空心绕线杯无刷电机绕组设计技术
2020-11-24杨素香单鹏飞
杨素香,石 峰,王 峥,单鹏飞
(中国电子科技集团公司第二十一研究所,上海 200233)
0 引 言
空心杯无刷伺服电机定子铁心无齿槽,绕组形式为空心杯结构,降低了产品的静摩擦力矩、质量和转动惯量,从根本上消除了铁心涡流效应,进而减少了电机运行时的能耗,它具有较好的控制特性和运行特性,在各类伺服驱动场合得到了广泛应用,是无刷电机未来发展方向。目前,国内空心杯无刷伺服电机基本依赖进口[1],国内对空心杯无刷电机的研制还处于发展阶段,研究方向以同心式绕组形式为主流方向,主要还停留在绕组结构形式、性能分析、工艺流程探索阶段,与国外成熟产品还存在一定差距。
本文分析了空心杯无刷电机绕组不同结构形式绕制方法,给出影响绕线杯设计的关键参数,重点分析了菱形绕线杯的结构形式及绕组参数设计的方法,通过菱形绕线杯产品试制,验证了菱形绕线杯无刷电机的设计方法和加工方法的合理性和可行性,对空心杯无刷电机产品设计提供参考[2]。
1 空心杯无刷电机产品结构
空心杯无刷电机体积小、质量轻,主要由定子组件、空心杯组件、传感器组件、转子、端盖、轴承等组成,设计结构如图1所示。为减小齿槽转矩,降低起动转矩,定子铁心采用无齿槽结构,三相定子绕组采用绕线杯结构。位置传感器采用开关型霍尔元件,传感器磁钢与主磁钢转子同轴连接,霍尔位置的精确定位通过绕线杯位置及传感器调节进行固定。

