硅酸钙/β-磷酸三钙生物陶瓷的光固化成型工艺及性能研究
2020-10-17高宗强鲍崇高
胡 波,高宗强,鲍崇高
(1.西安交通大学金属材料强度国家重点实验室,西安 710049;2.西安交通大学第二附属医院,西安 710014)
0 引 言
骨骼损伤是一种十分常见的健康问题,会给患者带来了巨大的身心及生活负担。目前,临床上常用的骨损伤修复材料有钛合金等金属类材料[1-2],还有诸如PEEK(聚醚醚酮)等聚合材料[3]。这些材料具备良好的力学性能,但因其本身固有的属性,普遍无法降解,且生物活性较差。硅酸钙、β-磷酸三钙(β-TCP)与天然骨的主要无机成分相似,因而被认为是一类重要的骨骼修复材料[4-5]。两种材料在体液中均可以诱导沉积类羟基磷灰石生成,从而使其与生物组织产生良好的化学键合,进而表现出良好的生物活性,此外两者均具备一定的降解能力[6-7]。而硅酸钙除具备良好的生物活性外,其降解性能相比于β-磷酸三钙更加优良[8],同时有研究表明硅酸钙中释放的硅离子可以有效促进骨骼再生[9]。目前已经有研究人员将以上两种材料复合,进而制备出了具有良好生物活性及降解能力的生物陶瓷材料[10]。
然而,不同个体之间骨骼通常会存在差异,此外,骨损伤的形状通常是不规则的,即表现出高度个性化复杂化的特点。因此传统的加工成型工艺,如模压成型、凝胶注模等都存在很大的局限性。而作为一种完全不同于传统加工工艺的材料加工技术,3D打印能够根据CAD模型加工出高度复杂的形状结构,在制备小批量复杂化个性化产品方面表现出巨大的技术优势和成本优势[11-13]。自从1983年美国麻省理工学院的Charles Hull发明3D打印技术以来,3D打印技术已经取得了长足的发展。目前,3D打印技术包括多种技术路径,其中SLA工艺制备的产品尺寸精度高,表面粗糙度低[14-16],因而被认为在陶瓷3D打印领域有重要应用潜力。目前,国内外已经有众多学者利用3D打印技术制备生物陶瓷材料。如Druzhinina等[17]利用聚乳酸和羟基磷灰石材料,结合3D打印的方法获得了三维矩阵支架;Schek等[18]制备了PLLA-羟基磷灰石复合支架并用于修复软骨组织;杨天帅[19]利用3D打印的方法制备了硅酸钙基生物陶瓷,并研究了骨传导性和生物安全性;邵惠锋[20]使用3D打印的方法研究了掺镁硅灰石与TCP在体内的成骨能力。
