菜籽油脱臭馏出物酶法酯交换制备脂肪酸甲酯
2020-10-15张颖
张 颖
(河北环境工程学院 生态学系,河北 秦皇岛 066102)
菜籽油是我国主要食用油之一,主产于长江流域及西南、西北等地。作为世界油料生产大国,2014—2018年我国油菜籽产量一直在1 300万t左右,约占全球油菜籽产量的19%,按出油率35%计,可制得菜籽油455万t[1]。菜籽油精炼产生的脱臭馏出物占毛油的0.4%~0.6%,据此估算我国每年菜籽油脱臭馏出物产量为1.82万~2.73万t[2]。菜籽油脱臭馏出物的主要成分为游离脂肪酸、磷脂、天然VE、植物甾醇、甘油酯等,是制备天然VE和植物甾醇的优质原料[3-5]。
以脱臭馏出物为原料制备天然VE的方法有皂化萃取法、酯化法、脲包法、超临界萃取法、色谱法、硅胶吸附层析法和分子蒸馏法等[6-7]。目前,工业上常用的方法是酯化-分子蒸馏法,其原理是将脱臭馏出物中的游离脂肪酸和甘油酯分别与甲醇进行酯化和酯交换反应,得到沸点低的脂肪酸甲酯,通过蒸馏去除脂肪酸甲酯,再采用分子蒸馏对VE进行富集。酯化和酯交换反应按照催化剂的不同,有化学催化法、树脂催化法以及酶催化法等。每种方法各有优缺点,且使用范围各不相同。酶催化法具有反应条件温和、无废水排放的优点,具有较好的商业利用前景。
Lipase EC 3.1.1.3脂肪酶,又称三酰基甘油酰基水解酶,在水相体系中具有水解特性,在非水相体系中具有酯化、转酯、胺解和醇解等特性[7-8],本文利用该酶在非水相中的转酯特性,研究其催化菜籽油脱臭馏出物中甘油酯酯交换反应的工艺条件,以期为菜籽油脱臭馏出物提取VE提供参考。本研究在菜籽油脱臭馏出物游离脂肪酸与甲醇的酯化阶段采用化学催化法,且基于脂肪酶成本高等因素,限定脂肪酶的用量为4%,在此基础上考察影响酯交换反应的主要因素,通过单因素实验和正交实验优化菜籽油脱臭馏出物酶法酯交换制备脂肪酸甲酯的工艺条件。
1 材料与方法
1.1 实验材料
菜籽油脱臭馏出物(生育酚总含量为7.26%,其中α-生育酚相对含量为19.03%、δ-生育酚相对含量为12.75%;植物甾醇总含量为6.82%,其中菜籽甾醇1.22%、菜油甾醇2.14%、谷甾醇3.11%;酸价(KOH)95 mg/g),秦皇岛益海嘉里粮油食品有限公司;甲醇(纯度99.9%)、氢氧化钾、脂肪酶(Lipase EC 3.1.1.3)以及其他分析试剂等。
Agilent 1260液相色谱,UIC-KDL5分子蒸馏,万分之一电子天平,电热恒温水浴锅,旋转蒸发器等。
1.2 实验方法
1.2.1 菜籽油脱臭馏出物的酯化反应
取100 g菜籽油脱臭馏出物,加入30 g甲醇和3 g浓硫酸,加热回流酯化反应3 h,反应完成后水洗至体系pH约为5.0,用作下一步反应的原料。
1.2.2 酶催化酯交换反应
调节1.2.1中酯化好的反应体系的pH,然后加入一定量的甲醇、一定量的脂肪酶Lipase EC 3.1.1.3进行酯交换反应,反应完成后将物料转入分液漏斗进行分离,分出下层甘油层,上层甲酯层首先进行常压蒸馏回收过量甲醇,然后离心分离得到脂肪酸甲酯。
1.2.3 酯交换转化率的计算
采用皂化-高碘酸氧化法测定原料以及产物中的甘油含量[9],按下式计算酯交换转化率。
酯交换转化率=(原料中甘油含量-反应后甲酯中甘油含量)/原料中甘油含量×100%
2 结果与讨论
2.1 单因素实验
2.1.1 甲醇用量对酯交换反应的影响
甲醇对脂肪酶有一定的毒害作用,体系中过量的甲醇会对脂肪酶产生抑制作用,从而降低酯交换转化率,因此本文采用两步等量加入法来缓解甲醇对酶活的抑制作用,分别在反应开始时和反应中点时加入甲醇(下同)。在体系pH 7.0、反应温度55℃、反应时间20 h的条件下,分别加入菜籽油脱臭馏出物质量10%、20%、30%、40%、50%的甲醇,考察甲醇用量对酯交换反应的影响,结果如图1所示。