(a) 空心杯无刷电机结构图
绕线杯结构是实现空心杯无刷电机降低齿槽转矩的关键部件,其绕线杯独立线圈周向对称安装分布均匀性、绕线杯绕组固定方式、引出线的焊接等均是产品实现的关键。因此,绕线杯绕组在结构上主要由三相对称分布的绕组、绕组固定支架、引出线焊接板组成。
2 定子空心绕线杯组件设计
2.1 定子空心杯组件结构设计
定子空心杯组件主要由绕线杯、绕线杯固定架、传感器组件等组成,结构形式如图2所示。绕线杯经绕制、周向整形形成三相对称绕线杯后进行绝缘处理后固定在绕线杯固定架上,引出线焊接在传感器组件上,三相绕组中线通过传感器电路板连接在一起,引出线与传感器引出线一同从电路板上引出。
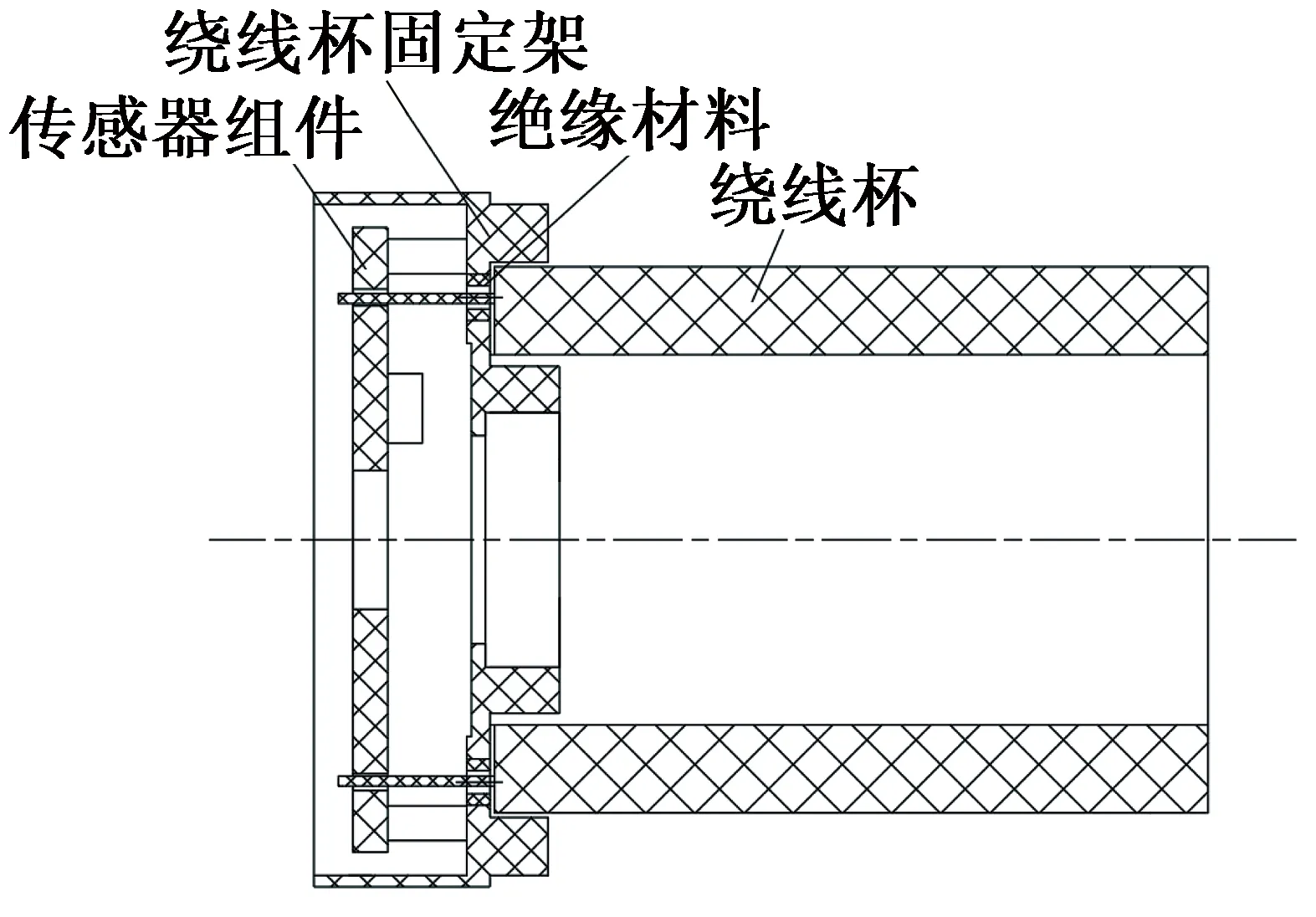
图2 定子空心杯组件结构图
2.2 空心绕线杯绕组结构形式
1) 直绕式
直绕式是指元件有效导体部分与电枢轴线平行的绕组,属于集中绕组。绕制时先按匝数要求在绕线模上绕制成普通环形的漆包线元件,在排线芯轴上按绕组展开图连成绕组,两端部涂以适当的粘接剂并固化成型。