然而,目前基于硅酸钙/β-磷酸三钙材料体系的3D打印工艺研究仍然较少,同时采用的3D打印工艺仍集中在熔融沉积制造(FDM)等方向。上述工艺难以使用高固相含量的陶瓷浆料制备高精度生物陶瓷,此外还存在打印件脱脂烧结开裂等问题。因此,本文以微米级硅酸钙/β-磷酸三钙粉体、光敏树脂、分散剂以及光引发剂为原料,制备了55vol%的陶瓷浆料,研究了分散剂添加量对陶瓷浆料粘度的作用及作用机理,借助SLA工艺制备了硅酸钙/β-磷酸三钙陶瓷生坯并探索了脱脂烧结工艺,消除了打印件脱脂开裂的问题,同时研究了烧结温度对硅酸钙/β-磷酸三钙生物陶瓷综合性能的影响。
1 实 验
1.1 试样制备
1.1.1 原材料
硅酸钙来自迈海材料基因组国际研究所,D50为3 μm;β-磷酸三钙(β-TCP)来自迈海国际材料基因组研究所,D50为3 μm;光引发剂来自国药集团化学试剂公司,2,2-二甲基氧-2-苯基乙酮;光敏树脂TPGDA和TMP3EOTA来自上海光易化工有限公司;分散剂KH560来自上海阿拉丁生化技术有限公司。
1.1.2 制备流程
将光敏树脂TPGDA及TMP3EOTA(TPGDA与TMP3EOTA质量比为4∶1)、分散剂KH560、光引发剂按照表1(M1、M2、M3、M4分别是分散剂质量、光引发剂质量、光敏树脂质量和陶瓷浆料总质量)比例配制了四种不同成分的光固化树脂,之后分多次逐量加入硅酸钙、β-磷酸三钙粉体,并使用均质机(深圳中毅科技有限公司,ZYMC-180)混合均匀,使陶瓷粉体和光敏树脂及分散剂充分接触,获得均一稳定的陶瓷浆料。

表1 不同成分的光固化树脂Table 1 Light cured resins with different components /wt%
将三维数据模型导入陶瓷3D打印机(法国3D Ceram公司,C900),把陶瓷浆料加入到浆料槽中,设定好相应的打印参数,之后完成陶瓷素坯的打印成型工作。
