熔渣含量对微渣气保护药芯焊丝性能的影响
2020-11-03谢卫平王欢陈纪城刘仁培魏艳红
谢卫平, 王欢, 陈纪城, 刘仁培, 魏艳红
(南京航空航天大学,江苏 南京 211106)
0 前言
药芯焊丝具有熔敷速度快、成分易调节灵活性高、环境污染小等优点,广泛运用于航空、航天、轨道交通等模具修复领域中。模具修复用焊丝一般是依靠焊接冶金过程中过渡足够的合金元素,强化基体组织,达到满足所需性能的目的,因此保证熔敷金属中是否有足够合金元素是成功研制模具修复用药芯焊丝的关键。提高合金元素过渡系数、增大药芯中合金粉末的添加量、增加填充率是提高熔敷金属合金元素含量的常用三大方法[1]。由于微渣气保护药芯焊丝药芯中大部分是金属粉,只有少量渣系成分,且外加保护气体,减少了渣系中造气剂,从而极大程度上增加了合金粉末的装填量和填充率,为调整焊丝成分满足各种所需性能提供了广阔的空间。
随着3D打印技术的发展和机器人的逐步使用,现有药芯焊丝熔渣含量较高,一方面需要中断焊接过程进行焊接道层之间清渣,显著地降低了工作效率,难以满足机器人连续电弧增材再制造的需求,另一方面容易造成焊后夹渣,对后续多层多道焊接过程造成影响,成为影响质量的隐患,因此在保证性能的基础上,如何使焊材满足连续电弧增材再制造的要求已成为迫在眉睫的问题。针对此类问题,国内外研究学者主要集中于:①脱渣性方面,从渣壳微观组织结构[2-3]或调整熔渣成分角度如 CaF2[4], CaCO3[5], TiO2/SiO2[6]以实现焊后熔渣能自动脱落;②性能方面,从熔敷金属微观组织结构出发调整焊丝合金系[7-8]或者改变组织中夹杂物形貌、尺寸大小[9-10]以实现焊后堆焊层获得优异的性能,而通过调整气药芯焊丝熔渣含量提高性能的研究较少。 国产模具电弧增材再制造药芯焊丝(RMD535)工艺性能和力学性能良好,但是其熔渣含量过高,焊后需及时清理才能进行下一次焊接,自动化程度低,极大限制了其在智能制造领域的发展,因此文中以国产模具电弧增材再制造药芯焊丝(RMD535)为原始体系,在不改变渣系组分配比,仅改变药芯中熔渣含量的前提下,通过大量工艺试验结合光学显微镜、SEM、力学性能等测试方法优化RMD535药芯焊丝中熔渣含量,为进一步开发自动化程度高兼备优良力学性能的药芯焊丝打下基础。