这种绕制方法槽满率较高,绕线杯中部壁薄,但由于绕制线圈时漆包线排布不整齐有堆叠,故整个电枢杯线圈排布较乱,且排线时端部须留有走线余量,从而导致端部尺寸较高[3]。直绕式绕线杯平面连线如图3所示。

图3 直绕式绕线杯平面连接图
2) 斜绕式
斜绕式也称蜂房式绕组,采用蜂房式绕法制成,中间留抽头,为了能连续绕制,必须使元件有效边和电枢轴线成一定倾斜角度[4]。绕线时需制作专用的绕线芯轴,芯轴上插有两排销钉。芯轴的外圆即为电枢杯的内径,销钉的位置按照绕线展开图排布,销钉的行距即为电枢杯的长度。绕线时将芯轴装入人工绕线机上,操作者转动绕线机的手柄,则芯轴跟随绕线机做回转运动,漆包线即缠绕在芯轴上。
这种绕制方法端部尺寸较小,但由于斜绕式连续绕制需要一定的排线角,使得漆包线交叠,槽满率较低。
3) 菱形绕组
如图4所示,采用先绕制成形线圈再排线的方法,即采用自粘性漆包线在专用成形绕线模上绕制,经过多次整形排布制成电枢杯。绕制时两层线圈排布整齐并定型,便于控制整形后电枢杯的尺寸,提高槽满率;同时这种方法生产效率高,适合批量生产[4],单个菱形绕组如图5所示。
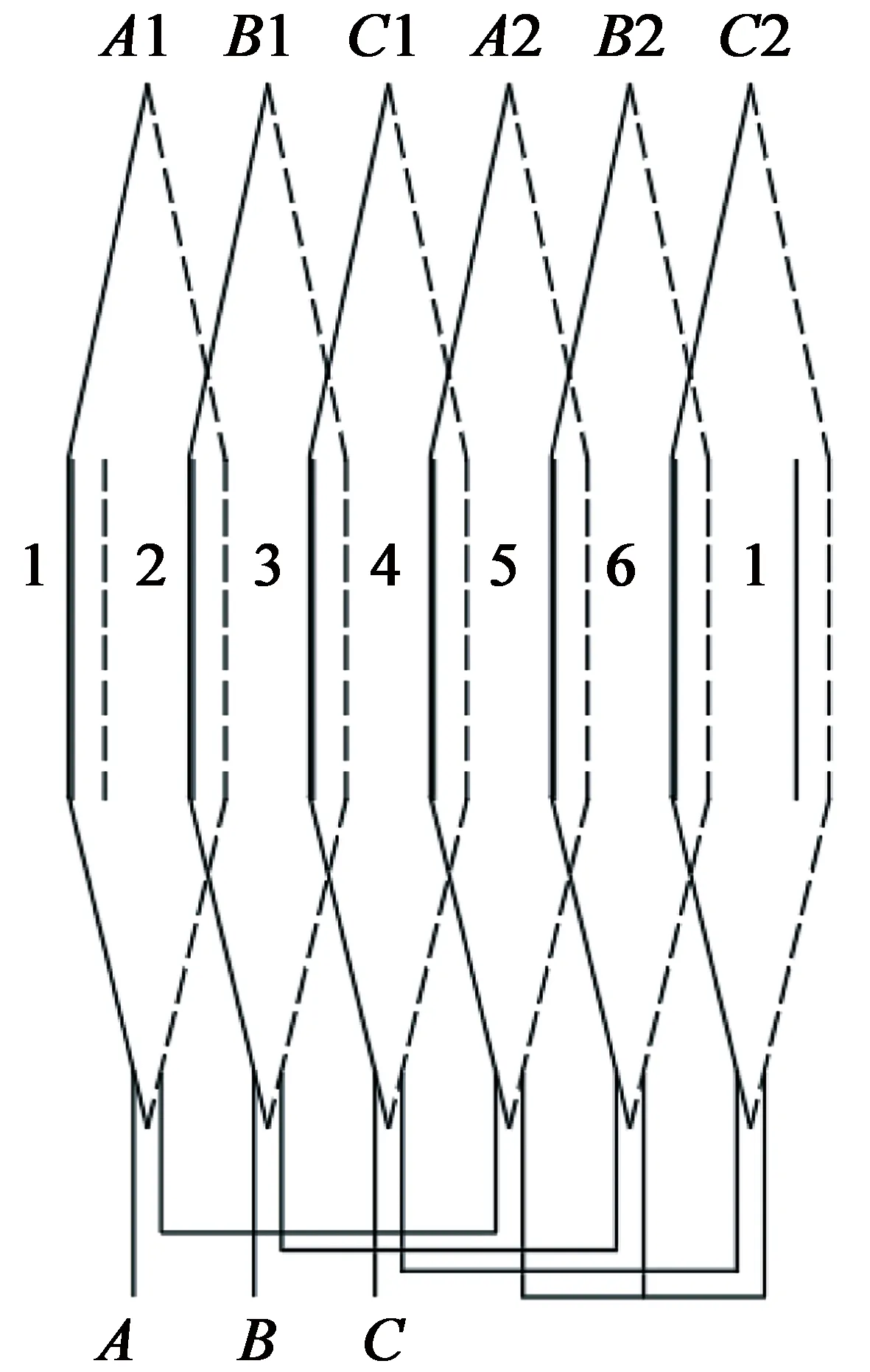
图4 菱形绕组杯平面图

图5 菱形单个绕组实物图
2.3 菱形绕线杯结构设计