按照TG-DSC曲线,确立脱脂烧结工艺,按照脱脂烧结工艺在马弗炉内进行脱脂烧结,获得陶瓷烧结件。
1.2 表征测试
使用旋转粘度计(广州来美科技有限公司,NDJ-8S)测定配制的硅酸钙/β-磷酸三钙陶瓷浆料的粘度;借助TG-DSC(Mettler Toledo,TGA/DSC3+至尊型),采用10 ℃·min-1的升温速率,在空气气氛中对生坯进行热分解试验;用X射线衍射仪(X′Pert Pro)对烧结试样进行物相分析;采用扫描电子显微镜(JEOL,JSM-IT500)观察断裂界面的组织结构;使用万能试验机进行三点弯曲试验,测量脱脂烧结后的机械性能。三点弯曲试验样品的试验跨距为20 mm,负荷加载速度为0.5 mm·min-1。基于阿基米德排水法,使用改装天平(上海天美天平仪器有限公司)测定试样脱脂烧结后的开气孔率及体积密度。
2 结果与讨论
2.1 分散剂添加量对浆料体系粘度的作用及其机理
SLA工艺是根据三维数字模型,逐层叠加成型的工艺,在这一过程中,由自动刮刀将陶瓷浆料刮平铺展,待浆料流动平整后加工下一层,因此SLA工艺要求浆料具有适宜的粘度。此外,固相含量直接影响打印件的致密程度,进而影响打印件的强度性能。使用高固相含量浆料制备的打印件,其强度也会更高。但是,高固相含量陶瓷浆料粘度更大,不易铺展,难以满足SLA工艺的要求。因此,有必要在增加浆料体系固相含量的同时降低它的粘度。
图1所示为硅酸钙/β-磷酸三钙陶瓷浆料(固相含量55vol%,β-磷酸三钙与硅酸钙质量比为7∶3)随分散剂KH560加入量变化过程中的粘度情况。在分散剂添加量为3.0wt%时,陶瓷浆料的粘度高达470 077 mPa·s;当分散剂添加量增至3.5wt%时,陶瓷浆料的粘度为175 437 mPa·s;当分散剂加入量为4.0wt%时,陶瓷浆料的粘度是52 344 mPa·s;当分散剂添加量为4.5wt%时,浆料粘度趋于平稳,与分散剂添加量4.0wt%相比略有升高。上述现象是因为分散剂KH560是一种硅烷偶联剂,它可以在硅酸钙/β-磷酸三钙陶瓷颗粒与光敏树脂之间起到连接作用,使其能够均匀分散,避免团聚,导致浆料体系粘度下降。