1 试验方法
1.1 微渣气保护药芯焊丝成分设计
微渣是指焊丝中熔渣含量低于20%,焊后焊缝表面仅出现微量熔渣或喷气后熔渣能自动脱落。现代化模具修复领域中,手工堆焊技术逐渐被电弧增材再制造技术取代,适用于电弧增材再制造技术的焊材需要满足焊后熔渣自动脱落,这就对传统气保护药芯焊丝提出了更高的要求,同时如果直接减少焊丝中渣系含量以实现焊后微渣,就会破坏原有焊接反应区气—渣联合保护模式,影响焊丝的各项性能。考虑到在实际焊接过程中存在一部分合金元素参与保护过程,因此采用气—渣—合金元素联合保护模式,通过增加合金元素含量以弥补渣保护的不足的设计思路,不仅理论上可行,而且其成功研制将极大推动药芯焊丝的发展,丰富焊材种类。综合考虑熔敷金属保护效果和自动化的实现,试验采用H08E钢带(12 mm×0.5 mm),将国产模具电弧增材再制造药芯焊丝(RMD535)渣系成分包在药芯中,在不改变药芯焊丝渣系组分基础上,分别改变熔渣含量,5%,10%,15%,20%,并编号1~4号,制成四种直径为1.6 mm,填充率为24%,截面形状为搭接的气保护药芯焊丝。RMD535药芯焊丝渣系基础配方见表1。

表1 RMD535焊丝渣系成分(质量分数,%)
1.2 试样制备与性能表征
采用自主搭建的电弧增材制造成形设备,包括Fronius数字化焊机及KR5R1400机器人,其成形设备如图1所示。在200 mm×100 mm ×25 mm的Q235试板上进行堆焊,焊接电流为330~350 A,电压为29~32 V,焊接速度为6 mm/s,保护气体为20%CO2+80%Ar。连续堆焊四层,第一层5道,随后各层每道次数逐次递减,其堆焊过程如图2所示。层间温度控制在150 ℃以下,堆焊厚度大于12 mm制取试样。

图1 电弧增材再制造成形设备
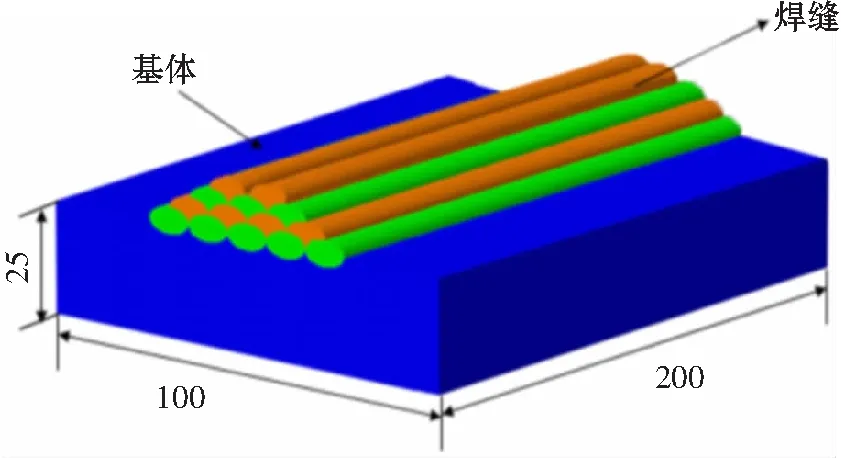
图2 堆焊示意图
