金属板材热镀锌冷却塔气雾冷却装置的智能控制
2020-11-26孙伟上海宝信软件股份有限公司上海201203
孙伟(上海宝信软件股份有限公司,上海 201203)
0 引言
在汽车用冷轧钢板板材的镀锌处理中,借助冷却塔气雾冷却装置能有效实现平稳冷却,保证凝固温度的稳定性和合理性,减少温差较大造成的质量影响,尤其是应用智能控制技术,更能提升工序管理和应用的综合效果。
1 冷却塔气雾冷却装置概述
1.1 基础工艺设备
主要包括以下设备:1)代号LT106的水箱,配置检查液位计;2)代号J112.1和J112.2的两台循环供水泵;3)代号LCV128的供水切断阀、代号FCV130的中央段脱盐冷却水流量调节阀和代号PCV122的脱盐冷却水压力调压阀PCV;4)排雾风机、雾化风机和气刀风机;5)代号LCV133.1~LCV133.9的支路冷却模块电磁阀、代号LCV133.9~LCV133.11的边部冷却模块电磁阀[1]。具体参数见表1。
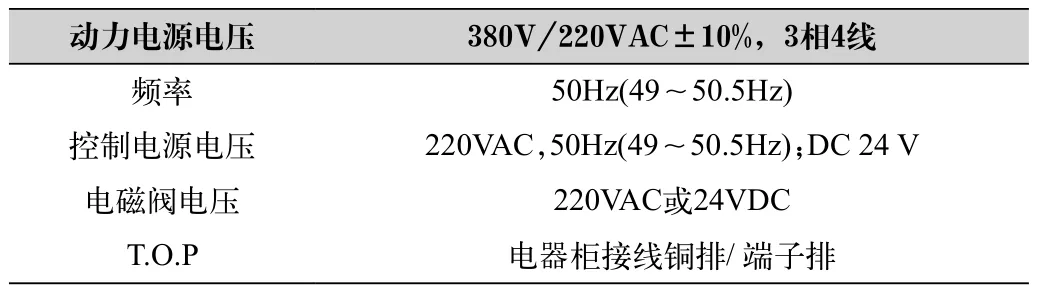
表1 电力基础参数一览表
1.2 应用优势
冷却塔气雾冷却的过程就是利用雾化处理的方式,利用处理后的水滴或者是水滴-气体混合物进行集中的喷射,从而有效实现钢板表面冷却处理,最关键的是,能建立终点温度可控机制[2]。相较于喷雾换热系数,气雾换热系数更高,且能有效减少冷却的等待时间和冷却长度。在实际技术应用的过程中,只需要调节水量就能对冷却速度予以监督,从而保证相应的处理模式都在可控范围内。另外,冷却塔气雾冷却处理方式对于GA板和GI板应用更加具有优势,显著提升了镀层的质量。
除此之外,在冷却塔气雾冷却应用工序中,一般是采取多种冷却模式、安全密封装置以及水循环利用模式等,搭建完整的应用方案好控制体系,从根本上优化处理质量。特别是在智能控制技术全面发展的基础上,结合联锁控制机制,就能对可能存在的异常情况进行安全联锁控制分析和约束,维持装置运行的稳定性和安全性。
2 热镀锌冷却塔气雾冷却装置智能控制方案
近几年,随着科学技术的不断发展和进步,在金属板材热镀锌冷却塔气雾冷却处理工序中应用智能控制技术已经成为常态,能在维持运行质量的基础上,打造更加合理的控制模式,为调试和运行工作的顺利开展奠定坚实基础[3]。
2.1 整体控制系统
在汽车用板材热镀锌冷却塔气雾冷却装置应用方案内,要按照电气控制的具体要求落实相应的智能控制方案。主要是应用西门子S7-300系统,为FOG独立的一套PLC,包括1套远程仪表柜ET200子站、1套马达温度采集ET200子站、3台富士电机VP系列变频器以及边部挡板编码器(见图1),通过PROFIBUS-DP现场总线网段连接。