与此同时,在分散剂添加相对较少时,分散剂无法将陶瓷颗粒完全覆盖,此时随着分散剂添加量增加,被覆盖的陶瓷颗粒增加,直至陶瓷颗粒被完全覆盖。当继续增加分散剂时,过量的分散剂和光敏树脂互相溶解,分散剂中的大分子链会挤压陶瓷颗粒、偶联剂以及光敏树脂之间形成的结合层,使其稳定性降低,从而损害陶瓷粉体的分散性,致使陶瓷浆料粘度上升。
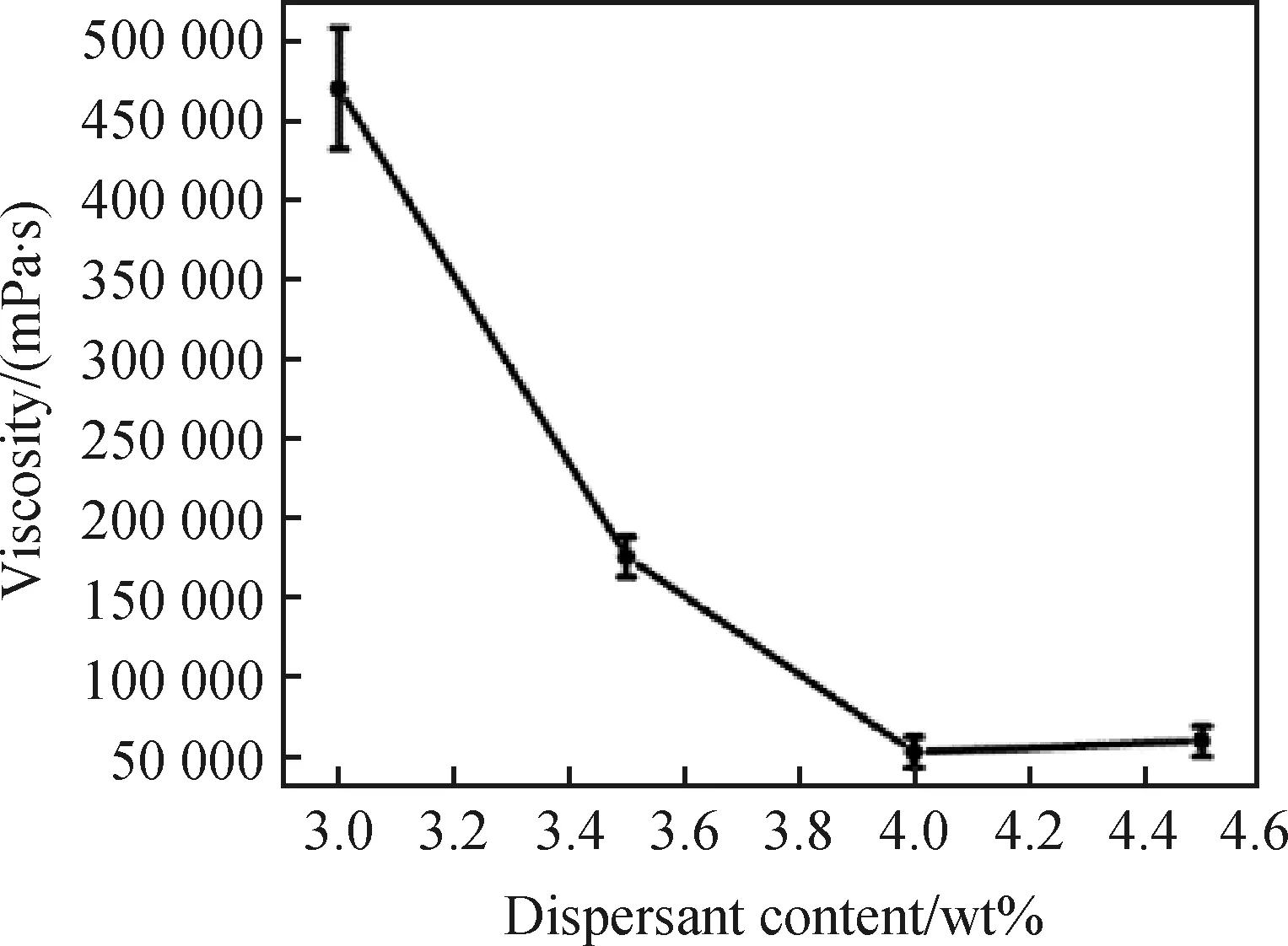
图1 分散剂添加量对浆料体系粘度的作用Fig.1 Effect of dispersant content on viscosity of slurry
2.2 硅酸钙/β-磷酸三钙陶瓷脱脂烧结工艺的确定
3D打印件的脱脂及烧结过程会发生众多的物理化学现象,诸如树脂成分的熔融、蒸发、热分解等。这些过程中的产物包括一些气态或液态物质,这些物质需要通过打印件内部的孔道输运到外部。在输运过程中,如果树脂分解产物排出速率过大会引起打印件在脱脂过程中开裂。
为此,选择TPGDA和TMP3EOTA两种不同的树脂单体,两种树脂单体在分解温度上存在差异,通过两者混合使用可以使打印件脱脂温度区间变得分散,TG曲线变得平缓,避免因为树脂热解产物集中排出而开裂。此外,TPGDA是双官能团树脂,TMP3EOTA是三官能团树脂,双官能团树脂相比于三官能团树脂具有更低的收缩变形率,但是活性也相对较低,相应的固化效率也更低。因此,将TPGDA和TMP3EOTA按质量比4∶1混合,在获得良好固化效率的同时又避免出现因三官能团树脂过多而造成固化层变形以及因固化层硬度过大而产生残余应力的情况。
由图2所示TG-DSC曲线可知,打印件中的树脂成分在150 ℃左右开始分解,其质量出现明显的损失,持续到500 ℃左右时打印件中树脂成分的热分解趋于平稳,在这一阶段发生的是双官能团树脂TPGDA和三官能团树脂TMP3EOTA的熔融分解。而DSC曲线在200 ℃和395 ℃存在两个吸热峰,这分别对应了熔融分解温度较低的TPGDA和较高的TMP3EOTA的熔融分解过程。而到600 ℃以后,TG曲线再次开始下降,此处失重是由于脱脂过程中产生的残碳发生氧化分解,在700 ℃以后曲线逐渐不再变化,这表明打印件中的树脂及其热解残余物已经全部排出。