试验采用水槽收集法来计算飞溅率,具体装置如图3所示。在水槽中放置一个垫块,然后把尺寸为150 mm×15 mm×15 mm的焊接基板放在垫块上,称其质量m1;选定任意一种试验焊丝分别在工件上进行堆焊,焊接过程中产生的飞溅落入水槽,凝固成颗粒。焊后称量工件质量m2,并收集水槽中的飞溅颗粒,烘干,称其质量m3,最后通过公式f=m3/(m2-m1)计算焊接飞溅率。
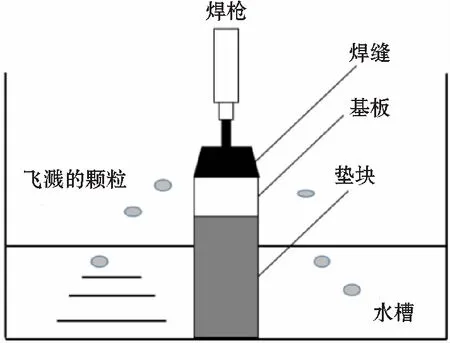
图3 焊接飞溅收集装置示意图
在堆焊层表面钻取金属屑,通过SPECTRO直读光谱仪对其进行化学成分分析。焊缝熔渣的覆盖性试验主要由焊工技师依据焊后焊缝成形和熔渣覆盖的效果评定,评定结果按照差(覆盖不全或出现抱团)、一般(覆盖不均匀)、良好(熔渣覆盖均匀,焊缝成形较好)三个等级打分记录。
采用HR-150A型硬度计进行宏观硬度试验测量堆焊层硬度,测试试样不同区域的8个点硬度,去掉一个最高点和一个最低点,剩下6个点取平均值。采用XJL-300B型落槌冲击试验机测定焊缝金属冲击吸收能量,分别测试三个同种试样,取其平均值即堆焊金属冲击吸收能量。
2 试验结果与讨论
2.1 熔渣含量对焊缝成形的影响
经气枪吹后,不同熔渣含量对单道焊缝成形覆盖情况和电弧增材再制造实体成形的影响结果,分别如如图4和图5所示。当改变焊丝中渣系含量时,以Fe粉作为平衡量,保持配方总含量不变。
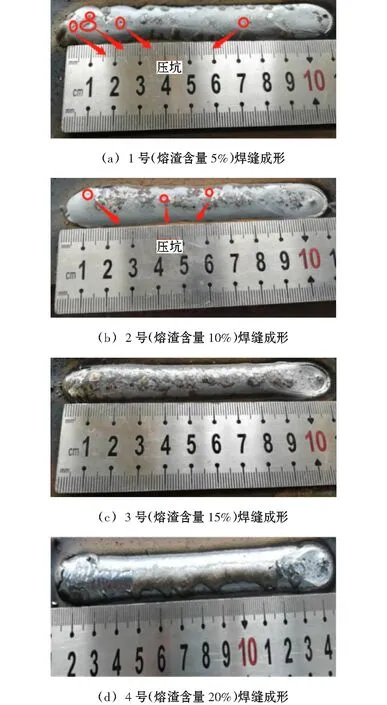
图4 不同熔渣含量单道焊缝成形
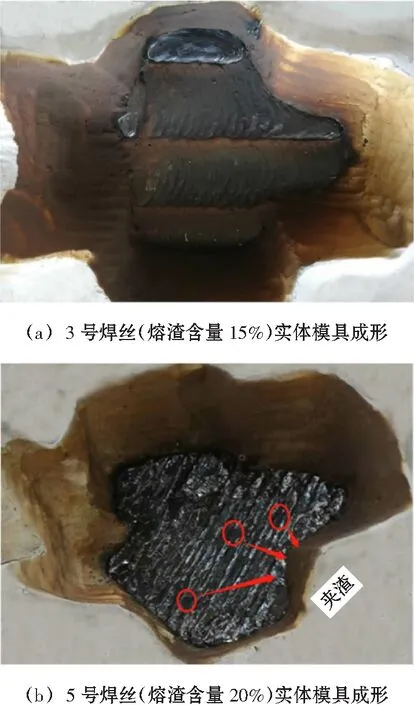
图5 不同熔渣含量电弧增材再制造实体成形
观察单道焊缝成形可知,随着焊丝熔渣含量增加,焊缝形貌逐渐变均匀、压坑减少,整体成形逐渐改善,从1号焊丝焊缝表面出现压坑、成形性差、熔宽粗细不均匀变为4号焊丝焊缝表面波纹均匀,焊缝一致性好,经气枪吹后4种焊丝熔渣均能自动脱落,仅在焊缝两侧边缘有零星的熔渣。焊缝的实际覆盖情况也呈逐渐变好的趋势,其中4号焊丝覆盖性最好(图4a~4d)。综合考虑焊丝的单道焊缝成形,熔渣含量15%和20%均能满足使用要求。