纸浆浓度在线测量技术的发展
2020-11-04刘磊
刘 磊
(山东太阳纸业股份有限公司,山东济宁,272100)
纸浆属于一种混合物悬浮液,包括存在于悬浮液中的所有物质,如水、纤维、填料∕灰分、木屑以及各种化学药品等。纸浆按纤维种类可以分为阔叶木浆、针叶木浆、非木浆以及废纸浆等。
纸浆浓度指纸浆中纤维的含量,是将抄取的纸浆样品进行干燥称量,以所得绝干固形物质量与样品湿重比值的方式表示,单位是%或g∕L。
1 纸浆浓度测量的意义及影响因素
1.1 纸浆浓度测量的目的
纸浆浓度是关于纸浆设备运转效率与产品质量的重要参数。尽管纸浆浓度控制边际利润率低,但其精确测量对于纸浆筛选及洗涤控制、打浆电耗、药品消耗以及纸张质量控制尤为重要。
1.2 纸浆浓度控制应用及控制方式
常见的纸浆浓度控制应用有以下几种:在筛选、洗涤工段根据浓度控制良浆通过量;在磨浆工段通过比能量控制(Specific Energy Control,SEC)控制磨浆机的吨浆电耗;在纸机流送工段根据纸浆浓度控制化学助剂的加入量;浓度前馈用于纸机纵向定量控制等。
图1 为常用的纸浆浓度控制方式,主要包括典型控制方式A、前馈控制方式B 和前馈串级混合控制方式C。

图1 常见的几种纸浆浓度控制方式
浓度调节系统具有惯性加纯滞后特性,工程应用中一般采取PI(Proportion Integration)控制。典型控制方式A采用反作用单调节回路,根据浓度设定值进行浓度控制。前馈控制方式B将纸浆流速的变化量折算后叠加到浓度控制的输出上,可以抑制稀释水压力波动带来的浓度测量干扰。前馈串级混合控制方式C将流速干扰叠加到浓度主回路控制输出后,作为流量副调节回路的设定值控制稀释水流量,以获得稳定的浓度控制。
1.3 纸浆浓度测量影响因素
因浆种和纸种不同,纸浆浓度测量受体积浓度、纤维长度、黏度、无机物含量、颜色以及流速等因素影响。如温度和无机物含量的增加会降低纸浆浓度,而纤维长度、游离度或浆液pH 值增加均会使纸浆浓度升高,不同的浓度条件需要采取合适的测量方式。纸浆中木素含量及白度等参数变化会影响纸浆浓度的光学测量。另外,控制系统的安装位置及控制方式的选择,也会因纸浆在管道内的流速大小、混合程度不同,给浓度测量带来误差。
2 纸浆浓度在线测量技术的发展
2.1 在线测量技术分类
纸浆浓度测量技术按照测量方式划分,可分为接触式和非接触式两大类。根据测量原理不同,目前有剪切力测量技术、射线测量技术、超声波测量技术、电容测量技术、光学测量技术以及微波测量技术等类别。
2.2 在线测量技术现状
2.2.1 基于剪切力的浓度测量技术
早在20 世纪初,部分制浆造纸企业已经开始采用刀式传感器感应浆液中纤维变形所受剪切力的方法,进行纸浆浓度的在线测量。
刀式浓度计按传感器检测方式分为:静刀和动刀两种。图2为静刀式浓度计中剪切力计算示意图。静刀式传感器感应的纸浆剪切力与纸浆浓度呈函数关系,在一定浆速范围内,纸浆浓度只与纤维特性有关。纸浆冲击产生拉力F2和F4,合力F3作用在刀式传感器的支点上,因此在一定流速范围内,浆流产生的力矩f(v)=F2·l2+F3·l3+F4·l4是 1 个常数,所以可对浆流冲击力矩F3·l3进行速度补偿(当流速在0.6 m∕s 以下时,流速带来的水层影响可以忽略不计;当流速大于1.8 m∕s 时,浆流冲击力正比于流速的平方,难以进行补偿[1]),因此,可以通过测量剪切力F1得到纸浆浓度。静刀式浓度计需要安装温度传感器对不同的纸浆温度进行补偿计算。因所受剪切力不同,静刀式传感器需根据不同的纤维类型进行刀型设计,经几十年的不断研发和改进,目前可以测量1.5%~16%范围内的纸浆浓度。
20 世纪80 年代出现了动刀式浓度计。动刀式浓度计利用刀式受力元件主动剪切纸浆,由于纸浆浓度形成的摩擦力会影响动刀的行程时间,因此可通过测量元件完成行程的时间计算纸浆浓度。动刀式浓度计可测流速0.2~5 m∕s的纸浆,纸浆浓度测量范围一般为1.5%~8%。