绕线杯由单个成形线圈组成,线圈一般采用自粘性方导线,便于绕制与固定。依据产品设计尺寸要求,进行单个线圈的整形处理,成型后的线圈采用专用工装定位进行环形固定,如图6所示。
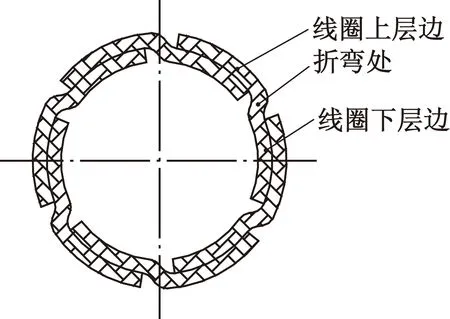
图6 整形固定后绕线杯示意图
2.4 菱形绕线杯参数设计
1) 极槽配合选择与优化
电机极槽(虚拟槽)配合在无刷电机设计中是非常重要的一个环节,合适的极槽配合可以使得电机各项性能更能满足指标要求。对于空心杯电机,一个合适的极槽配合影响更大,不但影响电机电磁设计参数,更会影响绕组杯子的绕制工艺,进而影响电机的性能参数、加工成本和效率等。由于空心杯无刷电机体积小、转速较高、静摩擦力矩更小,因此,电机极数不宜过多,一般选用2极或4极。
2) 绕组系数设计
菱形空心杯电机是由数个菱形线圈按照一定的规则排列而成。由于菱形线圈存在一个斜度,所以其绕组系数要较相同极槽配合的直槽电机小。同时,其绕组系数又与铁心式电机不同,空心杯绕组的绕组系数还与磁钢的长度有关,如图7所示。若绕组纵向长度为c,则当磁钢长度小于c时,其绕组系数的变化规律和磁链标幺值的变化规律如图8所示,其中磁钢长度标幺值的基值为绕组轴向长度。