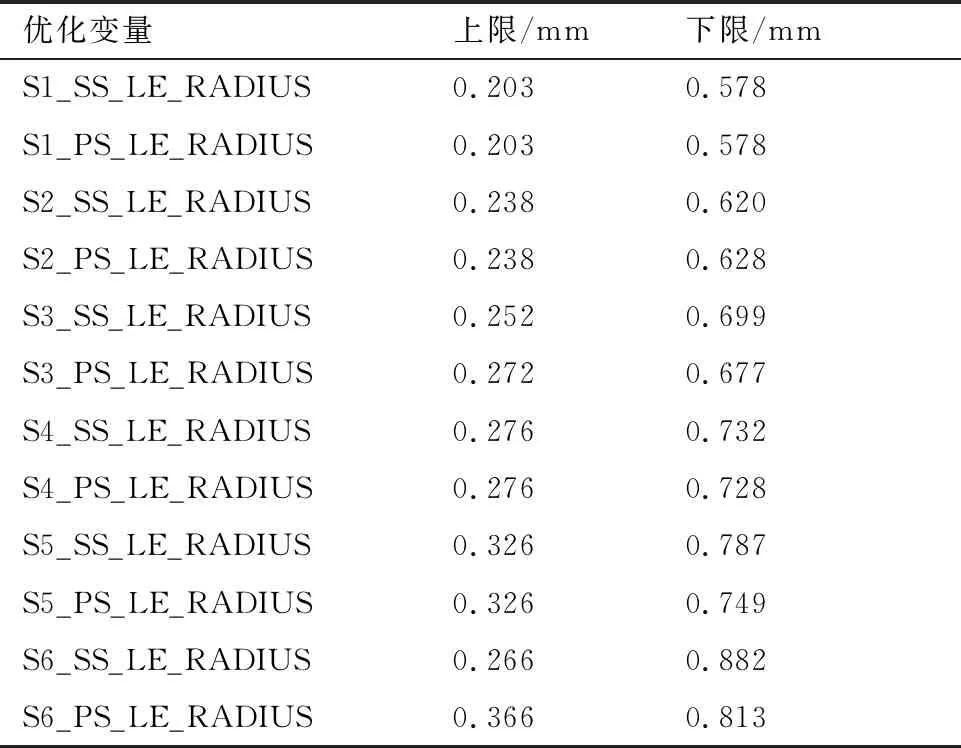
表2 优化变量上下限Table 2 Range of optimization variables
本研究对象并没有对应的维修手册,因此风扇截面叶型前缘半径维修标准无法查询,需人为给出,人为设定原则参照了原始叶型前缘半径值。如果要保证某截面处的叶型前缘半径为某一定值,则需设置该截面叶型前缘半径的上限和下限均为该定值。
2 数值计算方法
应用商业CFD软件NUMECA开展数值模拟计算,借助其中的Fine Turbo/Design 3D模块进行风扇转子叶型前缘的优化设计,选择随机离散过程来设置参数变化范围。
优化工作是针对风扇转子叶片前缘区域开展的,优化前缘所占据的相对弦长范围很小,转子叶片的绝大部分区域均保持不变,叶型弯角基本不变,因此风扇转子的整体增压能力将会保持原有水平。前缘流动对于叶型吸力面附面层的发展至关重要:前缘流动组织良好,将会促进吸力面附面层的健康发展,减小附面层厚度,降低损失,增大气流转折角,提高叶片等熵效率;前缘流动组织较差,会引起附面层厚度的快速增加,甚至发生气流分离现象,增加流动损失,降低等熵效率,加大落后角,降低气流转折角,进而影响增压能力。可以说,当前缘修复引起的叶型进口几何角基本不变且维修量很小时,等熵效率和增压比的变化趋势是一致的,因此选取等熵效率作为优化目标,既能够顾全风扇增压比的影响,也能降低优化目标的复杂性,采用此种方法,假设叶型进口几何角基本无变化。
但在实际优化过程中,当前缘曲率半径靠近优化下限时,有可能对叶型进口几何角产生较大影响,进而减小整个叶型弯角。与此同时,前缘打磨导致叶片有效做功区域缩小,叶型负荷水平降低。此时等熵效率和压比的变化趋势将不再一致,等熵效率的增加会以总压比的降低作为代价。因此在后续研究工作中,要开展多目标优化,同时引入等熵效率和总压比,完善叶型前缘维修优化过程。
由于该风扇的长期运行工况在设计转速峰值效率点附近,因此进一步选取设计转速的峰值效率点作为优化目标。在优化过程中共建立150个不同参数组合下的叶片数据作为数据库,应用人工神经网络训练数据库样本,最后通过遗传算法得到各截面叶型数据如图14所示。图14中黑线代表原始叶型,绿线代表侵蚀后的钝头叶型,红线代表风扇转子维修特性优化上限(即优化过程中效率最高方案),蓝线代表风扇转子维修特性优化下限(即优化过程中的效率最低方案)。