由于原始渣系配方为酸性渣系,其中含有较多的金红石(TiO2),TiO2具有稳弧、调整熔渣物理性能,改善焊缝成形的作用,因此随着原始渣系含量增加,一方面增加熔渣酸性成分,提高了熔渣流动性,工艺性能逐渐变好,另一方面过渡到焊缝的有益合金元素逐渐增加,如Al,Mn,Si,Ti[11-14]。在焊接过程中,这些合金元素起脱氧的作用,放出热量,加快焊丝熔化,提高熔渣的流动性,降低焊缝气孔敏感性,使波纹细致,同时生成SiO2,TiO2提高渣的酸度和降低粘度。文献[15]指出经脱氧后生成的SiO2,在熔渣中形成综合矩较小的阴离子,导致阴离子结构复杂变化,这种体积变大的阴离子团减小了对阳离子的静电引力,阴离子团与阳离子的结合力较弱,易被排挤到熔渣的表面层中,因而降低了熔渣的表面张力,增加了流动性。
在此基础上采用3号和4号焊丝对实体模具进行电弧增材再制造修复(图5)。结果表明,3号焊丝在模具电弧增材再制造过程中,熔渣能够自动脱落,实现焊后微渣,对后续多层多道焊基本无影响,能够满足电弧增材再制造技术对焊材的要求;而4号焊丝熔渣含量高,经气枪吹后仍有大量“黑渣”残留在焊缝表面,焊后需进行敲渣,否则会对后续多层多道造成影响,成为影响产品质量的隐患。
2.2 熔渣含量对焊接飞溅的影响
通过飞溅收集试验获得了飞溅率随药芯焊丝中熔渣含量变化趋势图。
由图6可知,随着焊丝中熔渣含量增加,焊接飞溅逐渐减小,当渣系含量为20%时,飞溅率最低仅为6.2%。这主要是因为原始渣系组分中含有大量的稳弧剂如钾长石等,因其含有大量电离电位较低的Na,K等元素,在电弧燃烧的过程中,容易发生电离,起到很好的稳弧效果,同时基础RMD535药芯焊丝含有较多的金红石(主要成分TiO2),其除了作为造渣剂的主要成分外,还起稳弧的作用。但当稳弧剂含量增加到一定时,电弧已相对比较稳定,保护效果也充分,继续加稳弧剂含量对电弧稳定性的影响逐渐减弱,因此表现为焊接飞溅降低的幅度趋于平缓。
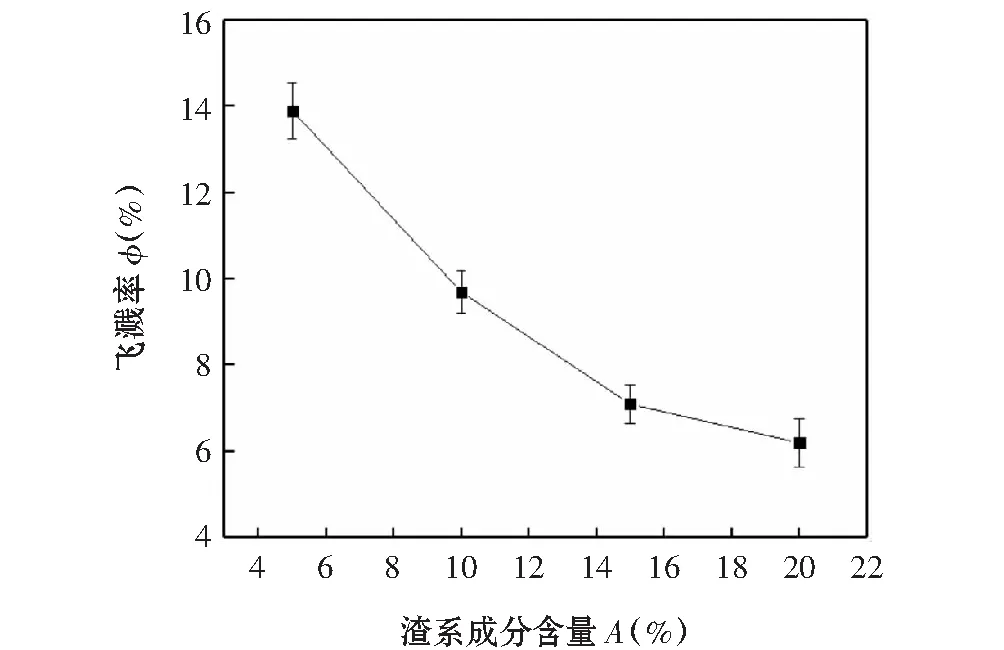
图6 熔渣含量对焊接飞溅的影响
