荛花皮手工造纸特性研究
2020-11-04赵汝轩杨光辉
赵汝轩 陈 刚,* 余 辉 杨光辉
(1.复旦大学文物与博物馆学系,上海,200433;2.复旦大学中华古籍保护研究院,上海,200433)
中国传统手工纸历史悠久,其原料随地域、技术和需求等原因不断变化,其中以植物韧皮纤维为原料的皮纸颇具代表性,常见原料有构皮、楮皮、桑皮和瑞香皮等[1-2]。瑞香科植物荛花的韧皮,在我国常俗称“山棉皮”;在国产40 余种荛花中,其树皮可用于造纸的有10 余种,有的种类韧皮纤维可作人造棉及高级纸的原料[3]。荛花一般为乔木、灌木或亚灌木,全球约70 种[4],分布于亚洲北部,在我国几乎遍布全国,又以南方较多,在浙江省[5]、江西省[6]、福建省[7]等地,荛花皮均曾作为造纸原料被采集收购。
现存以荛花皮为原料的手工纸已非常稀少,仅有云南纳西族东巴纸[8]以及云南省和西藏自治区一带藏族聚居区的部分藏纸等。这两类少数民族手工纸坚韧厚实、防虫耐久,历史上主要用于书写经书[9];现除经书之外,也作为旅游纪念品售卖。在汉族地区,20世纪的浙江省西部有出产荛花皮绵纸的明确记录[10];至20 世纪50 年代,浙江省产荛花皮最多,占全国产量的90%左右[11],所抄造纸张细腻均匀、薄而坚韧。目前,浙江龙游[12]仍出产以荛花皮为原料之一的皮纸,但数量很少。此外,日本的雁皮纸也以荛花皮为原料。
一般认为,优质的手工纸具有强度大、颜色洁白、细腻均匀和防虫耐久等特点,在修复、拓印等与文物相关的领域,手工纸难以被替代,因此亟待开发优质产品并加以利用。荛花皮的韧皮丰厚、纤维较细,其纤维特性满足制作优质手工纸的要求,但与构皮等相比产量小,虽有人工栽培但生长困难。手工纸原料一度以野生荛花为主,1950 年后浙江本地荛花皮资源紧缺[11]。至今,国内所见的几种荛花皮手工纸产量有限、质量有提升空间,因此探究其制浆工艺和成纸性能对充分发挥其优良特性具有重要意义。
根据文献调研[13]及实地考察,荛花皮手工纸多采用草木灰(K2CO3)与生石灰(CaO)作为蒸煮剂进行 1~2 次蒸煮,蒸煮时间从 5~6 h 到 72 h 不等;造纸人员凭经验估量加入蒸煮剂,其用量一般不超过蒸煮液的5%~10%。本研究参考传统手工纸抄造工艺,在实验室中以蒸煮剂用量与蒸煮时间为研究重点,制定蒸煮工艺条件,对荛花皮手工纸的制浆工艺与成纸特性进行分析。
1 实 验
1.1 原料与试剂
荛花皮,浙江省衢州市开化县附近山林采集,经鉴定,当地生长的荛花多为北江荛花(Wikstroemia monnula)。荛花皮预处理方法:砍下粗细适中的荛花树枝剥皮晾干,清水浸泡至树皮发软但无发酵气味产生,刮去外层黑皮,将浅色树皮(白皮)切成15~20 cm小段,低温干燥后备用。
蒸煮剂:无水碳酸钠(Na2CO3,分析纯,上海沪试实验室器材股份有限公司)、氢氧化钠(NaOH,分析纯,上海沪试实验室器材股份有限公司)、氧化钙(CaO,分析纯,上海沪试实验室器材股份有限公司)。
1.2 实验仪器
GBJ-A 型纤维标准解离器(英特耐森精密仪器有限公司);101 型鼓风干燥箱(北京科伟永兴仪器有限公司);FA2004B 型分析天平(上海精密仪器仪表有限公司);WSC-S 型测色色差计(上海精密科学仪器有限公司);雷磁PGSJ-4F 型实验室pH 计(上海仪电科学仪器股份有限公司);ZB-L 型立式电脑拉力仪(杭州纸邦自动化技术有限公司);ZB-NZ135A 型耐折度仪(杭州纸邦自动化技术有限公司);XSP-8C 型生物显微镜(上海精密仪器仪表有限公司);电磁炉、不锈钢锅、81-2型磁力搅拌机、黏度计、超级恒温水浴锅。
1.3 制浆过程
将白皮放入锅中浸泡,加入蒸煮剂后加热,保持蒸煮液体积为1.2 L 不变;蒸煮完成后冷却,将蒸煮后白皮包裹在网纱中,用流动水冲洗20 min以上,拧干白皮,重复多次至洗液pH 值为7;将清洗至中性的白皮放入纤维标准解离器中,加入1 L 清水,疏解清洗2次(40000转或10000转)后存放备用。
本研究参考传统手工纸的制浆工艺,分别选取Na2CO3、NaOH 和CaO 作为蒸煮剂,进行不同蒸煮时间下的荛花皮制浆。制浆工艺条件如表1所示。

