食品包装机薄膜横封温度控制的算法设计
2020-11-02杨丹
杨丹
常州信息职业技术学院(常州 213164)
随着生活水平的提高,高品质、外观精美的食品越来越受到消费者的重视,尤其高品质、外观精美的蔬菜水果,越来越受到消费者的青睐,所以对食品进行包装是食品工业领域新的发展方向[1-3]。为了适应社会的发展以及消费者的需求,国内外包装设备也在快速地提升品质,与国外相比,国内的食品包装机在灵活性、包装速度和效率上均稍有逊色,国内食品包装基本还处于手工包装或者用简易封口设备进行的半自动包装水平,一般的包装机也是对特定的一种尺寸产品进行包装作业[4-6]。
食品在包装过程中,通常是将具有良好热塑性的塑料薄膜通过加热装置进行加热软化后制成一定形状的袋体,并在特定设备上自动完成制袋成型、填充物料、封合剪切等一系列的动作。塑料薄膜在加热过程中必须对温度进行精确、稳定控制,温度过低导致塑料薄膜软化不够不能有效密封,温度过高则导致塑料薄膜碳化,这些均会导致次品产生,严重甚至导致机器停止运行,从而严重影响食品加工企业的生产效率。
为了实现食品包装用塑料薄膜横封加热温度精确控制,通常采用PID进行闭环反馈控制。PID控制方法虽然具有结构简单、易实现、可靠性高等众多优点[7-9],但对于温控系统而言,该系统是一个非线性、时变性、时变性的复杂系统,单纯PID控制方法并不能起到理想的效果。为提高PID控制性能,通常将研究重点放在智能控制算法上,利用智能控制器本身的优势,弥补PID控制方法的不足。
为了提高食品包装机塑料薄膜横封温度控制性能,设计一款基于BP神经网络PID的塑料薄膜横封温控系统,利用BP神经网络自我学习能力,实现PID参数的在线自适应调整。通过BP神经网络的自适应能力,提高塑料薄膜温度加热系统的控制性能。
1 横封结构及横封温度控制原理
横封机构采用回转式,主要由回转轴座、切刀、加热电极等零部件组成。横封结构模型如图1所示。通过加热电阻丝对横封器进行加热,横封机构在对包装膜进行封合和切断时,要保证在切断包装膜的瞬间,切刀旋转的线速度与送膜机构牵引轮对包装膜的牵引速度一致,否则会撕拉膜,使横封口部位起皱或拉长,影响产品美观,甚至会扯破包装袋,降低成品率,影响包装效率。
另外需要合理控制切刀的空转时间,为保证包装机能够连续准确地进行横封封切,应使切刀的空转时间稍大于或等于输送一个袋长的时间,所以横封机构的运转是非匀速转动的。速度还可以在一定范围内调节,从而适用于不同物料。
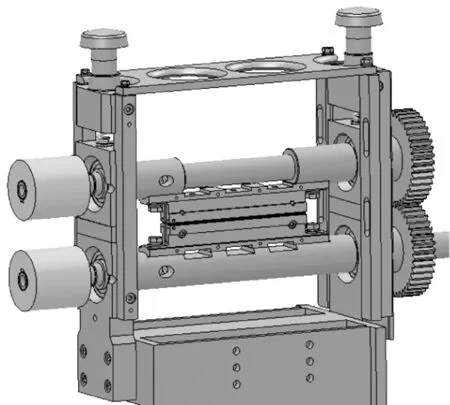
图1 横封机构模型
此外横封机构与整机之间设计升降螺杆和滑槽,使横封机构能够上下移动,从而调节横封切刀的高度,使横封封切时封口位置正好在包装物的中心处。
2 横封温度控制原理
食品包装机塑料薄膜温度控制系统由可编程控制器PLC、继电器、加热电阻丝、温度采集系统组成,温控系统结构如图2所示。
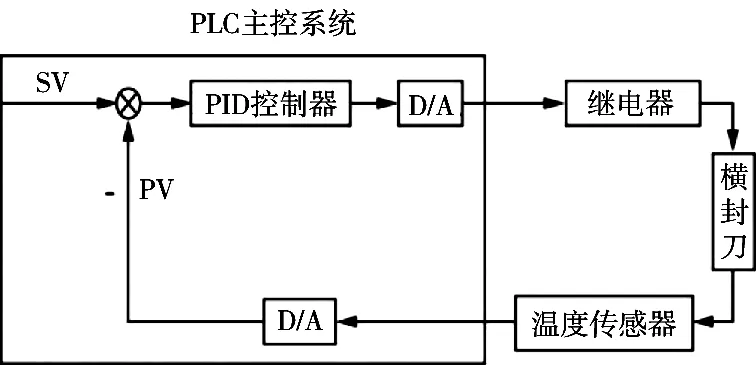
图2 横封温控系统结构
横封温控系统通常是通过PID控制器实现固态继电器的控制,并通过温度传感器对横封温度进行采集,并将采集到的值传送到PLC模拟量采集模块中,并通过温度设定值和实际值比较,获得PID输出,再将其转化为控制量进而实现横封温控系统的闭环控制。
为实现横封温度的闭环自动控制,通常采用PID进行控制,传统PID控制数学模型为:

式中:Kp比例系数;Ti和Td分别为积分和微分时间。
为了在控制器中实现PID控制,需要将式(1)进行离散化处理,即:

由式(1)和(2)可得:

式中:n为采样次数;en为采集值;Un为控制器输出。
3 BP神经网络PID控制器
横封轴温度控制,主要通过高精度的温度传感器对横封刀具温度进行采集获得实时温度,并由模拟量采集模块将信号传送到控制器中,控制器内部的温控软件将当前温度与目标温度进行对比,智能控制算法对加热器开关的固态继电器进行调节,从而实现对温度的闭环控制。
为实现横封刀具温度自适应控制,设计一种BP神经网络PID温度自适应控制器,控制器结构如图3所示。控制器主要由BP神经网络控制器和传统PID控制器组成,通过神经网络控制器实现PID控制器参数的在线调整[10-13]。
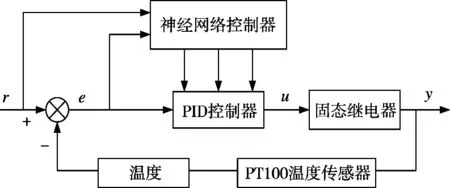
图3 控制器结构
定义机筒温度偏差为:

式中:r(k)为温度测量值,温度设定的目标值;e(k)为控制偏差。
通过对PID进行离散化可得:

式中:u(k)为控制器输出;Kp、KI、KD为PID的3个调节参数。
BP神经网络采用3层结构,包含4个输入节点、5个隐含节点、3个输出节点。输入层输入变量为预设温度值、实际温度值及二者偏差。隐含层输入变量可用输入层所有输出的加权和表示,则有:

式中:i=1,2,…,M;j=1,2,…,L;M为输入层神经元数目;L为隐含层神经元数目;wi(j2)为连接权值;xi(1)为输入层第i个神经元的输入值。
定义隐含层激活函数为:

那么隐含层输出可表示为:

输出层输入可表示为:

式中:k=1, 2, …,k;k为输出层神经元个数。
输出层激活函数为:

输出层的输出可表示为:

输出层的输出对应PID控制器的3个参数,即:

定义温度控制系统的性能指标函数为:

按照梯度下降法修正网络权系数,网络输出层加权系数的学习算法可表示为:
同理,可得隐含层加权系数的学习算法:

式中:η为神经网络学习速率;α为系统惯性系数。
4 仿真分析
为了验证设计食品包装机塑料薄膜横封温度自适应控制方法的有效性,利用Simulink工具箱对BP神经网络PID控制器和传统PID控制器进行仿真分析。基于BP神经网络PID控制器和传统PID控制器的单位阶跃响应曲线如图4所示。
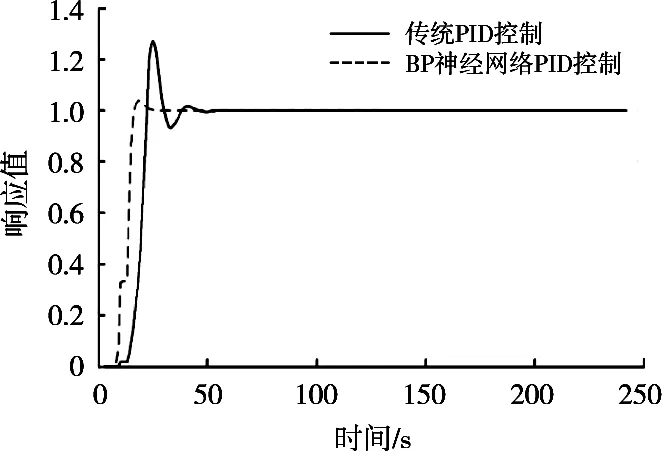
图4 仿真曲线
由仿真曲线可知,BP神经网络PID控制器的超调量约6%,稳定时间约25 s,响应时间约18 s,而传统PID控制器超调量约24%,稳定时间约60 s,响应时间约25 s。通过对比数据可以看出,BP神经网路PID控制器响应速度比传统PID控制器响应速度较快,但稳定时间短,超调量更小。
5 结语
为了提高食品包装机塑料薄膜横封温度控制精度,设计一种基于BP神经网络PID的横封温度自适应控制方法。利用BP神经网络的自我学习能力实现对PID参数的在线自适应调整,从而提高横封轴温度的精确控制。仿真结果表明,BP神经网路PID控制器响应速度比传统PID控制器响应速度较快,但稳定时间短,超调量更小。