基于PLC的焊缝视觉传感与跟踪定位系统设计
2020-11-06邹昊曾文瑜
邹昊 曾文瑜


摘要:马口铁罐身成形的生产工艺中,方罐焊缝定位难度大、技术要求高。目前,多数企业采用位置感应装置和颜色传感器进行定位,其生产过程中易出现焊缝定位响应滞后、焊缝探测系统检测灵敏度不高等问题,从而导致制造成本增加。基于PLC的焊缝视觉传感与跟踪定位系统设计方案,配合执行机械装置和电机接口电路,可以实现焊缝自动定位。
关键词:视觉传感;检测定位;非接触;焊缝
中图分类号:TG409 文献标识码:A
在DR马口铁方罐成形的生产工艺中,考虑到焊缝定位的美观性,需将方罐的焊缝准确定位在罐边对角的正中位置。通常采用位置感应装置和颜色传感器定位,但实际生产过程中,受到探测系统检测灵敏度影响,易出现焊缝定位响应滞后的问题。为了保证焊接质量,通常配备焊缝自动跟踪系统[1]。视觉传感方式由于其采集信息量大,避免了与工件直接接触,易于实现焊接跟踪智能化,在焊缝跟踪领域得到广泛的应用。因此,如何提供一种焊缝追踪方法,准确捕捉焊缝位置,是目前本领域技术人员亟待解决的问题。本课题组研究了一种基于CCD视觉传感器和可编程控制器(PLC)焊缝自动跟踪执行系统[2],根据焊缝跟踪系统的实现功能设计了执行机械装置,按照控制点数要求设计了PLC控制电路和与横纵向电机的接口电路,并介绍了PLC与上位机的通信程序,采用适当的PID参数,最终满足了焊缝自动跟踪的要求[3]。
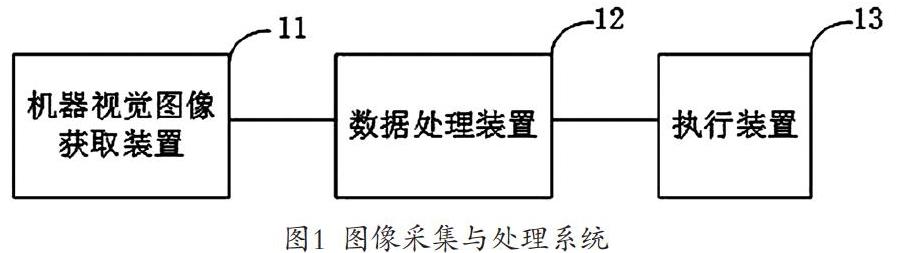
1 图像采集与处理系统
图像采集与处理系统包括机器视觉图像获取装置、数据处理装置和执行装置,如图1所示。机器视觉图像获取装置和执行装置分别与数据处理装置连接;机器视觉图像获取装置用于获取被检测焊件的图像信息,并将图像信息发送给数据处理装置;数据处理装置用于根据图像信息确定被检测焊件的焊缝位置,并将焊缝位置与预设标准定位点进行对比,确定出被检测焊件需要旋转的角度,并根据角度向执行装置发送转动指令;执行装置用于根据转动指令控制被检测焊件绕其中心轴旋转,以使被检测焊件的焊缝位置与预设标准定位点重合。从而实现定位焊缝位置时不受被检测焊件表面的杂质、凹陷等因素干扰,达到焊缝定位准确的目标[4]。
机器视觉检测技术的焊缝定位装置包括与数据处理装置连接的视频采集装置,与机器视觉图像获取装置分别位于同一流水线上的预设位置处,用于获取被检测焊件位于第一图像采集区域时的第一图像信息,并将第一图像信息发送给数据处理装置;数据处理装置用于根据第一图像信息和所述预设标准定位点,通过运行旋转子装置来控制被检测焊件进行初次定位操作。执行装置包括传送子装置和旋转子装置,用于传送被检测焊件,使被检测焊件依次经过视频采集装置对应的第一图像采集区域和机器视觉图像获取装置对应的第二图像采集区域。旋转子装置用于控制被检测焊件绕其中心轴旋转。接下来,机器视觉图像获取装置用于获取所述被检测焊件位于第二图像采集区域时的第二图像信息,并将第二图像信息发送给数据处理装置;数据处理装置还用于根据所述第二图像信息和预设标准定位点,通过运行旋转子装置来控制所述被检测焊件进行最终定位操作。
机器视觉图像获取装置具有光谱范围宽、分辨率高和响应速度快的优点,通过机器视觉图像获取装置获取被检测焊件的图像信息[5],通过数据处理装置分析图像信息,以根据所述图像信息确定被检测焊件的位置,通过执行装置使被检测焊件的焊缝位置与所述预设标准定位点重合。当被检测焊件的表面具有杂质、凹陷等干扰因素时,这些干扰因素与焊缝具有明显区别,使得数据处理装置容易在图像中确定出焊缝区域。因此,实现了定位焊缝位置时不受被检测焊件表面杂质、凹陷等因素干扰,焊缝定位准确的目标。基于机器视觉检测技术的焊缝定位装置的结构示意图如图2所示。
2 控制系统的硬件设计
控制系统的PLC硬件设计如图3所示,选取西门子300型PLC,1号位是PLC电源模块型号,2号位是CPU型号(包含16个点的输入和16个点的输出),4号位是通信模块(可多机组,多条生产线通过上位机总监控)。PLC硬件配置如图4所示。
那么,如何得到最优参数呢?可以通过试验生产线来试验参数,通过调节运行参数找到最高合格率。具体需要调节参数如表1所示。
以上5条参数调节可以使得流水线整体运行良好,保证生产过程中不堆集货物,保证各环节紧密配合。经测试,合格率最高可达99.98%。
3 控制系統的软件结构
控制系统的PLC程序说明,根据《机器视觉检测定位与非接触寻找焊缝实现》中工艺流程和运行方式,PLC程序内容如下:送罐位程序如图5所示,M0.0是PLC工作状态位,I0.4是送罐开始位,I0.5阻挡杆工作位,DB1.DBX0.0是电动推杆上传中间变量,Q124.0是电动推杆工作输出位,DB1.DBX1.2是阻挡杆上传中间变量。当PLC开始工作,工作台上第一步送罐位开始工作时,M0.0和I0.4点接通,第一条I0.5是闭点状点,此时电动推杆就输出了Q124.0位和上传中间变量,此时送罐的电推杆就开始工作了,推动罐体向旋转平台移动。当移动到阻档杆位置时,第二条I0.5开始接通,阻挡杆中间变量上传状态,第一条的I0.5和I0.4断开,电动推杆停止工作。
旋转台面工作位如图6所示,I0.6是进线开关工作状态点,T1和T3是延时器,DB1.DBX1.6是旋转台上升工作上传中间变量,Q124.1是旋转台上升工作输出量。DB1.DBX1.7是进给开关工作上传中间变量,DB1.DBX2.0是PLC检测启动输出量。
阻挡杆I0.5工作接通后,第一条进给开关I0.6是闭点状态,此时T1和T3开始工作,延时2 s后开始接通DB1.DBX1.6和Q124.1,接通旋转台开始上升。当上升到进给开关位置时,I0.6开始工作,第一条I0.6断开,旋转台上升工作停止。第二条和第三条I0.6工作后,上传进给开关工作状态中间变量和PLC检测焊缝位置开始启动。