图2 静刀式浓度计剪切力计算示意图(Valmet浓度计培训手册)
此外,基于剪切力的浓度计还有旋转浓度计,包括内旋式和外旋式两种。在20 世纪20 年代,最初的内旋式旋转浓度计由恒速电机驱动单个旋转盘转矩臂测量其在纸浆中所受的剪切力,应力测量有差动气路测量和电桥测量两种形式。这种测量方式对流速变化不敏感,但旋转轴与机械密封的摩擦力会影响测量结果[2],目前内旋式旋转浓度计多为双旋转盘结构,测量范围可以覆盖1.5%~16%的纸浆。外旋式旋转浓度计采用管道外引流安装方式,纸浆浓度测量范围为2%~6%。
葛升民等人[3]还利用平板状和梳状旋转叶片所受阻力与纸浆浓度和打浆度的不相关性,研制出可以同时测量浓度和打浆度的技术,克服了打浆度对浓度测量的影响,其纸浆浓度测量范围为1%~7%。
2.2.2 射线浓度测量技术
利用射线对于不同密度物质照射后衰减的原理,伽马射线也被尝试用于纸浆的浓度测量。纤维和水的密度很接近,因此传感器需要很高的灵敏度。塑料闪烁检测技术提高了传感器的灵敏度和稳定性,但填料和气泡的存在,会导致过高或过低的假信号。理论上该类浓度计测量范围没有限制,然而由于该技术造价较高,目前还很少见到实际应用。
2.2.3 超声波浓度测量技术
20 世纪70 年代,有人提出了利用超声波在纸浆悬浮液中散射和吸收原理测量纸浆浓度的技术。姚骏等人[4]尝试以0.86~2.75 MHz频率的超声波激励进行衰减测量,证明了纸浆浓度在0.5%~2.5%的范围内与超声波衰减系数呈线性关系。
2.2.4 电容浓度测量技术
通过纸浆等效介电常数ε与浓度变化的函数关系可以测量纸浆的电容值(Cx=Kε),纸浆介电常数可分为固相纸浆介电常数ε1和连续相纸浆介电常数ε2两种,等效介电常数ε=Cε1+(1-C)ε2。实验证明,该技术可以测量的纸浆浓度范围为2%~7%[5]。该类浓度计只在实验室中有相关报道,还未看到有实际应用的案例。
2.2.5 光学浓度测量技术
根据拉姆贝尔塔-贝拉定律,纸浆浓度可以通过测量穿过纸浆的光通量强度求得。
近红外光具有的光谱较宽、吸收强度较弱且信息量大的特性适合作为定量分析的光源。实验证明,利用波段750~2500 nm 的近红外光线照射到样品上,然后检测样品对光线的吸收,再对吸收谱图进行解析计算,可以得到样品中各物质的含量[6]。
在20 世纪70 年代,高强度LED 技术的研发也使光学浓度传感器性能有了较大提高,人们开始利用近红外光对影像增强敏感的特性,通过红外光散射和透射方法进行光学激励[7],对纸浆浓度进行测量和计算,最高可以测量浓度为4%的纸浆[8]。图3 为常用3种光学浓度计A、B、C测量方式。

图3 光学浓度计的常见形式
浓度计A使用卤素灯泡或半导体激光器产生的线偏振光进行测量。透射过被测量介质的光束分成两部分,分别穿过两个平面偏振滤光片。利用纤维的去偏振效应,相应波长的光束被光电二极管检测并组合产生相对去偏振化信号,该信号与纤维和填料总浓度呈一定函数关系,可以由此计算纸浆浓度,其优点是对纸浆的白度、颜色、打浆度或可溶性添加剂不敏感。
浓度计B是基于光的透射率与浓度的函数关系进行测量。但该类传感器对游离度和颜色的变化敏感,在填料和可溶固形物含量变化时测量信号与浓度呈非线性关系。
浓度计C由多个传感器收集前向和后向的散射光并产生一个与浓度成正比的信号。这种类型的浓度计可以在更高的浓度(约4%)下使用,一般来说,其对非纤维物质含量变化的敏感性介于浓度计A和浓度计B之间,且该浓度计对填料最为敏感。
图4为BTG 光学浓度分析仪组成示意图。该浓度计利用光学峰值分析法(见图5)测量纸浆浓度,假设悬浮液成分中同时有大颗粒和小颗粒,测量形式类似于图3中的浓度计A。

图4 BTG光学浓度分析仪组成示意图(BTG培训手册)
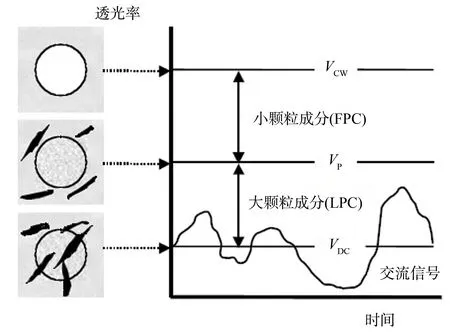
图5 BTG光学峰值分析法(BTG培训手册)
纸浆体系中大颗粒(纤维)形成一个相对透明、并伴有大量小颗粒(填料和细颗粒)自由漂浮的交联结构。对典型悬浮液随时间变化的观察表明,大量小颗粒相对恒定,而大量大颗粒却很少,并可变。图4 BTG 光学峰值分析法中有3 个光电检测滤波器,分别检测平均值VDC、峰值VP和信号中的交流成分信号VAC。图5 中透射光的平均值确定VDC,VP代表没有纤维时的透射光强值,VCW代表清水状态下的参考光强值。大颗粒成分(Large Particle Content,LPC)为VP与VDC的差值,小颗粒成分(Fine Particle Content,FPC)为VCW和VP的差值,通过计算LPC 和FPC 即得到总浓度值[9]。
图6 为总固形物测量原理图。光学浓度计利用Arago 偏振光原理,采用了半导体激光器和氙光两种光源,通过浆料不同成分的光学性能,检测通过介质的透射偏振光和激光与氙灯光的反向散射光光电转换信号,根据光强与纤维、填料浓度的函数关系得到总浓度信号。目前,光学浓度计可测量浓度范围为0~16%的纸浆。