图15中给出了原始叶片和不同前缘维修方案叶片在90%叶高截面叶型的整体对比,由图可知前缘维修所引起的变化仅局限于前缘部分,叶型主体在优化过程中保持不变。

图14 叶型前缘对比Fig.14 Comparison of airfoils’ leading edges
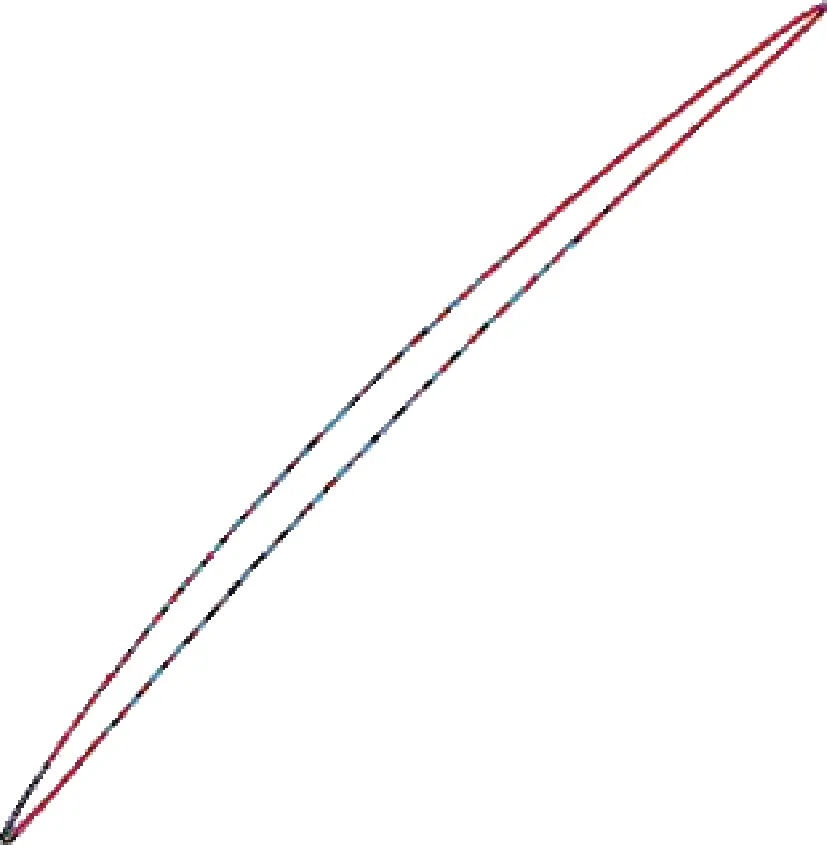
图15 90%叶高截面叶型对比Fig.15 Comparison of airfoils at 90% spanwise
3 计算结果分析
在上文中讨论了4种叶片,分别为原始叶片、风扇转子维修特性优化上限叶片、风扇转子维修特性优化下限叶片和250 μm侵蚀钝头叶片。需要强调的是风扇转子维修特性优化下限叶片并不是最差修复方案,而是在此优化过程中的效率最低方案,该方案可能会比手工抛磨方案的效率高。
图16、图17中分别给出了不同维修方案叶片在100%换算转速时的流量-总压比特性和流量-等熵效率特性。从整体走势而言,原始叶片的气动特性最佳,风扇转子维修特性优化上限叶片的气动特性次之,250 μm侵蚀叶片的气动特性最差。虽然优化过程是在原始叶片设计点(峰值效率点)所对应的背压101.7 kPa进行的,但该点所反映出的气动特性变化规律与整条特性线的变化规律基本一致。
由图16、图17可知,前缘侵蚀能够使原始叶片的气动特性显著下降,经过前缘维修后可在较大程度上恢复气动性能,但修后整体气动性能仍不及原始叶片气动性能。在优化过程中,不同前缘维修方案之间的流量-总压比特性曲线差别不大,流量-等熵效率特性曲线变化更加明显。
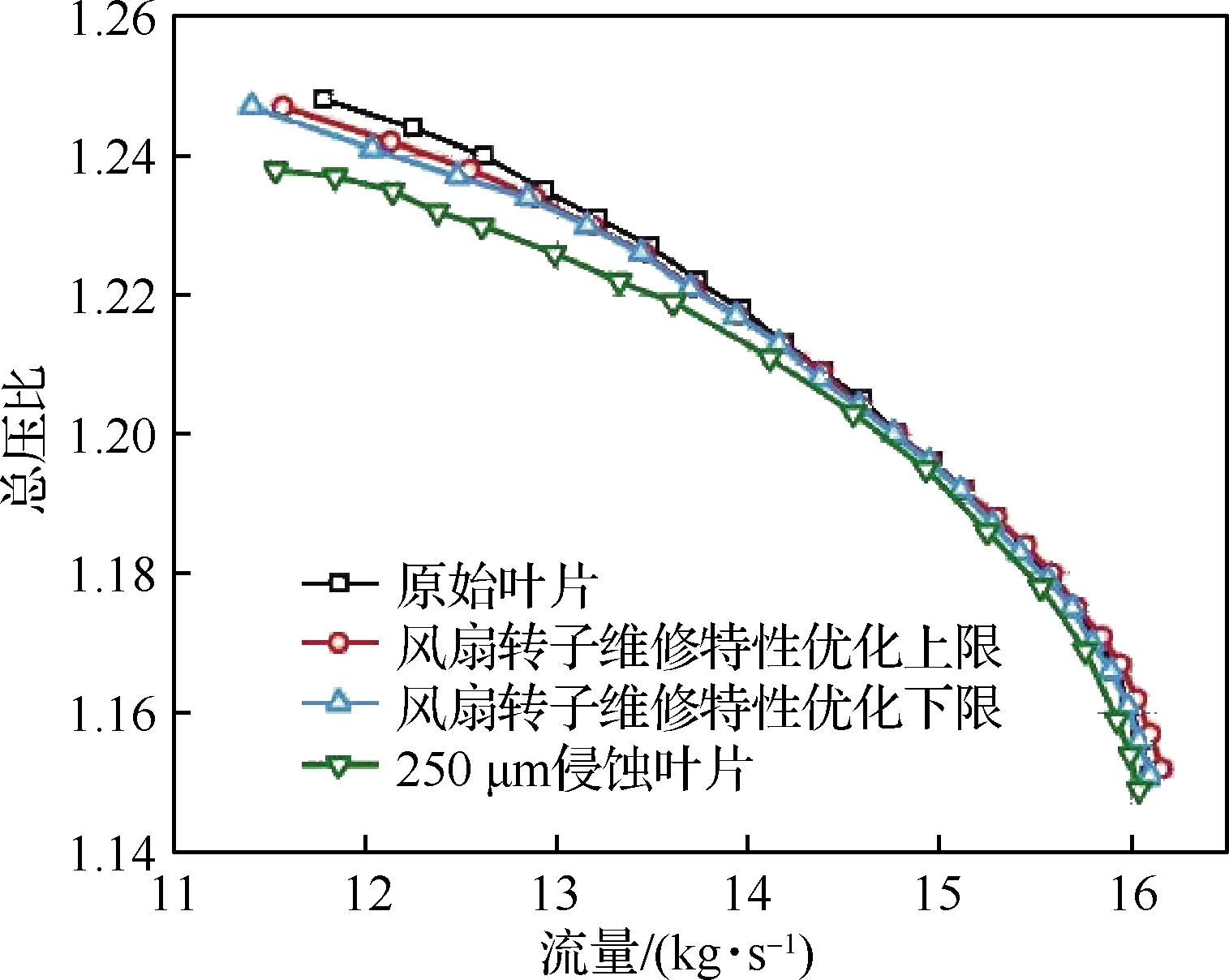
图16 100%换算转速不同维修方案下叶片的流量- 总压比特性对比Fig.16 Mass flow-total pressure ratio characteristics comparison between different maintenance methods at 100% corrected rotating speed

