基于改进粒子群PID的注塑机温度自动控制
2020-10-28叶海平
叶海平
(漳州职业技术学院 机械工程学院,福建 漳州 363000)
0 引言
塑料制品具有价格低廉、质量轻、绝缘效果好等特性,被广泛应用于化工、军事和医疗等工业上。注塑机生产塑料制品的主要过程是将塑料米等原材料熔化成液体,然后压入模具中,成型后开模,取出塑料制品。注塑机在整个生产过程中,对加热的温度要求比较高,注塑机机筒的温度控制对塑料制品的质量起到至关重要的作用。注塑机的温度太低时,塑料熔化不透彻,熔料流动性差,不易成型,所需注塑压力较大;注塑机温度太高时,熔料易发生碳化,螺杆易打滑,机筒内压力过大,熔料易泄露。对注塑机机筒温度控制的精度提出更高的要求。
PID控制器由于适应性强、性价比高、稳定性好等特性,注塑机的温度控制主要采用PID控制。单纯采用PID进行控制,易造成废品。通过自适应调整惯性因子,优化粒子群算法。将改进粒子群算法应用到注塑机温度控制系统中,根据温度控制要求,在线调整PID控制参数,提高注塑机的温度控制精度,保障塑料制品的合格率[1~3]。
1 注塑机机筒模型
注塑机主要是通过机筒将装料斗里面输入的塑料米进行熔化,通过液压缸将塑料熔料送入到模具中,然后进行成型,开模取出塑料制品,完成塑料制品的生产过程。根据加热强度的不同,把机筒分成三个区:前端加热区(防涎区)、中段加热区(塑化区)和后段加热区(下料区),分别利用前端加热器、中端加热器和末端加热器完成加热过程。注塑机机筒的加热系统简图如图1所示。
注塑机在生产塑料制品过程中,在某一时刻,机筒的温度到达一定值。三个加热器对机筒散发的热量等于机筒吸收到的热量和机筒本身散发出去的热量。即:

(1)
式中:Q1为加热单元散热量;Q2为机筒吸收的热量;Q3为机筒散热量;C为机筒热容量;Tw为加热稳定后的温度;t为加热时间;T0为外部环境温度;R为机筒电阻。
通过拉普拉斯变换处理后,可得到:
(2)
式中:K为对象增益;T为时间常数;τ为滞后时间;G(s)为单位阶跃响应函数;s为复变量。
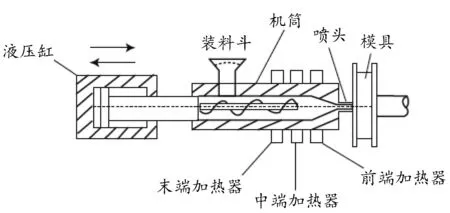
图1 注塑机机筒的模型图
2 控制器设计
注塑机的温度控制直接影响到塑料制品的质量。为了提高生产产品的合格率,提高经济效益,需要提高注塑机的温度控制精度。将粒子群算法应用到PID控制器的参数整定,提高PID控制器的性能。自适应调整权重因子,优化粒子群算法,提高搜索能力和运算速度。通过改进粒子群算法应用到PID控制器中,然后去控制注塑机,提高温度控制精度,具有一定的经济效益[4~6]。
2.1 改进粒子群算法
粒子群算法的运算原理是,根据指定的区域,初始化粒子,然后依靠这群粒子的运动轨迹进行搜索。每个粒子都有位置和速度信息,每个位置信息都是潜在解。依据适应度函数,对潜在解进行评价。粒子群算法根据制定好的规则,在指定区域进行进化更新,不断重复迭代,直至达到迭代的最高次数或搜素到满足要求的解,完成任务,输出搜索区域内全局最优解。
惯性权重在粒子群算法中控制着粒子的进化惯性程度。惯性权重的大小直接影响粒子自身的运动惯性、下一步的飞行速度和区域搜索能力。对惯性权重的调整,学者提出多种调整策略:线性递减策略,该方法初期采用较大的惯性权重,后期采用较小的惯性权重,使得粒子群算法更好地控制搜索能力,加速收敛,但是对复杂的优化问题难以适应;非线性递减策略,在迭代过程中,在线性递减策略的基础上引入递减指数λ和迭代阀值T0,粒子将以较快的速度对整个空间进行搜索在利用,对线性调整策略进行优化,但是仍存在收敛速度不够快,易陷入局部最优解的不足。本文提出一种自适应调整策略,依据粒子群的早熟收敛程度和个体适应值来确定惯性权重的大小[7,8]。调整策略如下:

(3)

注塑机机筒给定目标温度,改进粒子群根据给定的温度和稳定传感器反馈的温度差值去优化PID控制器的参数,PID对电加热器进行控制,输出温度通过检测系统反馈到最前方,形成负反馈。整个工作过程如图2所示。
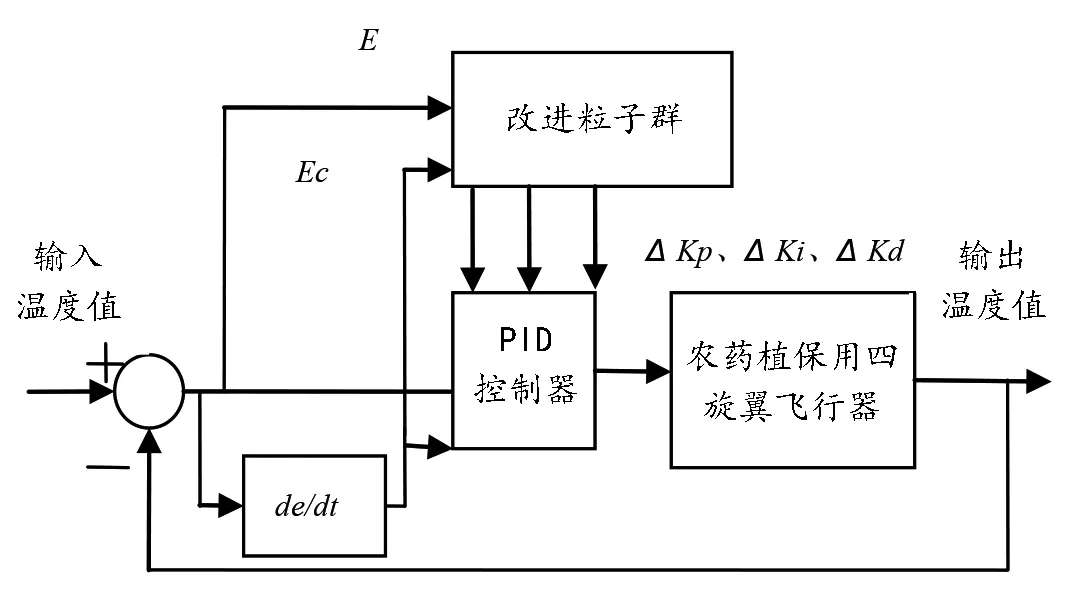
图2 改进粒子群优化PID控制器
2.2 注塑机仿真试验
以台富机械生产的型号为FV4-85R2-SP注塑机为研究对象,根据该注塑机的相关参数,通过查阅相关文献资料,通过公式计算,其传递函数为:
(4)
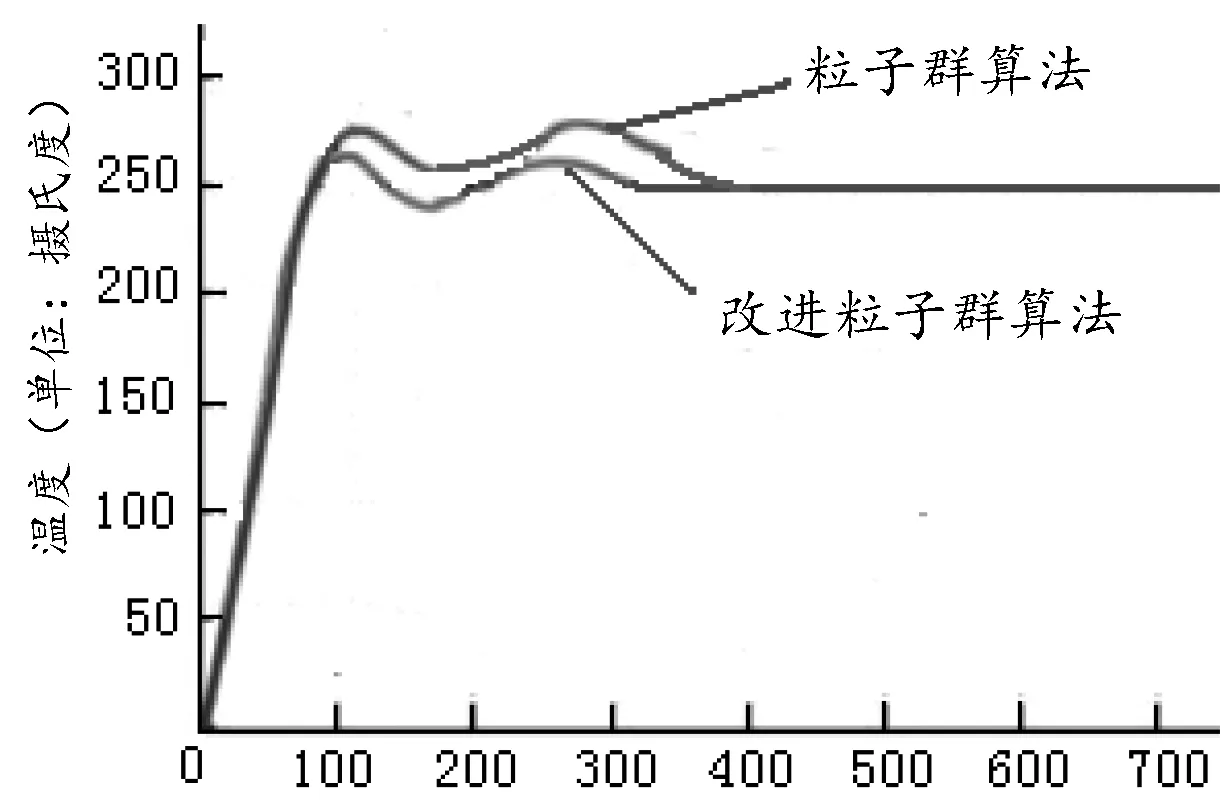
为检验改进粒子群控制器的控制效果,根据注塑机机筒温度控制系统的工作原理,在MATLAB软件的Simulink里面构建机筒温度控制系统模型,分别通过改进粒子群控制器和粒子群控制器对其进行控制。将改进粒子群控制器和粒子群控制器分别用于FV4-85R2-SP注塑机,进行加热实验,如图3所示。仿真实验过程中,注塑机机筒分别采用改进粒子群控制和粒子群控制对机筒的温度进行控制,参数设置值为前端温度设置在250℃,中端温度设置为300℃,末端温度设置为220℃,Kp=1.2,Ki=0.5,Kd=0.8,粒子总群取40,最大迭代次数取200.然后将仿真实验结果进行比较,改进粒子群PID和粒子群 PID注塑机温控系统的仿真试验结果如图4和表1所示。