表1 制浆工艺条件
1.4 干热老化实验
参照GB∕T 464—2008,在(105±2)℃下进行干热老化实验。选取3 组蒸煮时间为2 h、不同蒸煮剂的荛花浆(1#、5#、10#)所抄荛花纸,另选取3 种现代常用手工纸(见表2)进行干热老化实验。每种纸样分别取4 组 (0、10、30、60 天)、每组3 张。保留率为干热老化60天与未老化数据的比值。

表2 干热老化实验用纸样
1.5 分析方法
(1)纸浆得率
由于手工纸抄造的特殊性,本研究的纸浆得率定义为:制浆并经疏解清洗后的绝干纸浆质量与制浆前的绝干原料质量之比。
(2)白度检测
测试纸张CIE白度空间的L*、a*、b*值。计算纸张的亨特白度。
(3)纸张表面pH值检测
将0.5 mL纯净水滴在3 cm×3 cm纸张表面,以一定压力使pH 计测试头接触纸张表面,待读数稳定后读取pH值。
参照GB∕T 1548—2004,通过铜乙二胺法检测纸浆的黏度并计算聚合度。
(5)抗张强度检测
参照GB∕T 12914—2008 检测纸张的抗张强度;纸样长度170 mm,夹头间有效长度10 mm;拉伸速度(20±5)mm∕min。
(6)耐折度检测
参照GB∕T 457—2008 检测纸张的耐折度。其中荛花纸按照国家标准中使用的拉力为9.81 N,其他纸张拉力见后文。
(7)纤维分析
参照GB∕T 4688—2002,使用赫兹伯格染色剂,取少量自制的荛花纸张纤维,用光学显微镜进行分析。
2 结果与讨论
2.1 纸浆得率
由图5可以看出,3种氧化剂都具有良好的除硫效果,随着氧化剂浓度的增加,除硫率明显增大,当氧化剂浓度达到一定程度后除硫率不再变化,说明氧化剂氧化效果基本饱和。3种氧化剂的氧化效果为:Cl O2>NaClO>H 2 O2。因此,优选ClO2作为水处理工艺的添加剂,使用质量浓度为50 mg/L,在此质量浓度下除硫率可达到95%。
表3 为蒸煮后经不同疏解转数的纸浆得率。从表3可以看出,疏解转数40000转的纸浆得率普遍较低,说明过度的疏解清洗会使细小纤维损失,从而降低纸浆得率。蒸煮剂为CaO的浆料经长时间蒸煮后得率依然很高,说明反应不充分。
从表3 还可以看出,蒸煮剂种类和用量都相同的样品,随着反应时间延长,纸浆得率均下降。如疏解10000 转浆料的 1#~4#,反应时间从 2 h 增加到~16 h,纸浆得率下降了约10%。蒸煮时间均为2 h 的,例如疏解 10000 转浆料的 1#、5#、10#中,NaOH 蒸煮的 10#纸浆得率只有68.5%,远低于Na2CO3蒸煮的1#纸浆(80.0%)。此外,蒸煮时间较长时,即使蒸煮剂用量不同,纸浆得率差异也不大,例如Na2CO3蒸煮的3#与7#,纸浆得率相当。
因此,强碱性蒸煮剂反应剧烈、迅速,很容易反应过度;弱碱性蒸煮剂在适当蒸煮时间下,便于控制得率。用量较少的蒸煮剂需要更多反应时间,在实际生产中还需综合考虑生产成本。
2.2 纸张性能分析
使用疏解10000 转的纸浆,检测纸浆的黏度并计算聚合度;然后将纸浆送至中国制浆造纸研究院有限公司抄造纸张并测定其性能(实验中发现,CaO 蒸煮的浆料均难以疏解,因此未能抄纸)。所抄纸张厚度0.05 mm、定量25 g∕m2,纸张定量与目前手工纸市场上较为轻薄的种类接近[14]。表4 为纸浆聚合度和纸张性能。
从表4 中可以看出,使用 NaOH 蒸煮的 8#~10#纸浆,短时间蒸煮(0.5 h) 制得的纸张强度最高(124.7 N·m∕g),但随着蒸煮时间的增加,出现明显下降的趋势,和纸浆聚合度的趋势一致。Na2CO3蒸煮的1#~3#纸浆(Na2CO3用量2%),随着蒸煮时间的延长,纸张抗张指数上升,至蒸煮时间为16 h的4#纸浆时抗张指数有所下降,抗张指数的这一变化趋势与纸浆聚合度一致,均在蒸煮时间为8 h 时达到最大值(108.2 N·m∕g)。5#~7#纸浆(Na2CO3用量4%)同样是蒸煮2~8 h,其纸张抗张指数随反应时间逐步提升,在蒸煮8 h 时,纸张抗张指数达到最高(109.9 N·m∕g),但此时纸浆聚合度已经明显下降。这说明纸张抗张强度与纸浆纤维素分子链的平均长度有关。