图17 100%换算转速不同维修方案下叶片的流量- 等熵效率特性对比Fig.17 Comparison of mass flow-isentropic efficiency characteristics between different maintenance methods at 100% corrected rotating speed
近堵塞区域,前缘维修能够使风扇叶片气动特性达到原始叶片的水平,并且最佳优化方案的气动特性要优于原始叶片。图18、图19给出了100%换算转速,近堵塞点90%叶高截面熵分布云图和相对马赫数分布云图。对比近堵塞点马赫数云图和熵分布云图可知,通道内高熵区的产生位置恰好与激波位置一致,并且激波结构所占据的栅距方向尺度与高熵区的栅距方向尺度相吻合,故判断通道内高熵区的产生主要源自于近压力面形成的激波结构。原始叶片压力面上游最大相对马赫数达到1.3,并且原始叶片激波前相对马赫数平均大于优化上限叶片,致使原始叶片激波损失更加严重。

图18 100%换算转速近堵塞点下90%叶高截面 熵分布云图Fig.18 Distribution of 90% spanwise entropy contour near blockage point at 100% corrected rotating speed
在设计点处,250 μm前缘侵蚀叶片的等熵效率相比于原始叶片值降低了1.29%。经过前缘维修后,等熵效率较侵蚀叶片值最多提高了1.21%,基本恢复到原始叶片的水平。风扇转子叶片维修上、下限叶片所对应的等熵效率相差较小,分别为94.59%和94.36%。对于总压比而言,250 μm前缘侵蚀叶片的总压比相比于原始叶片值降低了0.406%,经过前缘修复后,其值基本恢复至原始叶片状态。风扇转子叶片维修上、下限叶片所对应的总压比均为1.23。

图19 100%换算转速近堵塞点下90%叶高截面相对马赫数分布Fig.19 Distribution of 90% spanwise relative Mach number near blockage point at 100% corrected rotating speed
