环氧乙烷工业废气的吸收/破坏工艺研究
2020-10-18汤泽锛何孝祥徐淞华李继涛
汤泽锛,何孝祥,徐淞华,李继涛
(浙江新和成药业限公司,浙江 绍兴 312000)
环氧乙烷(Ethylene Oxide,以下简称EO)作为一种重要的化工原料,广泛应用于化工合成领域,如乙二醇、合成洗涤剂、非离子表面活性剂、聚羧酸减水剂等[1-3]。此外,由于EO灭菌效果显著,对金属不腐蚀且无残留气味等优点,常被用作气体杀菌剂对医用用品及贵重仪器进行处理[4]。
但是,EO具有沸点低(常温常压下沸点:10.8 ℃)、易挥发、易燃易爆、高反应热等危险性,且其爆炸极限宽(空气中爆炸体积为3%~100%)。除此之外,EO具有潜在的高毒性,不仅对人体还是对环境均会产生影响[5]。鉴于EO的高毒性,国内外均制定相应法规进行严格要求。依据石油化学工业污染物排放标准(GB31571—2015)中的规定其排放浓度限值为0.5 mg/m3。因此,如何采用最有效的方法和措施对含EO排放气体进行处理,使其能满足上述新环保标准的排放,成为EO生产、使用厂家必须要解决的一个环保问题。
目前,国内外对于EO的处理方法主要有催化分解法、冷凝法、缓冲燃烧法和水吸收法等[6-7]。其中水吸收法往往需要对应EO 40倍体积的水量来吸收,不仅成本消耗大,而且废水的处理也是一大问题。而冷凝法也会导致大量的能耗。所以选择低成本、高效率的EO处理方法至关重要。催化分解法是以酸或碱为催化剂将EO与水快速反应生成乙二醇的工艺方法,由于分解速率快,在工业上具有广泛的应用。文献[8]表明,EO在中性下的水解率很低,在强酸或强碱下却具有良好的水解速率(机理如图1所示)。然而,强酸为催化剂时对设备的要求过高,防腐成本也会增加,故而以强碱为催化剂制备的碱液作为EO尾气吸收液是为最佳的工艺选择。
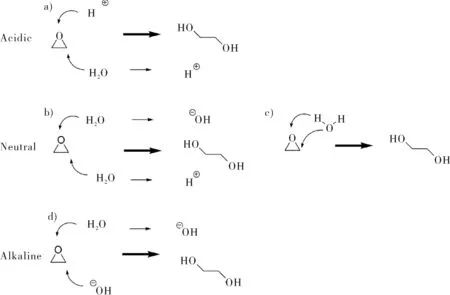
图1 环氧乙烷在酸(a)、中性(b, c)和碱性(d)条件下水解的示意图,途径(c)为单纯水解反应[8]Fig.1 Schematic representation of the hydrolysis of ethylene oxide under acid (a) neutral, (b, c) and alkaline,(d) conditions, path (c) represents the bare hydrolysis reaction[8]
本文模拟研究了EO尾气吸收实验,将EO导入碱性吸收液中进行水解实验,考察关键的参数,如温度、浓度对EO分解速率的影响,以得到适合工业化的尾气吸收工艺。
1 实 验
1.1 主要器材与药品
EO(AR),杭州贝斯特气体有限公司;氢氧化钠(AR),国药集团化学试剂有限公司;去离子水,自制;以上药品直接使用,未经任何纯化处理。
1 L不锈钢反应釜,大连三灵电子电力设备厂;5 L不锈钢反应釜,大连三灵电子电力设备厂;液相泵,赛默飞世尔科技(中国)有限公司;紫外分光光度仪,赛默飞世尔科技(中国)有限公司;电子天平、玻璃器皿等。
1.2 实验步骤
1.2.1 溶液配制
碱液配制(以10%碱液为例):取2700 g去离子水于5 L三口瓶中,加入300 g片碱搅拌溶解。
1.2.2 EO储罐填充
为便于准确计量EO加入量,将EO填充进1 L不锈钢反应釜中。
1.2.3 反应步骤
将配制好的3000 g一定浓度的碱液吸入5 L不锈钢高压反应釜中,0.3 MPa氮气置换五次,置换完毕后体系压力为0 MPa(表压)。打开搅拌、加热至指定温度。升温结束后,通过液相泵将43 g EO导入反应釜中。EO泵入完毕后,定时从釜中压出物料,并对其真空处理(>50 ℃)以除去反应液中残余的EO。由于EO检测十分困难,故而通过测量吸收液中乙二醇含量计算EO水解速率。其中,紫外分光光度仪被用来测量吸收液中的乙二醇含量。
2 结果与讨论
2.1 温度对EO水解速率的影响
以10%的碱液为吸收液,考察温度(分别为室温,即不对反应釜进行任何的换热处理、30、50、70 ℃)对EO水解速率的影响规律,结果如图2所示。
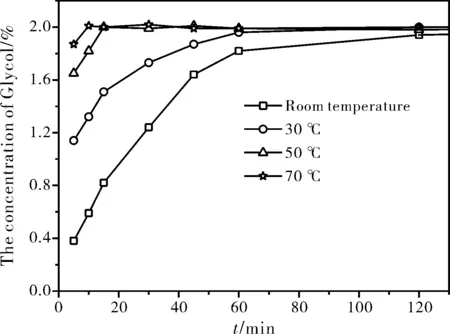
图2 温度对EO水解速率的影响Fig.2 Effect of reaction temperature on the hydrolysis rate of EO
如图2所示,随着反应温度的提高(由室温升至50 ℃),EO水解速率显著提升,对应EO完全分解所需时间别为120、60、15 min。随着温度的进一步提高(由50升至70 ℃),EO水解速率虽得到进一步提高,对应EO完全分解所需时间为10 min,但提高幅度不大,且温度的提升也意味着成本的提高。故50 ℃作为反应温度,可以既快速又低成本的完成EO吸收水解。
2.2 碱液浓度对EO水解速率的影响
在确认了最佳水解温度后,进一步考察了碱液的浓度(即氢氧化钠在水溶液中的质量分数,分别为5%、10%、15%)对EO水解速率的影响,结果见图3。
由图3所示,随着碱液浓度的提升(由5%提高至10%),EO水解速率较为明显,EO水解所需时间由60 min减少至15 min,说明碱液浓度也是决定EO水解速率的另一关键因素。碱液浓度进一步提高至15%时,EO水解速率虽得到一定幅度的提升,却不是很显著。故而,从节约成本考虑,10%的氢氧化钠浓度作为EO吸收水解液是最佳的。

图3 碱液浓度对EO水解速率的影响Fig.3 Effect of alkali concentration on the hydrolysis rate of EO
3 结 论
本实验模拟EO工业废气吸收/破坏实验,采用催化分解法对EO进行催化水解,并考察反应温度、碱液浓度等参数对EO水解速率的影响。结果表明:随着温度的升高,EO水解速率不断提高,但过高的温度也导致了能耗的提高,50 ℃可实现低成本、高效催化水解EO,是为最佳反应温度。碱液浓度的提高也使得EO水解速率提高,但碱液浓度进一步提高时,EO水解速率增加缓慢,且成本提高,故而10%碱液浓度即可满足工艺需求。总的来说,经过关键参数的优化后,EO的水解速率显著提高,且排放浓度显著降低,说明催化分解法是一种高效、低成本的EO工业废气吸收方法。在工业应用上,可采用吸收塔,使得EO尾气能够被碱液充分吸收并及时破坏。