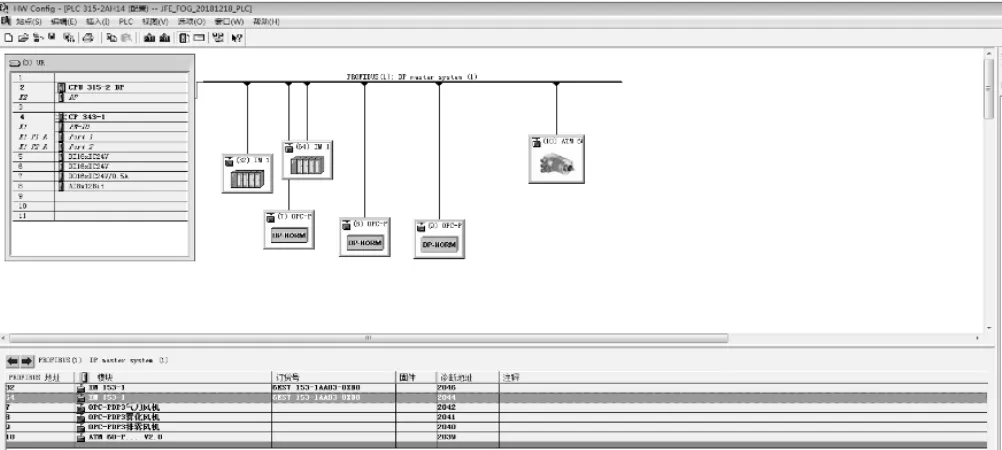
图1 系统配置示意图
具体分布如下:1) 32#,主要是负责对泵站进行及时性的检查,有效结合阀站信号完成数据的采集和后续处理工序的控制,最大化的提升整个系统的运行质量[4];2) 63#,主要是建立远程温度检测机制,能针对排雾风机、雾化风机、气刀风机等基础设备的线圈温度予以核查,并及时监督轴承的温度变化,避免出现异常;3) 7#,主要是气刀风机变频器结构,能对气刀风机的运行速度和电流等基础信息参数予以 采集,完成频率控制工作,最大化的提升应用效率和综合质量;4) 8#和9#,主要是雾化风机、排雾风机变频器结构,针对对应设备的运行速度和电流进行频率采集和实时性控制。具体参数见表2。
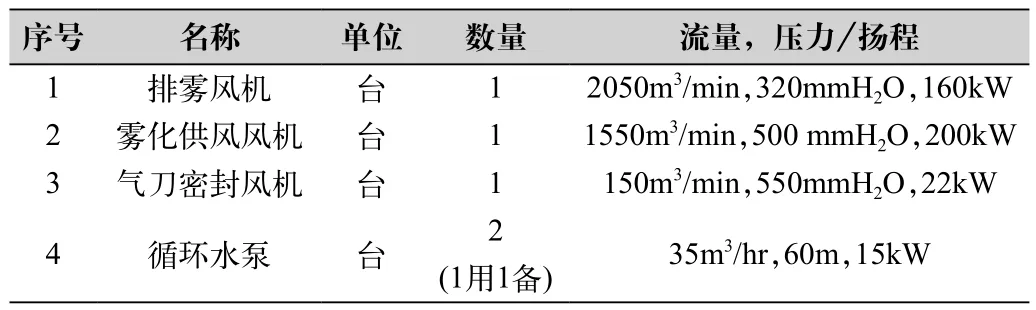
表2 风机和水泵数据一览表
2.2 智能控制要求
在汽车板材热镀锌冷却塔气雾冷却装置应用的过程中,基本的处理模式主要分为两类,一种是人工控温、一种是智能化控温,并且,针对不同的冷却介质,也会采取对应的风冷处理和雾冷处理,依据现场操作流程和标准保证检修过程能符合现场应用模式,最大化的进行操作处理[5]。
第一,手工应用模式。主要是在智能控制框架体系内,结合具体应用要求,由操作人员结合画面启停风机和循环供水泵的运行要求进行对应处理和操作,尽可能的实现设备的安全联锁。另外,画面的人工控温,是操作人员结合画面情况判定流量的应用模式,然后手动设置冷却器出口的基础温度,保证系统在自动控制冷却水实际流量的同时能对带钢温度予以监督。
第二,自动应用模式。主要是在智能控制系统运行的过程中,依据PLC完成画面启停风机和循环供水泵的控制工作,从而实现安全联锁。另外,在智能化温度控制模式下,也能结合出口设置的温度初始数值,按照模型自动配置转速和水量,保证应用合理性[6]。
2.3 具体操作
2.3.1 电气控制柜智能控制
作为雾冷系统控制体系的核心部分,电气控制柜的PLC部分非常关键,在智能化技术依托下,主要是应用Profibus-DP网络和光纤实现对边部挡板和喷淋供水泵以及风机冷却风扇和变频马达予以综合控制。并且,能建立实时性的数据读取工作。另外,在电气控制柜中MCC马达控制柜(见图2)针对的是喷淋供水泵控制工作,能有效进行变频柜、冷却风扇等基础元件的远程控制,实现了综合智能化处理的目标。

图2 控制柜实况图