在近喘点附近(背压104 kPa),250 μm前缘侵蚀叶片的等熵效率相比于原始叶片值降低了3.26%。经过前缘维修后,等熵效率较侵蚀叶片值可最多提高3.01%,比较接近原始叶片等熵效率值。风扇转子叶片维修上、下限叶片所对应的等熵效率分别为94.18%和93.7%。在总压比方面,250 μm前缘侵蚀叶片的总压比相比于原始叶片值降低了0.403%,经过前缘修复后,总压比可最高恢复至原始叶片的99.84%。
由此可见,前缘维修对于总压比的影响在设计点和近喘点处基本一致。叶片等熵效率经过前缘维修后提升非常显著,达到了预期的效果。在设计点处,不同前缘维修方案之间的风扇转子气动特性差异较小;而在近喘点附近,不同前缘维修方案之间的气动特性差异显著,有必要寻找最优维修方案。
稳定工作裕度SM的定义为
(1)
式中:m代表质量流量;π*代表总压比;d代表设计点;s代表近失速点。
计算得到的4种叶片稳定工作裕度如表3所示。
由表3可知,250 μm侵蚀叶片的稳定工作裕度较原始叶片略有降低,前缘维修能够提高稳定工作裕度,并且修后前缘曲率半径越大则稳定工作裕度越大。

表3 风扇转子叶片稳定工作裕度Table 3 Stall margin of fan rotor blade
观察原始叶片、优化上限叶片、优化下限叶片在不同换算转速下的特性,如图20、图21所示。在80%和90%换算转速下,3种叶片特性线变化规律与100%换算转速下情况相似,但在非设计转速下前缘侵蚀引起的风扇转子叶片气动性能衰退现象更加明显。
在90%换算转速下,前缘侵蚀叶片使近喘点附近(背压103 kPa)等熵效率下降3.42%,总压比相比原始叶片下降了0.337%。经过维修后的优化上限叶片等熵效率相比于原型仅下降了0.3%,总压比恢复到原始水平。
在80%换算转速下,前缘侵蚀叶片使近喘点附近(背压103 kPa)等熵效率下降4.78%,总压比相比原始叶片下降了0.348%。经过维修后的优化上限叶片等熵效率相比于原型仅下降了0.55%,总压比恢复到原始水平。
叶片前缘优化维修能够提升风扇转子叶片在不同换算转速下的工作特性,大幅改善侵蚀后风扇转子叶片等熵工作效率,恢复风扇转子原始增压能力,提高稳定工作裕度。