经上述单道和实体模具修复过程中的焊缝成形、焊缝飞溅工艺性能分析,得出当焊丝中渣系含量为15%时,焊丝具有最优的工艺性能,电弧稳定、焊接飞溅少、焊缝成形美观,基本能实现焊后微渣,能够满足电弧增材再制造焊材的要求。
2.3 熔渣含量对堆焊层显微组织的影响
在四种堆焊试样表面钻取金属屑,通过SPECTRO直读光谱仪进行化学成分分析见表2。
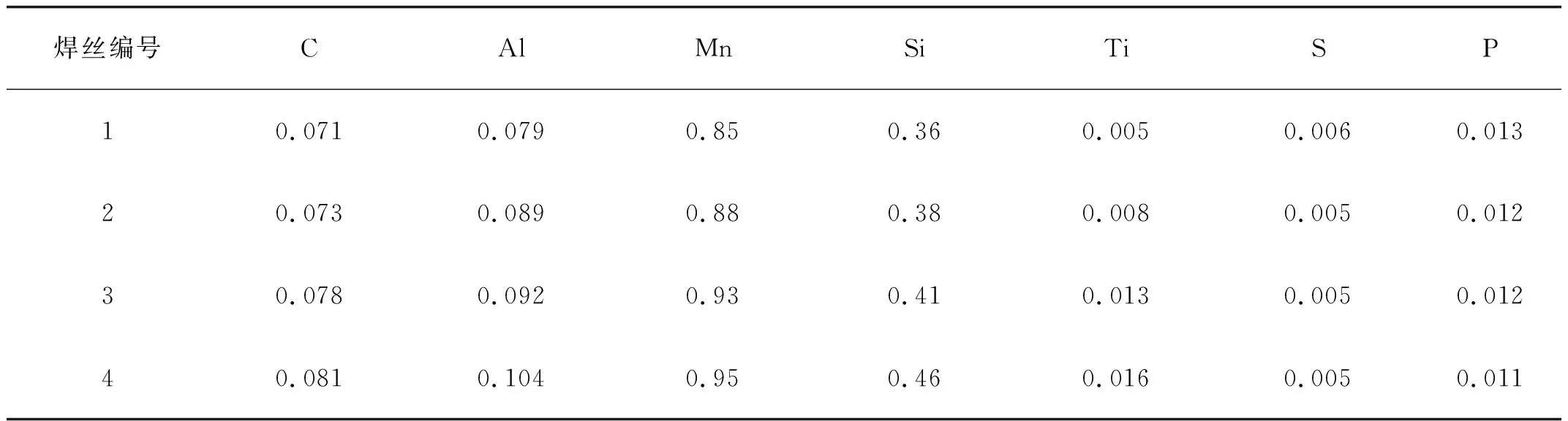
表2 堆焊熔敷金属中的化学成分(质量分数,%)
随着焊丝熔渣含量增加,熔敷金属中的不同合金元素均有所增加,S,P等杂质元素含量减少。在焊接冶金过程中,随着焊丝中熔渣含量的增加,渣保护效果更加明显,熔渣在熔滴反应区能够更好的包裹熔滴,保护熔滴的过渡,避免有益合金元素烧损;在熔池反应区,足量的熔渣覆盖熔池表面,一方面保护熔池减少元素烧损、氧化;另一方面起净化熔池的作用,因此总体上提高焊丝熔渣含量,熔敷金属中不同合金元素含量均呈现增加的趋势。
考虑1号焊丝焊接工艺性能差及4号焊丝清渣困难,不符合微渣气保护药芯焊丝设计理念,因此在金属试板上堆焊四层后仅制取2号和3号焊道盖面的金相试样(试样经磨制抛光后,用盐酸苦味酸酒精溶液腐蚀),在Neophot21显微镜上进行金相组织分析,如图7所示。
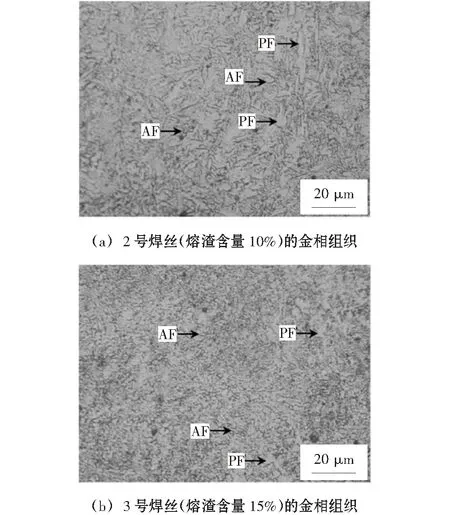
图7 金相组织
图中2号和3号熔敷金属组织主要由针状铁素体(AF)和先共析铁素体(PF)组成(侧板条铁素体和贝氏体组织比较细小,金相图中无法辨识)(图5)。对比2号焊丝(熔渣含量10%),3号焊丝(熔渣含量15%)组织中针状铁素体数量更多、尺寸更加细小,先共析铁素体更少,说明一定含量的熔渣具有细化熔敷金属组织的能力。
2.4 堆焊层力学性能
在金属试板Q235上堆焊四层后分别制取焊道盖面的试验试样并进行硬度和冲击性能测试,如图8所示。
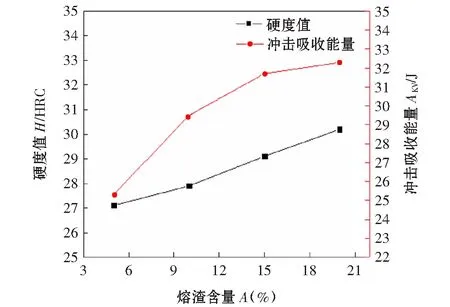
图8 熔渣含量对熔敷金属性能的影响
