镂空形首饰的建模和3D打印
2020-11-02甘果
甘 果
(江西科技学院 艺术设计学院,南昌 330098)
0 引 言
3D打印,也称增材制造(additive manufacturing),是一种通过CAD设计数据,采用材料逐层累加的方法制造实体零件的技术。3D打印技术突破了传统二维打印的空间限制,可以在较短时间内将电脑模型直接转化为实体物件,这一特点在首饰领域中运用可以提高产品的成型速度,降低耗材损失,并为首饰产品的私人订制服务提供充足的效率支持。3D打印技术自1986年查尔斯·W·哈尔(Charles W.Hull)成立世界上第一家生产3D打印设备的3D Systems公司开始,便进入了蓬勃发展期,各大3D打印公司相继完善该技术并努力尝试降低打印成本以使其在工业领域扩大推广。目前,3D打印技术被广泛运用于新产品开发及单件小批量制造中[1],其中包括首饰产品的设计开发。
3D打印技术在首饰设计与制作行业中的应用已较为广泛,从3D打印成型技术上看,主要有熔融沉积成型(FDM)、选择性激光烧结(SLS)、光固化成型(SLA)以及层压板制造(LOM)等4种类型[2];已有利用3D打印方式解决传统珐琅[3]和当代金工首饰[4]工艺技术难点的研究及应用成果。但尚未见从首饰内部结构上展开分析,探讨3D打印对镂空形首饰制作的技术优势的相关研究。镂空形首饰具有体量轻、壁薄等形态要求,本文借助3D打印技术,以期克服传统手工制作的难点,更加科学高效地节约材料成本,提高镂空形首饰的精细化程度和加工效率。
1 首饰的分类及特点
首饰按照佩戴形式可以划分为戒指、项饰、胸针、耳饰等;按照使用材料可划分为黄金首饰、K金首饰、铂金首饰等;按照设计及创作目的可划分为商业首饰、艺术首饰等;按照内部结构可划分为镂空形首饰和实心形首饰。
1.1 按佩戴形式分类
首饰的实用功能在于可佩戴。根据装饰位置大致可以分为佩戴于手部的戒指、佩戴于颈部的吊坠或项链、佩戴于胸口的胸针及佩戴于耳部的耳钉或耳坠等。装饰位置不同,首饰的结构要求也有所不同。
1.2 按使用材料分类
如今市场上常见的首饰材料主要为黄金、铂金、K金等贵金属。其中黄金与铂金价值高且化学性质稳定。K金则是将黄金与其他金属混合得到的合金种类,其优点为硬度较高且色彩表现丰富。贵金属的使用通常会配合贵重宝石进行设计,创造出价值高昂的珠宝首饰产品。
1.3 按设计及创作目的分类