表3 不同疏解转数的纸浆得率 %

表4 纸浆聚合度和纸张性能
耐折度则与纤维长度、半纤维素含量更为相关。在表4 中还可以看出,荛花纸的耐折度整体表现较好。NaOH 蒸煮的8#~10#纸张耐折度同样稍有优势;Na2CO3蒸煮的1#~7#纸张,虽然蒸煮剂用量和蒸煮时间不同,但耐折度差异不大。
以上数据表明,使用NaOH 蒸煮,蒸煮剂用量较少且在很短时间内便能获得强度较高、白度较优、生产效率高的荛花纸;但使用NaOH 作为蒸煮剂,蒸煮时间需严格控制,且NaOH 属于强碱,腐蚀性较强,在实际的手工纸操作中安全性较差。使用Na2CO3作为蒸煮剂,用量少时,需要较长的时间才能保证反应充分进行,虽然所抄纸张的抗张强度稍弱,但更便于控制反应,且操作安全,与传统手工抄造荛花纸使用弱碱性蒸煮剂(如K2CO3)基本一致。
2.3 耐久性
传统手工纸,尤其是皮纸,相较于现代机械纸的优势之一是耐久性好,也就是纸张存放时间久、不易变黄发脆。因此实验选取部分纸张进行老化实验,分析纸张的耐久性。
2.3.1 纸张白度

图1 纸张白度的变化
图1 为纸张白度的变化。从图1 可以看出,在干热老化过程中,荛花纸白度的变化比其他3种手工纸小,稳定性较好。由于宣纸与构皮纸初始白度较大,老化后仍然有较高白度,但构皮纸白度下降得较为明显。在老化前30 h,荛花纸白度变化很小,后期变化略有加大,而宣纸白度有所回升。因此荛花皮浆经合适的漂白,仍能保持一定的白度稳定性。
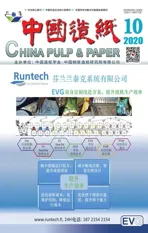
2.3.2 纸张表面pH值
纸张表面pH 值及其稳定性是文物保护领域内衡量纸张可否安全持久使用的重要指标。纸张表面pH值较低时,纸张中的纤维素降解速率较快[15],偏酸的纸张比中性纸张更易老化[16]。因此一般认为,表面pH 值呈中性偏弱碱性的纸张更利于长久保存。但是在碱性纸张中,过高的纸张表面pH 值同样也对纤维素氧化降解有促进作用[17]。而就纸张老化的内因,纸张中纤维素、木素含量及填料、胶料对于纸张老化有显著的影响[18]。
图2 为纸张表面pH 值的变化。从图2 中可以看出,NaOH蒸煮的10#纸张或Na2CO3蒸煮的5#纸张表面初始pH 值较高,但在干热老化10 天时,纸张表面pH 值迅速下降,干热老化10 天之后下降趋势减缓,干热老化60天时纸张表面偏酸性。使用NaOH蒸煮制得的构皮纸G#的表面pH 值下降情况与之类似,但幅度更大。而用Na2CO3蒸煮的1#纸张虽然表面初始pH值不高,但干热老化过程中pH值下降程度很小,同样采用Na2CO3蒸煮的宣纸X#与之类似,纸张表面pH值后期还有所上升。而毛边纸则始终呈现较为明显的酸性。
图2 纸张表面pH值的变化
2.3.3 强度性能
图3 为纸张抗张指数的变化。从图3 可以看出,老化前后荛花纸的抗张指数均高于其他3 种。6 种纸张的抗张指数均随老化时间的增加而下降,但NaOH蒸煮的荛花纸的抗张指数更优且稳定,保留率达96.5%以上,与宣纸的94.9%接近;Na2CO3蒸煮的荛花纸的抗张指数则有所下降,保留率小于毛边纸,但大于构皮纸。总体来说,在定量相近的情况下,荛花纸的抗张强度远大于其他纸张,老化后仍能保持这一优势,这是荛花皮的优良特性。