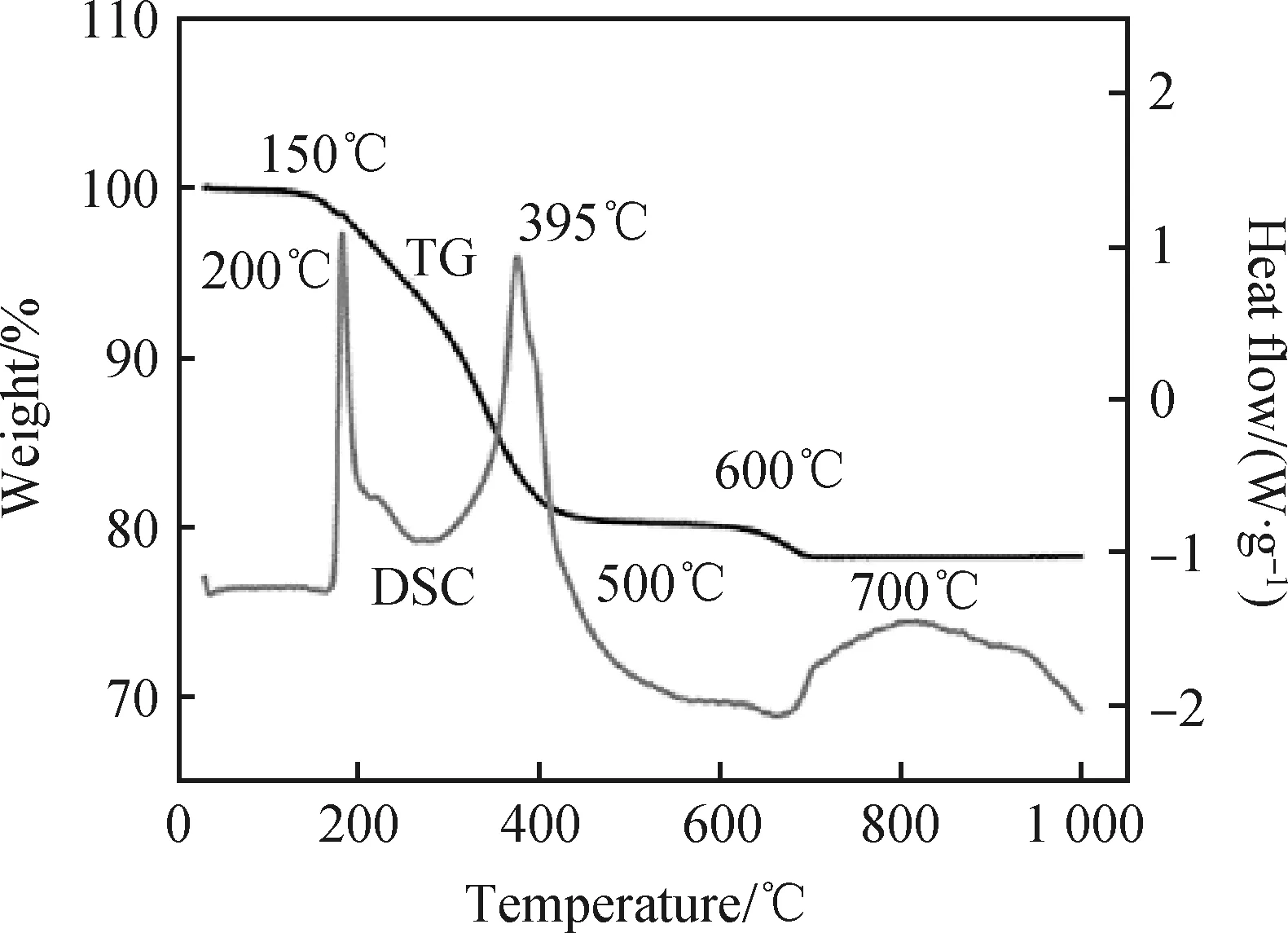
图2 硅酸钙/β-磷酸三钙陶瓷生坯的TG-DSC曲线Fig.2 TG-DSC curves of CaSiO3/β-TCP ceramic green body
基于上述树脂的热分解情况,制定如图3所示的脱脂工艺,在20~150 ℃区间控制升温速率为5 ℃·min-1,在150~500 ℃区间以0.5 ℃·min-1的速度缓慢上升,在500 ℃时保持恒温30 min,之后温度在500~600 ℃区间以5 ℃·min-1的速度继续上升,在600~700 ℃区间以0.5 ℃·min-1的速度上升,同时在700 ℃时保持恒温30 min。以上过程中保温的目的是确保树脂及其残余物充分彻底排出。按照上述脱脂工艺处理的打印件质量完好,无开裂现象发生。
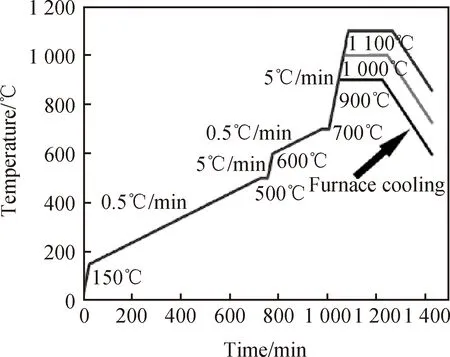
图3 硅酸钙/β-磷酸三钙陶瓷的脱脂烧结工艺Fig.3 Debinding and sintering processes of CaSiO3/β-TCP ceramic
研究表明[21-23],β-磷酸三钙具有更加优良的生物性能,同时在1 180 ℃下可以保持稳定存在,此外α相及β相硅酸钙降解速率均显著大于β-磷酸三钙,且α相与β相硅酸钙降解速率相近,无统计学差异,因此在烧结温度选择上参考β-磷酸三钙的相变温度,在900 ℃、1 000 ℃与1 100 ℃下进行烧制,并且在烧结温度下保持恒温180 min。
2.3 硅酸钙/β-磷酸三钙生物陶瓷性能分析
图4所示为不同烧结温度下制备的烧结件XRD谱。物相分析结果表明,在900 ℃、1 000 ℃以及1 100 ℃下烧结获得的试样的物相组成均为β-磷酸三钙和硅酸钙。但是不同烧结温度下其结晶度和平均晶粒尺寸存在差异,进一步分析显示,随着烧结温度升高,其结晶度由900 ℃时的59.41%提高至1 100 ℃时的73.21%,这是由于更高的烧结温度可以为物质扩散及晶粒的界面生长提供动力,从而促进了结晶相的生长,提高了结晶度。而β-磷酸三钙和硅酸钙的平均晶粒尺寸则由900 ℃时的45.5 nm和27.1 nm分别增大至1 100 ℃时的60.9 nm和39.3 nm,这表明更高烧结温度下晶粒发生了聚集熔合和晶界迁移,从而晶粒长大。