设计及创作目的是分类的重要标准之一,首饰据此主要分为两类。商业首饰即能够满足日常佩戴及大规模市场流通的首饰类别,在设计上以大众审美为导向,追求规模经济效应及利润最大化,具有很强的社会功利性。艺术首饰也称当代首饰,以设计师纯粹的艺术化表达为导向,抛开商业目的和利润追求,更多是对观念、工艺、材料等方面进行创新。
1.4 按内部结构分类
首饰是一种三维艺术,具有长度、宽度及厚度,其中依照首饰厚度的内部结构可以将其划分为实心形首饰和镂空形首饰。
(1)实心形首饰。实心即内部结构充实无缺失,实心的首饰质量较大,体量感重,因用材量大,难以实现成本的最佳控制;造型感上多表现笨拙,缺乏灵动感。实心首饰优点在于不易因外部挤压受力发生变形。硬度较低的金属适合采用实心结构进行首饰设计。
(2)镂空形首饰。镂空是在物体上雕刻出穿透物体的花纹或文字,使物体内部结构呈现空心的状态。镂空装饰具有强烈的空间美感,同时可塑造出虚实层次、节奏韵动、光影呼应的构成关系。镂空形首饰与实心形首饰相反,它造型感轻巧却因为内部结构疏松而易受外部挤压发生变形。因此在材料选择方面应尽量避免硬度低的金属,在设计方面要注意把控首饰的壁厚以防变形问题产生。
2 3D打印技术下金属首饰的成型方式
失蜡铸造法是传统首饰行业的成型加工方式,这种制造方式依赖于对原坯手工起版,通过雕刻蜡模以达到理想中的造型,再结合其他耐温材料进行翻模,从而获取金属版形态再进一步细化加工。首饰行业引入3D打印技术,可用来实现快速的产品起版与成本的控制。不同于传统的“减材”雕蜡,它运用的是逐层增加材料,通过堆积达到与数字模型相一致的三维实体。依照3D打印技术下材料与生成切片分层方式的区别,可将其归纳为选择性激光烧结(SLS)、光固化成型(SLA)、熔融沉积成型(FDM)、层压板制造(LOM)4种主流的实现方式。其中以SLA和FDM技术在国内首饰业界应用最为成熟。本文主要探讨采用熔融沉积成型(FDM)对金属首饰进行设计加工的技术。根据不同的打印材料和原理,3D打印在金属首饰成型中主要包括辅助成型与直接成型两种方式。
2.1 辅助成型
3D打印技术在首饰制作中的辅助成型是指先选取廉价材料进行打印,再经过后期翻模、浇铸得到金属成品的制作方式。辅助成型通常借助SLA技术来完成树脂材料的光固化或借助FDM技术完成蜡材的融积,进而将打印好的模型采用传统失蜡工艺将其铸造成需要的金属材料,最终配合去水口、执模抛光等步骤完成首饰的制作。辅助成型解决了传统减材加工的不可控及耗材率高的缺点,是当下首饰加工行业的主流选择。