除此之外,APC冷却塔在实际应用中也要借助远程控制柜进行处理,实现温度和液位计的实时性处理,借助过滤器堵塞开关就能满足信号采集工作要求,发挥智能控制的优势[7]。
2.3.2 操作箱
在汽车板材热镀锌冷却塔气雾冷却装置智能控制模式中,要借助现场操作箱完成风机、循环供水泵的应用处理,一般是利用远程智能控制完成设备启动和停止操作。
首先,气刀风机。参数为:AC380V 30kW,风量 9000m3/hr,风压为 5.5kPa,利用远程智能控制能实现变频调速,借助马达线圈和轴承座上设置的测温计就能合理控温。值得一提的是,在远程智能操作模式中,系统会建立安全连锁保护模块,一旦出现停止状态就无法继续启动,最大化维持了设备的运行安全性。
其次,排雾风机。参数为:AC380V 200kW,风量 123000m3/h,风压为 3.2kPa。依旧是采取变频控制机制,若是开启远程智能控制模式,则结合系统运行要求进行安全连锁保护设定。在设备运行过程中,风机管道PT307运行压力一般在运行在-1.7kPa左右,维持在智能控制约束范围内,能有效打造合理的智能控制模式。
最后,雾化风机。参数为AC380V 200kW,风量 128000m3/h,风压为 3.2kPa,系统根据要求自动运行雾化风机,雾化风机具有安全连锁保护。
3 气雾冷却装置智能改造调试成果
在汽车板材热镀锌冷却塔气雾冷却装置应用智能化改造处理工作后,能从根本上提高其运行质量和效率,打造较为完整的运维机制,也为不同控制模块功能性优化提供保障。
第一,风冷功能调试优化。在应用智能控制系统后,能优化测试和机组运行质量,确保手动和自动操作工序都能按照标准化要求有序落实,从而大大提高系统设备的应用质量[8]。
第二,雾冷功能调试优化,在应用系统的过程中要想判定其运行是否稳定,就要结合调试结果各项控制参数进行判定。因为要考量调试本身存在的不确定性,因此,钢种宜选择对冷皱和边浪不敏感的类型,确保能对机组智能控制系统的应用效果予以分析。利用智能改造机制能最大化的提升功能水平,实现雾冷功能的全面优化。
第三,整体系统功能的升级,应用汽车板材热镀锌冷却塔气雾冷却装置智能控制系统,能有效减少人工手动处理的难度,提升应用效率和控制水平,建立完整的运维方案,从而借助远程操作实现对应参数的调节,优化各个风机机组运行的效率,并且保证控制模式和处理效益都能最优化。
4 结语
总而言之,汽车用金属板材热镀锌冷却塔气雾冷却装置智能控制系统的应用和运行是提升整体工作效率的基础,要结合运行标准和框架方案,建立健全完整的远程控制体系,从而保证系统能发挥其优势,为板材生产工作效率的全面进步奠定坚实基础。