图3 纸张抗张指数的变化

图4 纸张耐折度的变化
图4 为纸张耐折度的变化。从图4 可以看出,纸张耐折度对于老化更加敏感,随着老化时间的增加,荛花纸耐折度均有所下降。老化60 天后,不同荛花纸耐折度接近,保留率为20%左右,优于宣纸X#(11.5%)、构皮纸G#(8.0%),其中,使用NaOH 蒸煮制得的10#荛花纸下降幅度最大,同样,使用NaOH蒸煮制得的构皮纸G#耐折度下降也很明显。毛边纸M#耐折度下降较小。值得注意的是,在测定耐折度时,荛花纸使用的张力更大(9.81 N,其他纸张若使用此拉力基本都会在耐折度10 次之内断裂,因此毛边纸与宣纸的拉力为1.96 N;而构皮纸若使用1.96 N时,耐折度会超过10000 次,因此使用3.92 N);由此可知,荛花纸的耐折度远大于其他3种纸张,同样显示了荛花纸在机械强度方面的突出优势。
2.3.4 荛花纸张纤维显微分析
图5 为荛花纸纤维的光学显微镜图。从图5 可以看出,荛花纸纤维呈棕黄色,纤维细长、少扭曲,纤维上横节纹多、几乎无胶衣。因本研究在制浆时对浆料只有疏解过程,纤维的分丝帚化程度较小。荛花纤维长度约2~3 mm,宽度约10~20 μm,与构皮相比长度更短、宽度略小,更容易分散均匀、较少成团;但此纤维长度比竹纤维和草类纤维更长,因此荛花纸的强度更优。当纸张定量较小时,长度适中的纤维所抄手工纸中的纤维分布更加均匀且不易破损。

图5 荛花纸纤维光学显微镜图
3 结 论
本研究选取浙江衢州的荛花皮,参考传统手工纸抄造工艺,分别以Na2CO3、NaOH 和CaO 作为蒸煮剂,在常压、100℃条件下蒸煮制浆并抄纸,以探究荛花皮的制浆工艺和成纸特性。
3.1 使用NaOH(用量1%(对蒸煮液),0.5~2 h)或Na2CO3(用量2%~4%(对蒸煮液),4~16 h)进行蒸煮制浆,并经过40000 转疏解清洗后,均可获得纸浆得率60%~70%的纸浆。
3.2 使用NaOH 蒸煮剂,在用量少、短时间下处理可获得碱性较强、纸张强度较好的纸张,纸张抗张指数最高可达124.7 N·m∕g,但需要严格控制蒸煮时间。使用Na2CO3蒸煮剂处理较为温和,便于控制,但纸张的表面pH 值和抗张强度稍弱。实验所抄荛花纸的亨特白度为66.8~73.9,颜色略偏黄;纸张表面pH值为6.95~8.69,要得到更高白度的纸张,还需增加漂白工序。
3.3 干热老化实验表明,实验所抄荛花纸的耐久性较好,荛花纸表面pH 值、白度和耐折度的稳定性均优于构皮纸。特别是使用Na2CO3蒸煮剂的纸张表面初始pH 值在老化实验过程中较为稳定,且纸张抗张指数优于构皮纸,耐折度下降程度也小于宣纸和构皮纸;比较而言,使用NaOH 蒸煮剂的纸张表面pH 值和耐折度在老化过程中下降较快。使用碱性温和的蒸煮剂在常压下煮料较长时间(如Na2CO3用量2%,蒸煮8 h),可以更为稳定和安全地获得纸张强度和耐久性良好的荛花纸。
3.4 荛花皮韧皮部纤维较细,是制造优质手工纸的理想原料,可为古籍修复、文物拓印和书画托裱等行业提供选择。