2.2 直接成型
国内首饰业界的直接成型通常依靠SLS技术,一步打印出金属材质及其形态,对其进行镶嵌、抛光等简单步骤即完成首饰的制作。直接成型提升了首饰生产的转化效率,使得创作更加自由化。缺点在于传统金银材料虽可直接打印成型,但精度较低且打印成本太高,在精细化的首饰加工中运用并不广泛。
3 首饰3D建模软件的类型及特点
随着科技的发展,打印技术从二维平面图案演变成了如今的三维立体成型。通过逐层打印的原理将打印材料进行高度上的叠加,从而完成人们对立体打印的憧憬[5]。3D打印在首饰生产中的成型,是依托数字建模软件在电脑中建立出三维模型后,输出STL格式或3DP文件进入打印阶段,通过逐层向上的打印顺序完成首饰造型。
3.1 首饰建模软件
目前常用于首饰设计建模的软件主要以JEWELCAD和RHINOCEROS为主。这两款软件无论是操作方式还是建模效果都有所区别,在当下的运用场景也不尽相同。
(1)JEWELCAD。JEWELCAD是专门为首饰建模开发的软件,拥有丰富的资料库,其中包含上百个首饰配件,使用者可直接调取进行绘制,并且允许使用者自行添加素材扩展其内容。如图1所示,使用者可直接在资料库中选取合适的圆形钻石镶口作为素材并对其做个性化调整。除此之外,杂项中的“测量”工具还可对效果图进行重量计算,这个功能能够帮助使用者精确估量首饰重量,从而控制产品成本。JEWELCAD在珠宝首饰企业及加工工厂使用广泛,原因在于其便捷的资料库功能可为使用者提供大量的零部件直接选用,节省不必要的重复建模时间,这对追求高效益来说尤为重要。
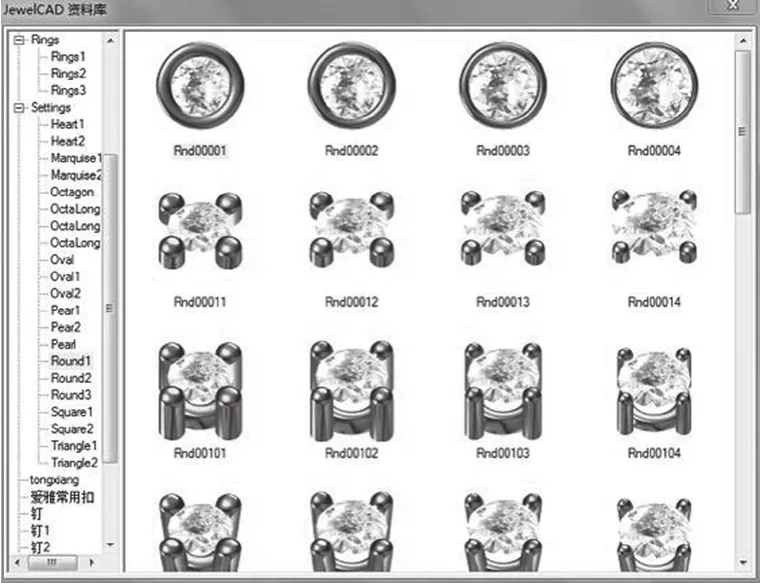
图1 JEWELCAD资料库部分展示
(2)RHINOCEROS。RHINOCEROS是一款功能强大的工业设计软件,除了可用作首饰建模,在机械设计、建筑设计等方面也有着广泛的使用[6]。软件主要优势在于精确度高、可后期修改编辑、渲染效果逼真。在操作过程中,“物件锁点”及数据参数的设置功能可以帮助使用者更加精准地把控产品尺寸或调整变形程度。建成曲面后,还可通过调整控制点位置对曲面形态再编辑,这大大方便了使用者的后期修改。在产品渲染方面,RHINOCEROS效果逼真,光影关系较生动,极大地满足了使用者的前期预览,更能辅助使用者进行修改决策。 RHINOCEROS在国内首饰行业的运用主要集中在独立首饰工作室及一些艺术首饰的设计生产中,相较于JEWELCAD,它因缺乏资料库素材而无法快速绘制常规款的首饰产品,因此在规模化的首饰生产中普及率远不及前者。