由图8可知,随着熔渣含量增加,熔敷金属硬度和冲击性能均不断增加,其中冲击吸收能量增长幅度先增后降,在熔渣含量为15%时,硬度值为30.21 HRC,冲击吸收能量为32.25 J。焊丝中熔渣含量增加使得焊丝的工艺性能得到提升,焊接反应区保护效果加强,一方面焊接过程中不易产生气孔等缺陷,改善了熔渣表面的物化性能,提升了焊缝整体性能;另一方面更多的有益合金元素过渡到熔敷金属中,这些合金元素显著地提高碳当量,而碳当量的大小与硬度值紧密相关。但是当熔渣含量增加一定程度时,其熔敷金属硬度变化不明显,这主要是因为过多的熔渣对合金元素的保护作用趋近于饱和,过渡到熔敷金属中的合金元素已不明显增加,因此其硬度变化幅度先增加后逐渐降低。综上所述,当焊丝中渣系含量为15%时,焊丝工艺性能优良,基本能实现焊后微渣,满足电弧增材再制造技术对焊材需求,同时兼备优良的力学性能,硬度为30.21 HRC,冲击吸收能量为32.25 J。
3 结论
文中针对模具电弧增材再制造需求,开展了熔渣含量对气体保护药芯焊丝保护效果、堆焊层组织和性能影响规律的研究,研制了一种模具电弧增材再制造专用微渣药芯焊丝,得出如下结论:
(1)随着熔渣含量增加(低于 15%),药芯焊丝的工艺性能逐渐变好,飞溅减少、焊缝成形更美观,焊后基本能实现微渣;当熔渣含量超过 15%,气保护药芯焊丝的工艺性能和力学性能虽然仍存在一定程度的改善和提高,但在实体模具电弧增材再制造过程中焊缝表面出现大面积的黑渣,不利于微渣的实现;而熔渣含量为 15% 时,气保护药芯焊丝的工艺性能良好,飞溅少、焊缝成形美观,焊后熔渣自动脱落,基本能满足电弧增材再制造焊材的要求。
(2)随着熔渣含量增加,熔敷金属组织更加细化,硬度和韧性值均不断增加,但增加幅度先增后减少且当熔渣含量为 15% 时,该堆焊层组织由针状铁素体、少量的先共析铁素体组成,熔敷金属硬度值为 29.1 HRC、冲击吸收能量为 31.6 J。
(3)在合金含量有限的条件下,渣系含量一方面保护焊接过程,另一方面对针状铁素体的形成造成影响,进而影响堆焊层力学性能。随着熔渣含量增加,更多有益合金元素(Al, Mn, Ti等)过渡到堆焊层中,抑制先共析铁素体析出促进针状铁素体形成,进而提高了熔敷金属的力学性能。