图22、图23展示了3种叶片在100%换算转速设计工况时,70%和90%叶高位置处的叶片表面静压系数分布情况,结果显示3种叶片表面静压系数分布差异性主要体现在叶片弦长前20%区域内,前缘维修对叶片弦长后70%的叶片表面负荷不产生过多影响,吸力面近前缘位置静压系数分布差异较为明显,压力面静压系数分布基本保持一致。
根据70%叶高位置静压系数(Pressure Coefficient)Cp分布曲线可知,与原始叶型相比,优化上限叶片0%~5%相对弦长范围内的叶片负荷水平基本保持不变,但整体静压值上移,从而反映出当地流速的下降。优化上限叶片适当增加了5%~18%相对弦长范围内的叶片做功能力,并且在5%~10%相对弦长范围内保持了非常小的逆压梯度,有效促进了吸力面附面层的健康发展。
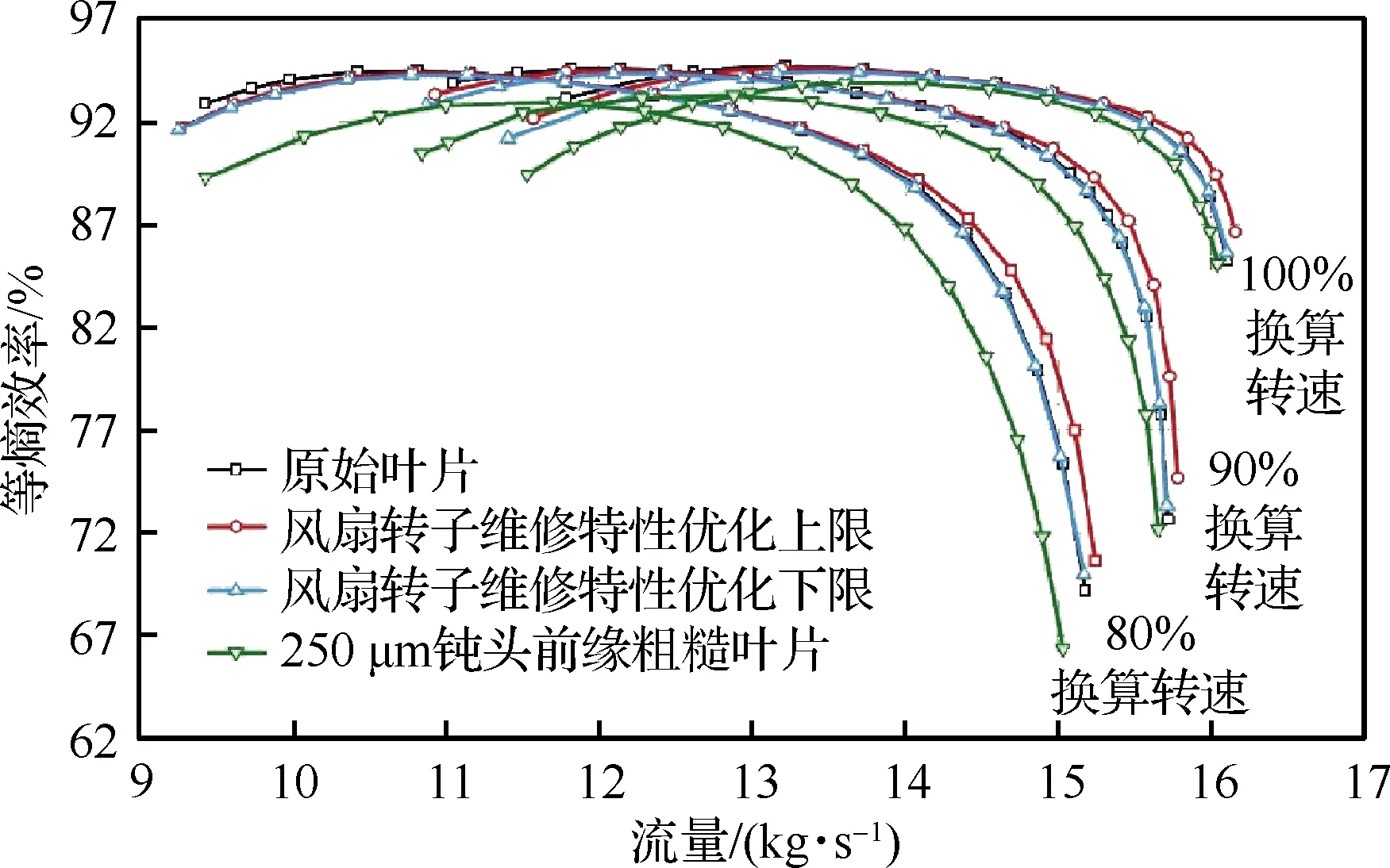
图20 不同维修方案叶片在各换算转速下的流量- 等熵效率特性对比Fig.20 Comparison of mass flow-isentropic efficiency characteristics between different maintenance methods at various corrected rotating speeds
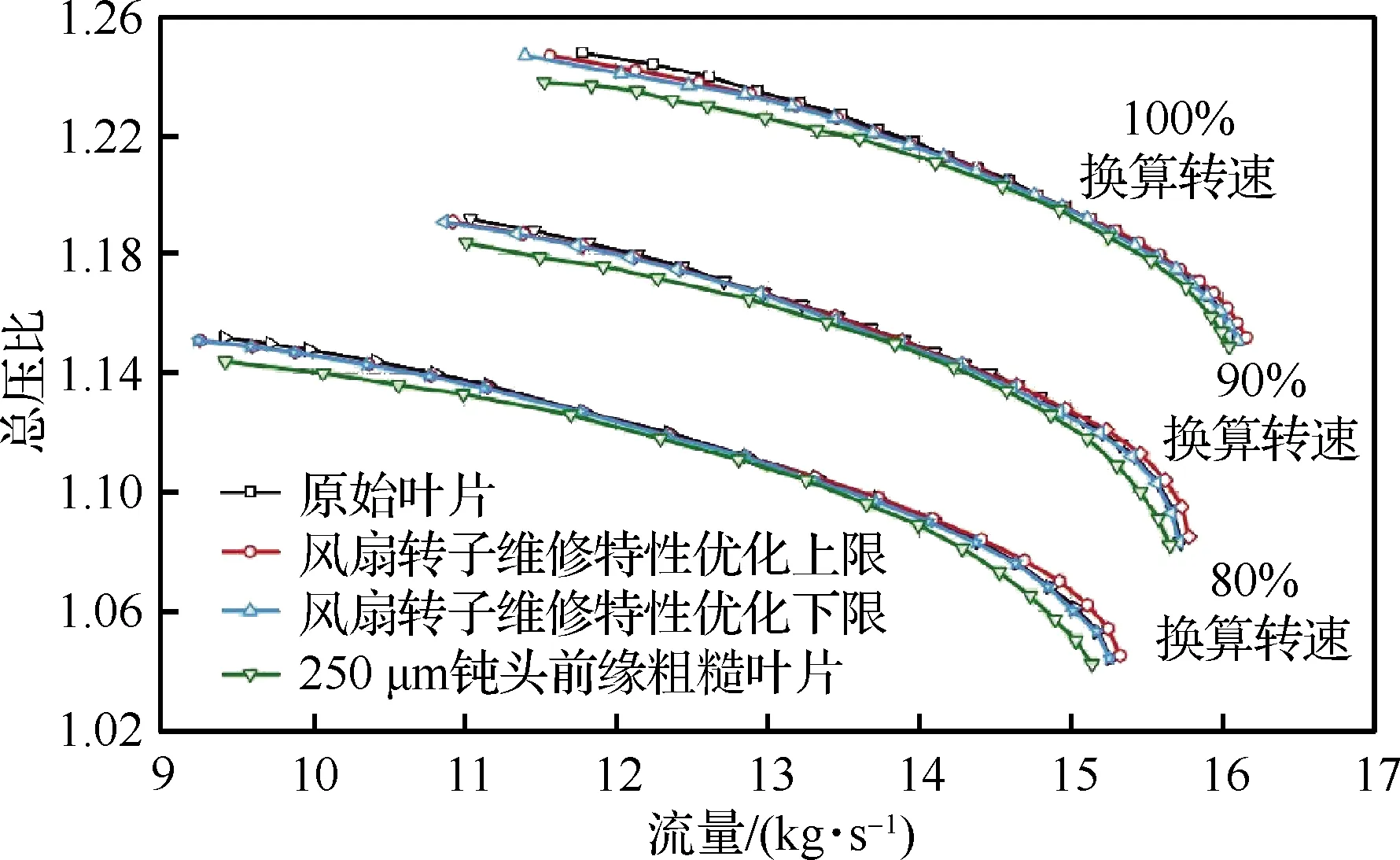
图21 不同维修方案叶片在各换算转速下的流量- 总压比特性对比Fig.21 Comparison of mass flow-total pressure ratio characteristics between different maintenance methods at various corrected rotating speeds

图22 100%换算转速设计工况下70% 叶高截面静压系数分布Fig.22 Cp distribution of 70% spanwise at designed point and at 100% corrected rotating speed