3.2 3D打印下数字化首饰设计的优势
(1)可视的前期效果。3D打印技术的发展得益于数字建模软件的普及,通过在电脑上绘制出设计师所要求的造型结果,便可全方位对数字模型进行直观的视觉观察。这一特点可以为设计师提供“所见即所得”的最终作品的虚拟展示,帮助设计师在设计过程中更快捷地完善效果。
(2)重复元素的快速复制。国际建筑设计师Jenny Wu跨界设计的名为LACE的项饰,是一件由很多结构相同的单元件互锁连在一起组成的繁复的作品,使用尼龙材料进行打印制作,如图2所示。Jenny Wu证明了3D打印能够在几个小时之内制造出细节繁复的精美设计。而使用手工起版耗费的时间及精力是数字建模的数倍,并且无法做到单元的完全一致。而通过数字建模的方式可以轻松实现复制,因此可快速创建重复构成的单元造型。

图2 Jenny Wu跨界首饰设计作品LACE项饰
(3)精密的高契合结构性部件。首饰体量较小,涉及镶嵌部件的结构往往需要借助精密的数学计算控制其厚度及高度。若通过手工起版完成,对手工操作能力要求极高,稍有不慎就容易破坏镶口或其他结构的功能性。然而,借助3D打印技术可以将这些部件精确数字化,提高后期镶嵌和制作的成功率。
4 3D打印技术对镂空形首饰设计的影响
增材叠加的制作原理有效降低了首饰蜡和金属材料的损耗。将3D打印技术运用于镂空形首饰,对其工艺以及市场方面都有着积极的影响。
4.1 对镂空形首饰制作工艺的影响
传统首饰制作方式主要依靠去除不需要的部分来完成最终的实体造型,该方式称为减材加工法,主要有手工雕蜡和金工起版。镂空形首饰若以传统减材加工的方式制作,去除造型内部的结构将占用主要且大量的工作时间,并且很难控制壁厚的统一和规整。然而3D打印技术的增材加工方式不但可以提高制作效率而且能够规范首饰造型和外观,增加首饰的轻盈感及灵动感,提升其艺术视觉效果。
4.2 对镂空形首饰市场的影响