图6 总固形物光学测量原理[10]
2.2.6 微波测量技术
微波技术在20 世纪90 年代开始应用于纸浆浓度测量。一般而言,水的介电常数为78.5,木质纤维的介电常数为2.8[11],微波在浆液中的传导速度或通过浆液的时间是介质相对介电常数的函数,而微波在浆液中的传播速度是浓度的强相关函数。因此,微波可以测量纤维和填料的总浓度。
微波浓度计对纤维类型、长度、成分、颜色、流速、打浆度等参数不敏感,但对电导率、空气和温度敏感,需要进行特定的补偿计算。另外,微波分析仪本身无机械运动部件,后期维护量较小。微波浓度计的测量范围一般为0~16%。
2.3 在线测量技术发展制约因素
2.3.1 转换成本
与其他技术一样,随着纸浆浓度测量技术的不断成熟,其技术性能的提高需要不断的技术研发投入,在技术成熟期逼近一定的极限值后,会达到所谓的“技术成熟期”。在此阶段,技术发展将面临保持或转换技术轨道的选择。保持阶段随着技术的扩散,产品利润将难以保证,而变换技术轨道的转换成本将制约新技术的发展。因此,较低的技术转换成本将给制造商带来巨大的技术竞争优势。
2.3.2 适用性和维护性
纸浆种类繁多,测量环境千变万化,要求将来的在线浓度测量技术要有较强的适用性。测量产品的宽适用性将大大减少产品线的种类,给用户的设备维护带来便利。同时,还要求产品越来越轻量化、智能化,减少磨损和故障频率,具有自诊断功能,便于后期校准和维护。
2.3.3 技术性能
灵敏度、重复性、稳定性和信息互联性是浓度计的主要技术性能。纸浆浓度变化时的快速响应和稳定的重复性测量性能对工艺过程控制尤为重要,将直接影响能耗、工艺稳定和产品质量稳定。
在信息时代,还要求浓度计具备互联功能,对产品的运行情况可以进行远程监控,且纸浆浓度测量数据可以在云端进行二次加工,作为其他云虚拟传感器的一次测量传感器。
3 纸浆浓度在线测量浓度计应用情况
表1为纸浆浓度在线测量浓度计应用的基本情况。纸浆浓度在线测量技术自问世以来,一直在持续进行技术创新和迭代,图7为笔者对世界上两大主流在线浓度计生产商产品技术迭代间隔周期进行的统计,刀式浓度测量技术从第一代到目前的第四代迭代时间平均分别用了17年、12年、15.5年和7.5年;旋转浓度测量技术从第一代到目前的第四代迭代时间平均分别用了34.5年、10年、10年和2年;微波浓度测量技术从第一代到目前的第四代迭代时间平均分别用了5年、5年、8年和4年;光学浓度测量技术从第一代到目前的第三代迭代时间平均分别用了9年、6.5年和5年。

表1 纸浆浓度在线测量浓度计应用基本情况
由图7 可以看出,目前较为流行的几种在线浓度测量技术迭代间隔出现逐渐缩短现象,其中光学式浓度计平均迭代间隔时间最短,只有5.1年。
通过对在线浓度计厂商数据的收集和统计,目前世界上主要品牌有Valmet、BTG、SATRON、ABB、TECO、TEMCO、DEZURIK 和 AQUAR 等,其中 50%的公司有微波式浓度计产品,超过60%的公司已经研发出光学式浓度计产品。2010 年之后,光学浓度测量技术有了新的突破,浓度测量范围最高可以达到16%。目前国产浓度计也有了长足发展,主要产品集中在刀式和旋转式浓度计两个系列。

图7 BTG、Valmet在线浓度测量技术迭代统计
从适用性和技术性能方面来看,微波式浓度计和光学式浓度计都具有较大发展前途,但二者造价相对较高,在某些测量场合的稳定性还需要进一步提高。
4 结 语
根据技术生命周期理论,新技术存在变异、酝酿、选择和保留几个阶段[12],技术成长是技术性能与技术投入或时间的函数。目前几种测量技术仍处于新旧技术之间、新技术与新技术之间竞争的阶段,技术生命周期存在不确定性,不能简单地说哪种技术将独占鳌头,这几种技术将在一定时期内继续相互竞争并不断发生技术替代。