采用仿真方法对不同磁钢长度l与绕组系数之间的规律曲线进行仿真,典型仿真曲线图如图8所示。从图8中可以看出,随着磁钢长度的增加,绕组系数呈现先增后降的趋势,在某一个特殊位置出现绕组系数的最大值,当超过这个长度后,绕组系数会下滑,也就是说,当磁钢长度超过某个长度后,相同绕组的情况下,随着磁钢长度的增加(不超过绕组长度),磁钢的利用率开始降低;同时电机的磁链增加也不会很明显,甚至开始下降。因此,在永磁体长度选择时应结合产品质量和机电时间常数要求,利用最佳点原则,即磁钢长度选择在绕组系数最大值附近原则,进行产品设计。
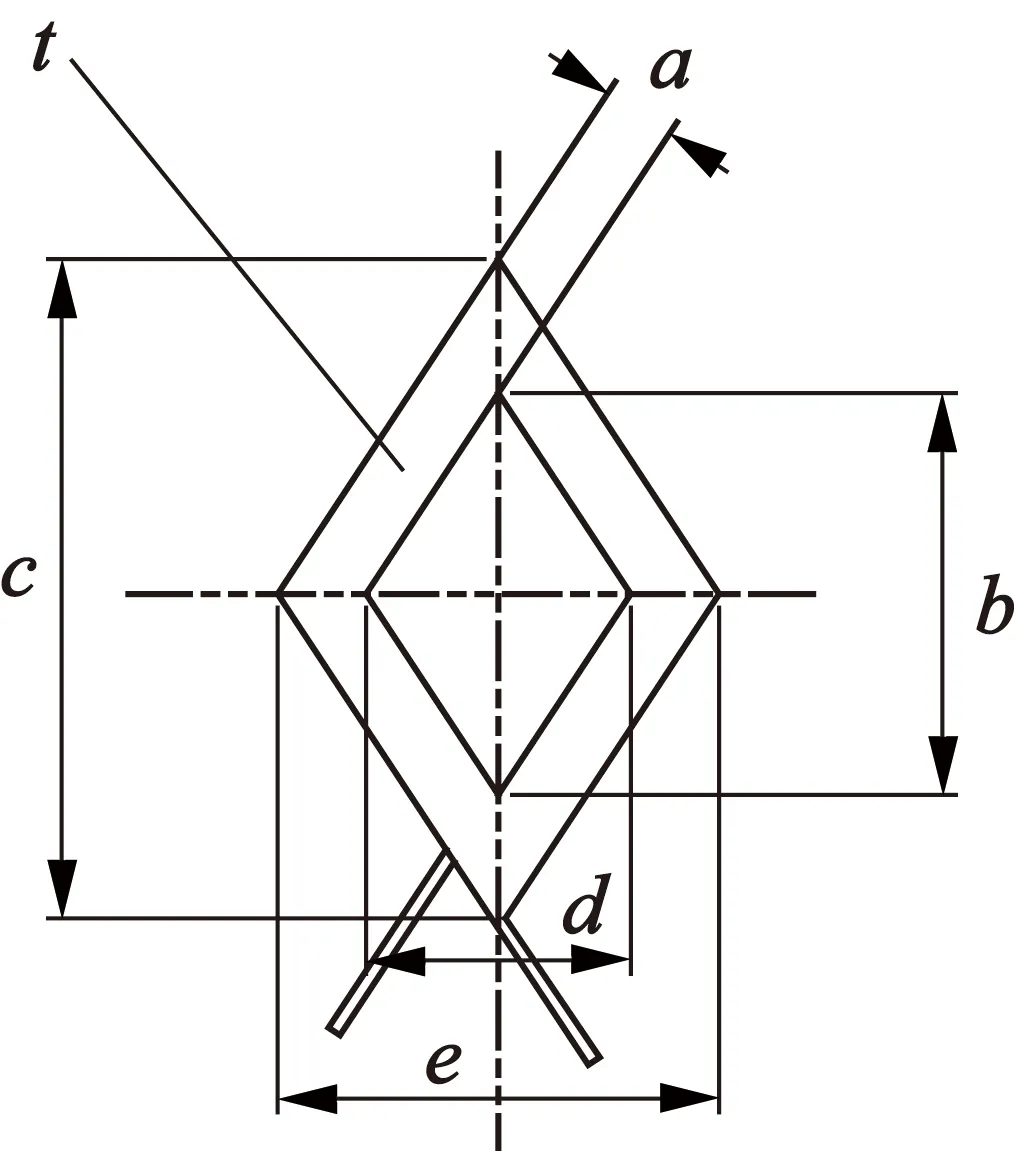
图7 单个菱形线圈示意图
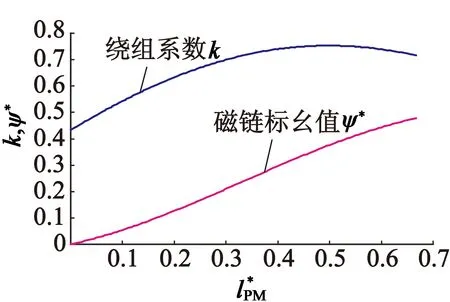
图8 电机绕组系数变化规律
结合产品极槽配合不同方案对绕组系数进行了仿真计算,结果如表1所示。
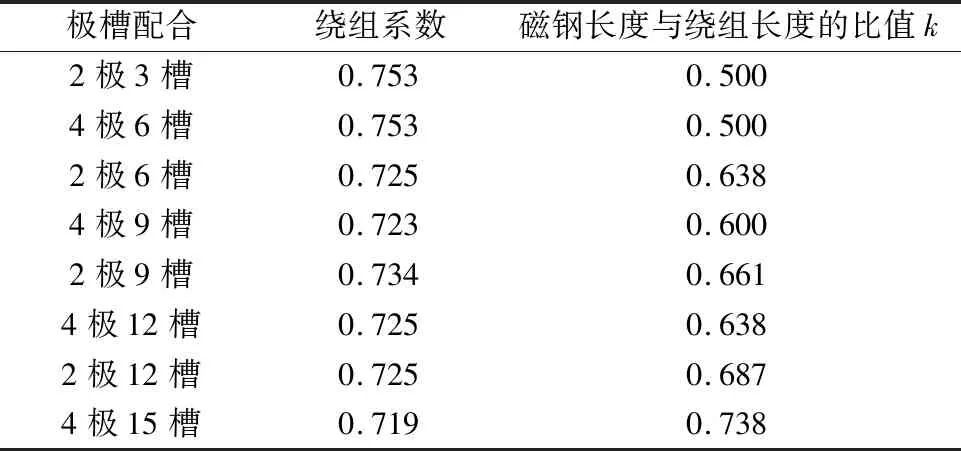
表1 不同极槽(虚拟槽)配合绕组系数最大值与k
从表1中可以看到,不同极槽配合最大绕组系数相差不多,磁钢长度与绕组长度的比值k却有很大不同。因此,在产品设计过程中如何进行参数最优化设计,应结合产品性能、尺寸要求,开展参数设计。