图3 注塑机温控系统仿真
时间(单位:秒)机筒前端温度控制
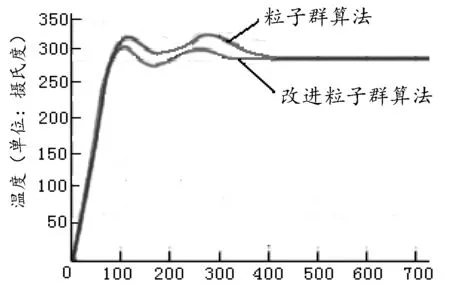
时间(单位:秒)机筒中端温度控制

时间(单位:秒)机筒末端温度控制
通过图4和表1进行对比可见,注塑机机筒的在前端设置值为250℃,中端温度值设置为300℃,后端220℃时。与粒子群相比,改进粒子群PID控制的注塑机机筒前端、中端和后端部分的上升时间分别缩短了30~40s,响应速度快;改进粒子群PID控制器的超调量也响应下降了超调量2~3个百分点。由此可见,采用改进粒子群PID控制器的注塑机机筒温度控制系统,响应速度快,超调量小,整体性能更优。

表1 粒子群PID控制和改进粒子群PID控制对比
3 结论
通过自适应调整惯性因子,优化粒子群算法,提高算法的搜索能力和运算速度。将改进粒子群算法应用到注塑机温度控制系统中,在线自整定PID参数,进一步提高注塑机的温度控制精度。以台富机械股份有限公司生产的型号为FV4-85R2-SP注塑机作为研究对象,在同样参数和环境下,将改进粒子群算法和粒子群算法对其进行控制。通过软件仿真和现场实验获得控制曲线和实验数据。仿真实验结果表明,改进粒子群PID注塑机的机筒温控系统响应速度更快,超调量较小,控制精度更高,能更好地控制机筒温度,提高注塑机制造塑料制品的合格率。