控制金重是商业首饰设计及成型加工中必不可少的一个环节,镂空造型的目的之一是减少贵金属的用量从而降低成本。然而传统的减材加工方式反而增加了制作上的时间和损耗上的成本,无法快速且高效地满足市场需求。3D打印技术所运用的增材加工方式缩短了传统手工起版的大量时间,并且能将金属损耗降到最低,大大提升了利润空间,推动了镂空形首饰市场的成熟。
5 镂空形耳饰3D打印建模及制作实例
5.1 设计理念及构思
随着国民收入的提高,首饰市场的发展突飞猛进,但是在具体设计方面也暴露出了许多问题,如宝石的繁复堆砌、国际品牌的抄袭改款等,产品设计同质化是一个亟待解决的问题。将传统文化和美学意境融于现代首饰的设计理念和思潮,是对“历史”的传承和创新,也是对“未来”的靠近。为实现镂空形耳饰3D打印建模及制作,本文以传统器具为造型元素,提取“花瓶”的形态为代表,融入镂空的结构设计了一款耳坠。本设计将原本的置物范畴浓缩至可佩戴的首饰艺术,同时将器物特有的文化历史、人文情怀和工艺美感延伸至身体。
5.2 3D建模绘制过程
考虑到作品的曲面流畅性以及需配合后期打印的数值精确程度,本作品使用RHINOCEROS进行数字建模。为充分展现首饰的轻盈美和灵动美,在设计中,采用重复连续的镂空圆环作为单元图形对花瓶造型进行构建。
(1)在主视图中绘制圆环,为保证有效精度及打印的成功率,设定其管状部分直径为0.8mm,如图3所示。
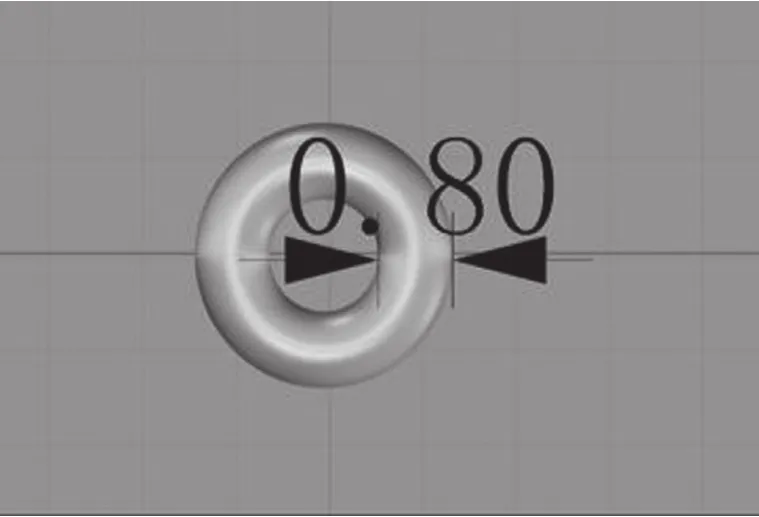
图3 绘制单元图形
(2)接着绘制花瓶的轮廓线,并使其旋转成实体造型,如图4所示。这里根据首饰佩戴的适宜尺寸,将花瓶的高度限制在20mm以内。
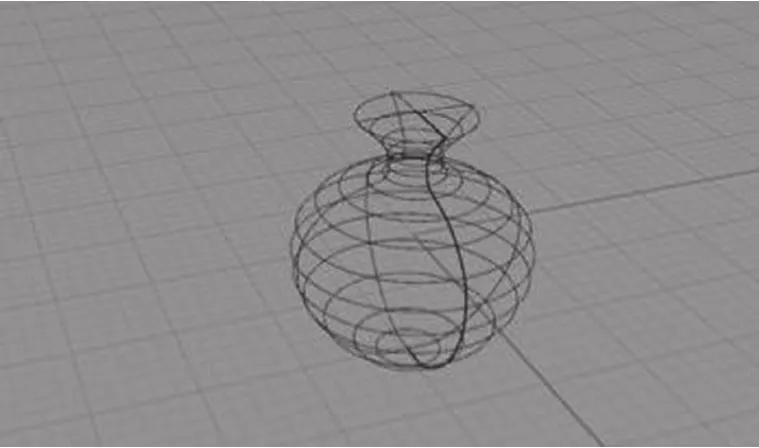
图4 绘制花瓶轮廓线并旋转成型
(3)阵列绘制好的镂空圆环,使用“沿着曲面流动”命令将圆环包裹在瓶体上,再删除实心瓶体,便得到一个镂空的花瓶造型,如图5所示。
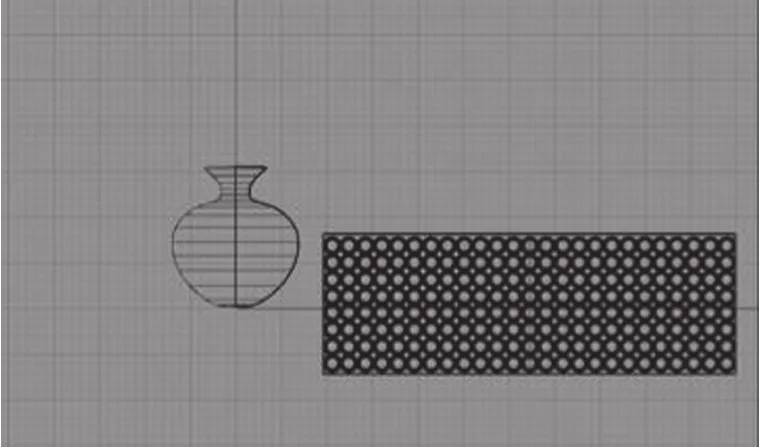
图5 阵列单元圆环使其“沿曲面流动”
(4)最后调整细节,并在瓶身添加另一个圆环以方便后期连接佩戴结构,如图6所示。
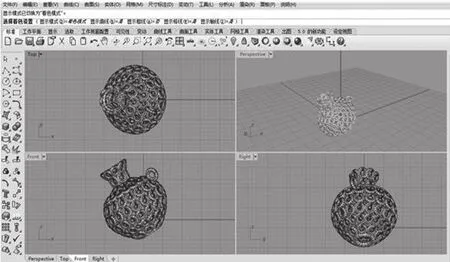
图6 调整细节并添加耳坠佩戴连接结构
(5)检查每个单元的圆环之间是否相交,这可确保打印时不会出现断裂的情况,影响作品的稳定性。建模完毕后,将其保存为STL格式以供后期打印读取。
5.3 3D打印实践