当产品外径尺寸小时,空间小,绕线杯尺寸相应较小,若电机槽数较多,则图7中a的尺寸会较小,由于绕线杯采用多层形式,尺寸较难控制;若电机槽数较少,则a尺寸会较大,在绕线杯整形时较难固定;同时,由于杯子较大,若电机极数较少则跨距较大,杯子走线较长,对于设计和工艺性都不利,所以相同情况下,优先选用多极电机。
3 实用案例
结合以上空心绕线杯设计,进行了一款菱形空心杯电枢无刷直流电动机绕线杯设计、电磁设计、结构设计及样机制作。
3.1 产品实现
绕线杯、定子绕线杯、空心绕线杯实物如图9所示。

(a) 绕线杯
3.2 数据对比
样机性能对比如表2所示。
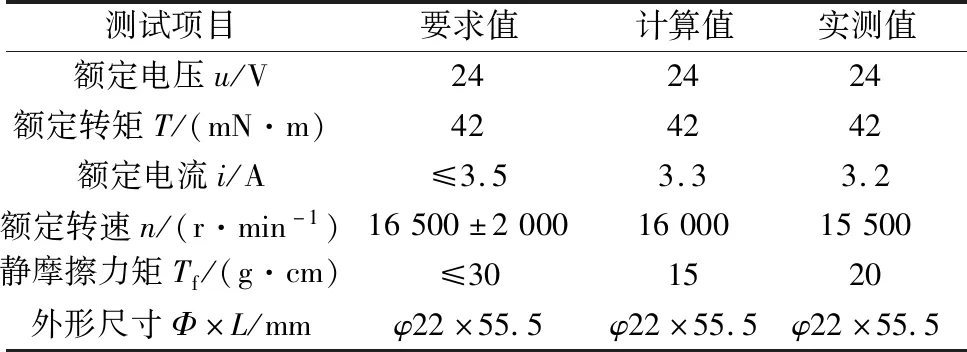
表2 样机性能对比
样机性能测试结果表明,本文的菱形绕线杯绕组结构设计及绕组系数设计是合理可行的,菱形绕线杯绕制、整形、固定方式对提高绕线杯工艺性起到了推动作用。
4 结 语
本文分析了空心杯无刷电机绕组不同结构形式绕制方法,给出了影响绕线杯设计的关键参数,重点分析了菱形绕线杯的结构形式及绕组参数设计方法,通过菱形绕线杯产品试制,验证了菱形绕线杯无刷电机的设计方法和加工方法是合理、可行的,菱形绕线杯绕制、整形、固定方式对提高绕线杯工艺性起到了推动作用,具有重要的工程应用价值。