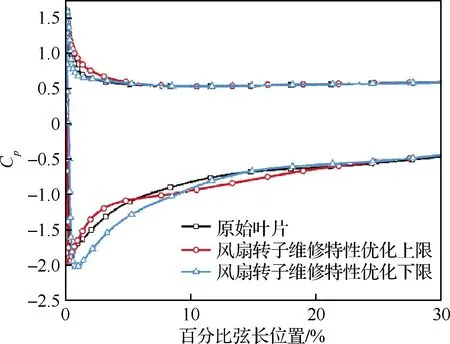
图23 100%换算转速设计工况下90% 叶高截面静压系数分布Fig.23 Cp distribution of 90% spanwise at designed point and at 100% corrected rotating speed
图23中展示的90%叶高截面表面静压系数曲线变化趋势与70%叶高的情况基本一致。相比于原始叶片,优化上限叶片适当降低了6%相对弦长范围内的叶片负荷水平,增加了6%~22%相对弦长范围内的叶片做功能力;而优化下限叶片则增加了前14%相对弦长范围内的负荷水平,如图24所示。经计算,原始叶片、优化上限叶片和优化下限叶片在90%叶高截面的叶型扩散因子分别为0.47、0.461、0.493。
图25为3种叶片(原始叶片、优化上限叶片、优化下限叶片)在设计工况下90%叶高截面前缘相对马赫数云图及其局部放大图。根据图25可知,优化上限叶片相比于原始叶片的超声速区域显著增加,在近前缘1.3以上高马赫数范围有所降低。
优化下限叶片近前缘超声速区范围与原始叶片基本接近,但1.3以上高马赫数范围显著增加。此部分高速区域面积的增加是引起图23中优化下限叶片在近前缘处负荷水平提高的主要因素。而高叶展处叶型前缘负荷水平的增加会加剧叶尖泄露流动,强化尖部二次流动,降低其工作效率。
对比优化上限叶片和优化下限叶片,可知优化上限叶片近前缘处的加速区更加均匀,高速区覆盖范围更广,对于叶型前段边界层的积极作用更加明显。

图24 100%设计转速设计工况下90% 叶高截面叶型负荷水平分布Fig.24 Blade loading distribution of 90% spanwise at designed point and at 100% corrected rotating speed
为了深入分析风扇转子叶片的附面层发展的情况,对比分析了3种叶片在设计工况和近喘点工况时,90%叶高截面位置处的附面层厚度和吸力面压力梯度。图26中给出了风扇转子叶片在100%换算转速,设计工况下的近前缘22%相对弦长范围内边界层的发展过程和吸力面压力梯度分布,图中实线代表边界层厚度,虚线代表压力梯度。