依据程序指令打印模型,调取出已绘制好的STL格式文件,如图7所示。在3D打印系统上,运用首饰蜡材,采用FDM(熔融沉积成型)技术来完成耳饰蜡模的喷制。喷制系统中采用了双喷头的设计,其中一个喷头用于沉积首饰的原型材料,为深蓝色蜡材,另一个喷头用于沉积支撑材料,为白色蜡材,如图8所示。工作时将热熔性材料加热融化,再通过机器喷嘴挤出细小的丝材,每完成一个高度的打印,机器都会按照事前的预设值降低工作台面。逐层类推直至模型被打印完成。打印完成后,需对模型去除白色支撑材料,如图9所示;将其浸泡在乙醇溶液中清洗使之溶解,最终首饰主体造型被有效保留,如图10所示。

图7 调取STL格式文件
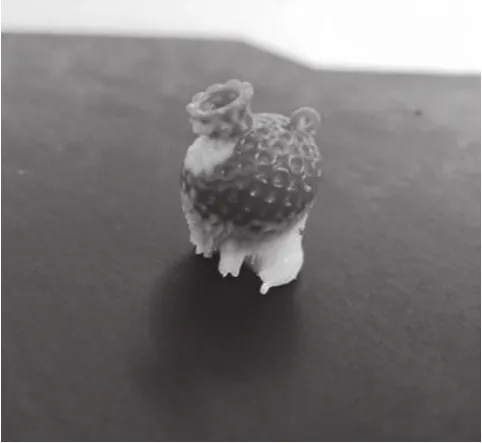
图8 双喷头工作打印出的蓝蜡与白蜡

图9 去除白色支撑蜡
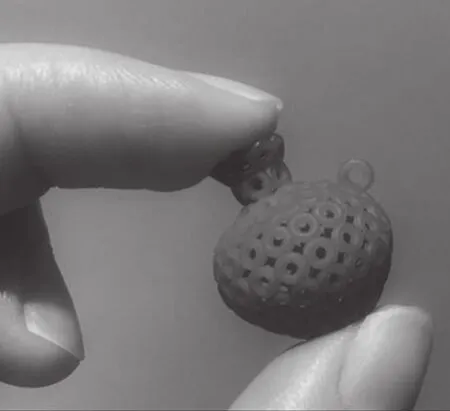
图10 3D打印的首饰主体造型
5.4 铸造及后期处理
将蜡材安装上水口上树,将石膏浆注入放置了蜡树的容器内并待其凝固后进行焙烧失蜡与黄铜金属浇铸。取出金属件后完成去水口、执模与抛光等步骤,如图11所示,最后安装上耳饰佩戴链条,如图12所示。
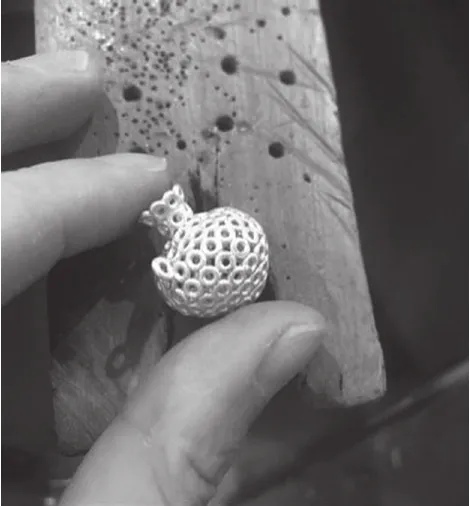
图11 对金属件进行执模

图12 安装耳饰佩戴链条
在此件首饰制作中,3D打印技术起到了重要的辅助作用,不仅大大降低了制造成本,还借助蜡模的打印提前展示了首饰成品的造型效果,为后期的首饰实体浇铸奠定了良好基础。
6 结 语
3D打印技术使得镂空形首饰成型的效率得到了极大的提高,为创意提供了便捷的实现方式。设计制作也进一步发现,当前镂空形首饰的设计与制作实践还存在以下问题与不足。一是软件使用上,发现通过“沿曲面流动”一体成型的圆环会随着花瓶的造型发生形变,进而破坏单元形的秩序感。因此在建模过程中,尽量使用更多更小的圆环来“包覆”花瓶造型,旨在最大可能缩小单元形变的程度。二是在打印方式的选择上,由于精度的问题,最终选择了FDM熔融沉积技术实现首饰辅助成型,虽然已大幅度提升传统手工起版的效率,但依然未能实现直接的金属材料打印。
鉴于以上出现的问题,在后续的持续研究中,须从软件的运用上进行多样化尝试,综合其他三维软件进行建模,更好地为造型服务;积极探索更新更精的打印技术,完成从数字模型到金属直接转化的现实可能。