图4 硅酸钙/β-磷酸三钙陶瓷的XRD谱Fig.4 XRD patterns of CaSiO3/β-TCP ceramic
表2是不同烧结温度下制备的硅酸钙/β-磷酸三钙陶瓷的性能状况。由表2可知,从900 ℃上升到1 100 ℃时,开气孔率由41.39%下降到33.51%,体积密度由1.76 g·cm-3上升到2.01 g·cm-3,弯曲强度由16.80 MPa提升到26.97 MPa。图5所示为烧结件不同方向的收缩情况。通过该图数据可以看出,随着烧结温度升高,打印件在X、Y、Z三个方向的线收缩率均呈现增大趋势。当烧结温度为900 ℃时,打印件X、Y、Z三个方向的线收缩率分别为0.66%、0.63%和1.83%,当烧结温度增加到1 100 ℃时,其X、Y、Z三个方向的线收缩率分别增加到了2.97%、3.05%和7.40%。由此可知,3D打印制备的硅酸钙/β-磷酸三钙陶瓷烧结后的收缩情况存在明显的各向异性,即X、Y方向线收缩率基本相近,而Z方向线收缩率显著大于X、Y方向。这是由3D打印逐层累加成型的特点所决定的,在3D打印过程中,打印件沿着Z方向逐层加工,相比水平方向,Z方向上前后加工的两层之间存在一定的间隙,因此在烧结过程中Z方向会发生更大的线收缩。
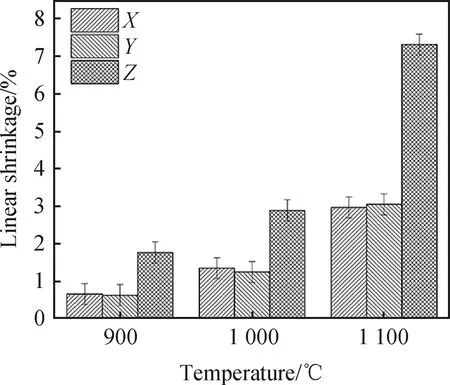
图5 硅酸钙/β-磷酸三钙陶瓷不同方向的烧结线收缩率Fig.5 Linear shrinkage of CaSiO3/β-TCP ceramic in different directions

表2 不同烧结温度下烧结件性能Table 2 Properties of CaSiO3/β-TCP ceramic under different sintering temperatures