由图26可知,在建立附面层的初始阶段(5%相对弦长范围内),原始叶片与优化下限叶片附面层厚度非常接近,而优化上限叶片的数值略大于二者。自5%相对弦长后,边界层厚度的发展趋势则非常清晰,优化下限叶片的边界层厚度最大,原始叶片次之,优化上限叶片最小。由此可见,5%相对弦长位置是附面层发展的分界点。压力梯度为正值,代表着气流在此段范围内没有经历顺压区,一直在克服逆压梯度流动。前缘附近的气流速度较快,流体微团自身携带的动能较大,逆压梯度的作用不明显。例如在前5%相对弦长范围内,虽然不同方案叶片吸力面的压力梯度相差较大,但是附面层厚度基本保持一致。当气流逐渐进入扩压区后,边界层厚度对逆压梯度非常敏感,此时保持较低的逆压梯度可以有效地延缓附面层厚度的发展,如图26中优化上限叶片所示。在几乎同等逆压梯度下,优化下限叶片的附面层发展整体表现不如原始叶片。
图27中给出了风扇转子叶片在近喘点工况下,近前缘22%相对弦长范围内边界层的发展过程和吸力面压力梯度分布,图中实线代表边界层厚度,虚线代表压力梯度。

图25 100%换算转速设计工况下90%叶高截面前缘相对马赫数云图及局部放大图Fig.25 Relative Mach number contour of 90% spanwise near leading edge and local magnification at designed point and at 100% corrected rotating speed
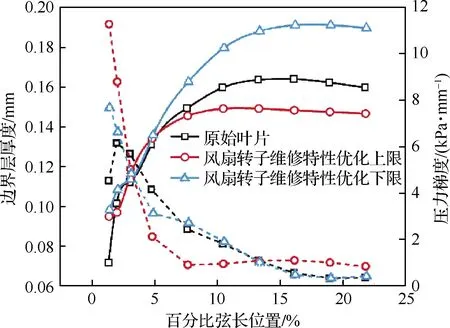
图26 100%换算转速设计工况下90%叶高截面吸力面边界层厚度和压力梯度分布Fig.26 Suction side boundary layer and pressure gradient distribution of 90% spanwise at designed point and at 100% corrected rotating speed