图6所示是不同烧结温度下制备的硅酸钙/β-磷酸三钙陶瓷断口的SEM照片。通过对比三种不同温度下SEM照片能够发现,在烧结温度较低时,陶瓷颗粒之间未形成粗壮的烧结颈,陶瓷颗粒之间没有紧密结合并存在较大的孔隙,而当烧结温度为1 100 ℃时,陶瓷颗粒之间的烧结颈逐渐变得粗壮,组织结构逐渐致密化,这解释了随着烧结温度升高,开气孔率降低,体积密度增加,弯曲强度增大的现象。同时,通过对上述形貌组织观察可见,其内部存在众多微米级和亚微米级孔隙,同天然骨骼的内部结构相似,这对提高该材料的生物活性有重要意义。
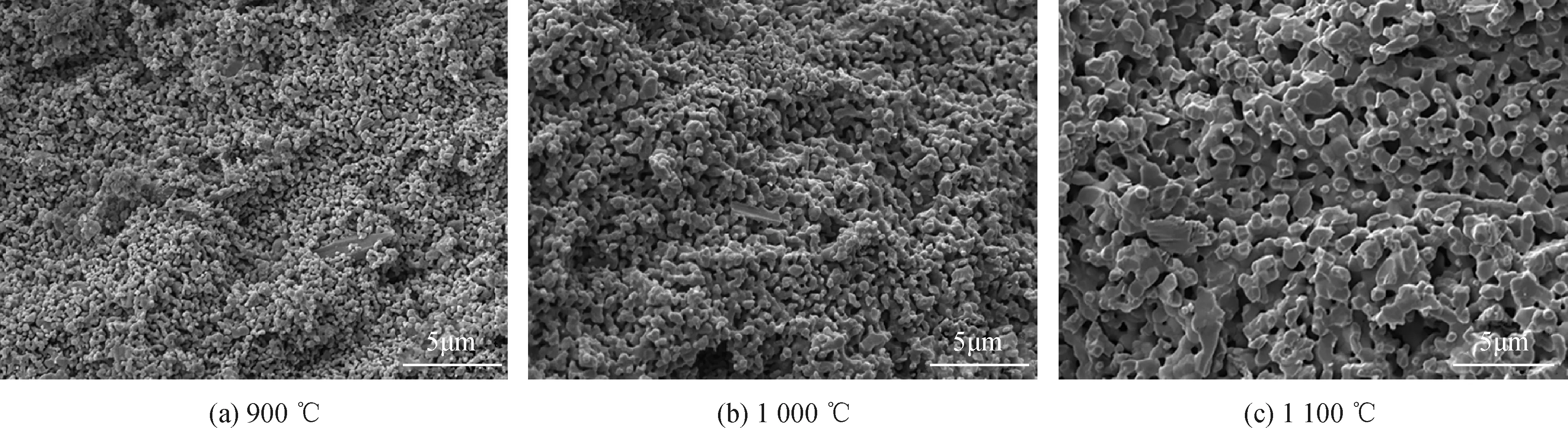
图6 不同烧结温度下硅酸钙/β-磷酸三钙陶瓷的断口SEM照片Fig.6 SEM images of CaSiO3/β-TCP ceramic fracture surface under different sintering temperatures
2.4 复杂结构生物陶瓷支架的制备
如图7所示,利用固相含量为55vol%的硅酸钙/β-磷酸三钙陶瓷浆料,在3D Ceram C900陶瓷3D打印机上打印制备了陶瓷生坯,经前述烧结工艺获得了硅酸钙/β-磷酸三钙生物陶瓷支架。

图7 硅酸钙/β-磷酸三钙生物陶瓷支架Fig.7 Bioceramic scaffolds of CaCO3/β-TCP
3 结 论
随着分散剂KH560加入量增加,陶瓷浆料粘度先降低后略微升高,在KH560加入量占陶瓷浆料总质量4.0wt%时,陶瓷浆料粘度最低,为52 344 mPa·s;控制脱脂升温速率(0.5 ℃·min-1)以及双官能团树脂单体和三官能团树脂单体的混合使用可以有效降低树脂热分解产物的排出速率,避免脱脂过程发生开裂;在烧结温度由900 ℃提高到1 100 ℃过程中,开气孔率下降,体积密度和弯曲强度升高,改变烧结温度可以实现材料力学性能及微观组织的调控,进而获得满足不同性能要求的硅酸钙/β-磷酸三钙生物陶瓷,在1 100 ℃烧结可得到弯曲强度26.97 MPa、开气孔率33.51%、体积密度2.01 g·cm-3的硅酸钙/β-磷酸三钙生物陶瓷。