如图27所示,与设计点工况相比,近喘点时的附面层厚度整体偏小,而逆压梯度却整体偏高。经分析推测,造成这种现象的原因在于近喘点处叶尖间隙泄漏流动更加严重,泄漏流动引起了尖部流动阻塞造成了主流区域气流通道变窄,如图28中所展示的100%换算转速,优化上限叶片S2流面熵分布云图所示。这种流动堵塞会引起相邻主流区域的局部流动加速,进而带来了90%截面处叶型吸力面附面层相比于设计点工况更薄的效果。

图27 100%换算转速近喘点工况下90%叶高截面吸力面边界层厚度和压力梯度分布Fig.27 Suction side boundary layer and pressure gradient distribution of 90% spanwise at near stall condition and at 100% corrected rotating speed
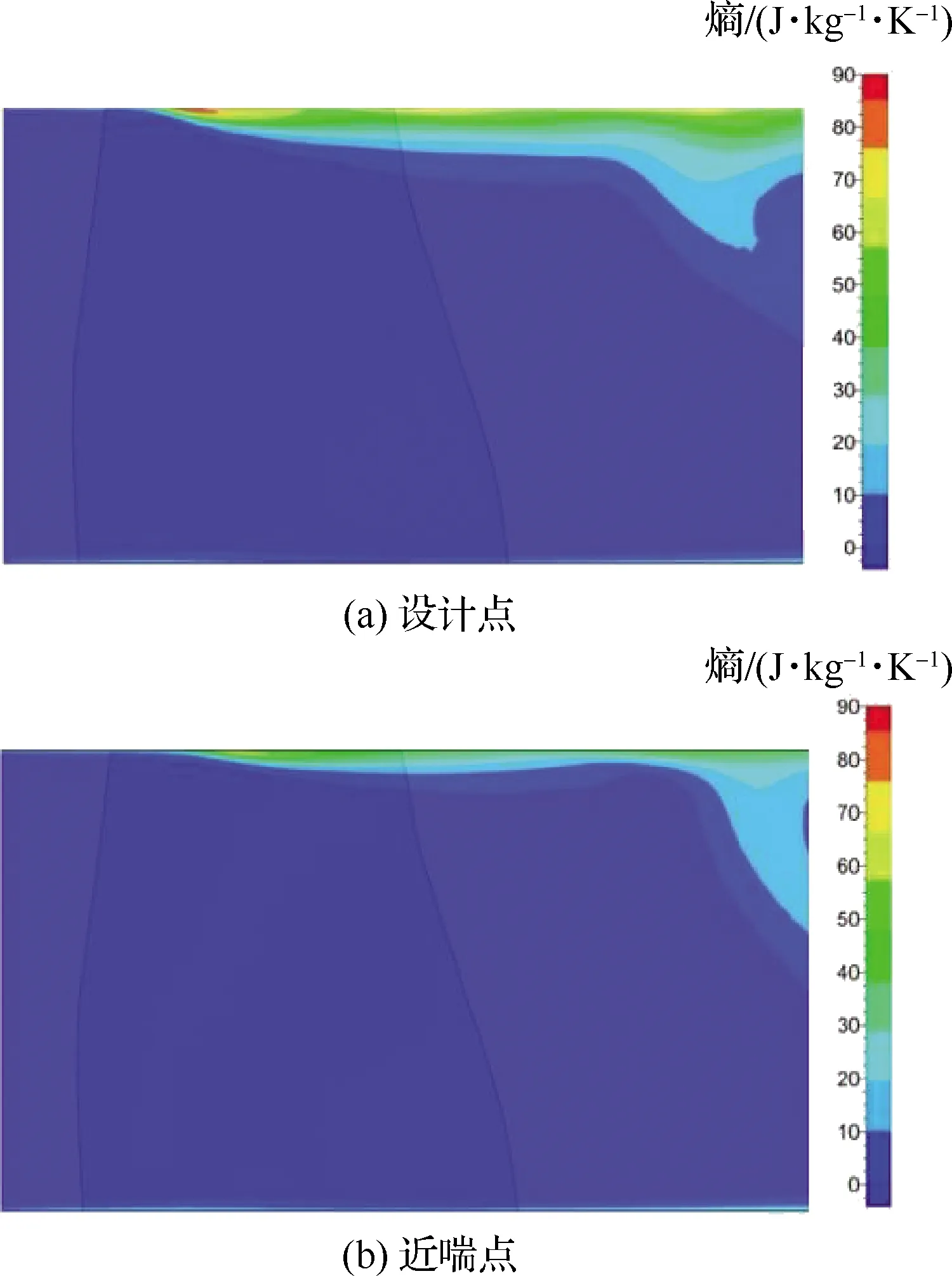
图28 100%换算转速优化上限叶片S2流面熵分布云图Fig.28 S2 entropy contour of the optimum maintenance blade at 100% corrected rotating speed
在10%相对弦长位置后,边界层厚度对比规律逐渐清晰,依旧是优化下限叶片的边界层厚度最大,原始叶片次之,优化上限叶片最小。
4 结 论
1) 前缘侵蚀会严重降低风扇转子的气动特性,并且在非设计转速下的气动性能衰退更加严重。经过前缘维修方案优化后,风扇转子的气动性能得到了显著的改善,并且等熵效率和总压比恢复到了原始叶片附近的水准。
2) 不同前缘打磨方案对叶片气动特性恢复能力不同,但都优于侵蚀叶片。在100%换算转速设计工况下,维修差异引起的等熵效率变化范围为0.23%。在近喘点工况下,维修差异引起的等熵效率变化范围为0.48%。这种维修差异引起的气动特性变化随着发动机流量的减小以及换算转速的降低而愈发明显。
3) 前缘维修会对叶片吸力面附面层的发展产生重要影响。叶片维修改变了前缘处的载荷分布情况,由此引发的压力梯度变化会改变附面层厚度分布。不同维修方案引起的附面层差异化发展存在着临界点,本文中的设计工况90%叶高位置处吸力面附面层厚度分布差异化临界点在5%相对弦长处。而对于近喘点工况,该差异化临界点在10%相对弦长左右。