图1 甲醇用量对酯交换转化率的影响
由图1可见,随着甲醇用量的增加酯交换转化率逐渐升高,当甲醇用量达到40%时,转化率达到最高值,而进一步加大甲醇用量,转化率反而呈现一定的下降趋势,这可能与过量的甲醇导致部分酶失活有关。
2.1.2 体系pH对酯交换反应的影响
酶制剂本身极易受到反应体系pH的影响,考虑到菜籽油脱臭馏出物中天然VE在碱性条件下容易受到破坏,因而只考虑酯化后偏酸性(pH 5.0)的条件下,考察酯交换反应体系pH对酯交换反应的影响。用氢氧化钾饱和溶液将体系pH分别调节至5.0、5.5、6.0、6.5、7.0,在甲醇用量为菜籽油脱臭馏出物质量的40%、反应温度55℃、反应时间20 h条件下,考察体系pH对酯交换反应的影响,结果如图2所示。

图2 体系pH对酯交换转化率的影响
由图2可见,在体系pH由5.0上升到7.0的过程中,酯交换转化率呈现先上升后平缓的趋势,体系pH为7.0时转化率达到最大值。因此,酶的适宜反应体系pH接近中性。
2.1.3 反应温度对酯交换反应的影响
反应温度不仅是化学反应过程的影响因素,也是酶活力的影响因素,考虑到酶本身受温度的影响,本文在相对温和的条件下进行酯交换反应。选取反应温度分别为40、45、50、55、60℃,在甲醇用量为菜籽油脱臭馏出物质量的40%、体系pH 7.0、反应时间20 h的条件下,考察反应温度对酯交换反应的影响,结果如图3所示。
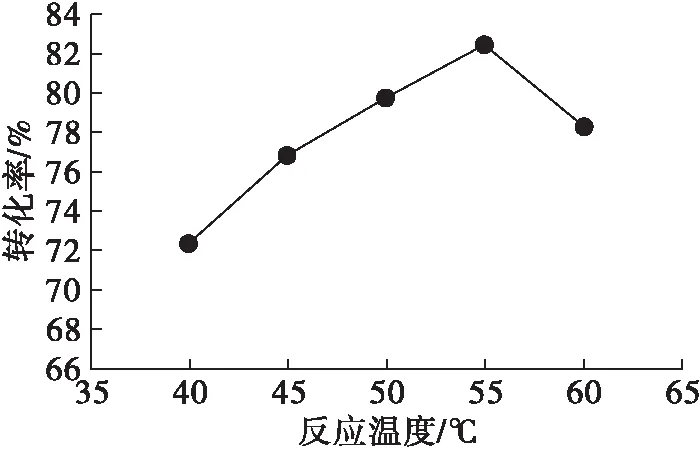
图3 反应温度对酯交换转化率的影响
由图3可见,反应温度对反应进程的影响较为显著,在较低温度下酯交换反应比较缓慢,酯交换转化率也较低,随着反应温度的升高,转化率明显增加,但是反应温度进一步升高后,转化率呈下降态势,这可能是因为过高的温度影响了酶的活性,或者说部分酶可能失活进而降低了酯交换转化率。
2.1.4 反应时间对酯交换反应的影响
酶反应条件比较温和,相对于化学反应而言,反应时间有所延长。选取反应时间分别为4、8、12、16、20 h,在甲醇用量为菜籽油脱臭馏出物质量的40%、体系pH 7.0、反应温度55℃的条件下,考察反应时间对酯交换反应的影响,结果如图4所示。

图4 反应时间对酯交换转化率的影响
由图4可见,随着酯交换反应时间的延长,酯交换转化率呈现逐渐升高后趋于平稳的态势。考虑到工业生产实际,最佳反应时间确定为16 h。
2.2 正交实验
在单因素实验的基础上,考虑到反应时间的影响不大,且为保证反应充分,将反应时间确定为16 h,选取甲醇用量、体系pH、反应温度3个因素,每个因素选取3个水平进行正交实验,以优化反应条件。正交实验因素水平见表1,正交实验设计与结果见表2,正交实验方差分析见3。
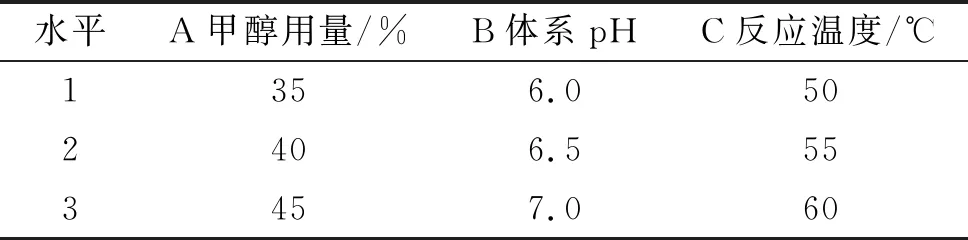
表1 正交实验因素水平
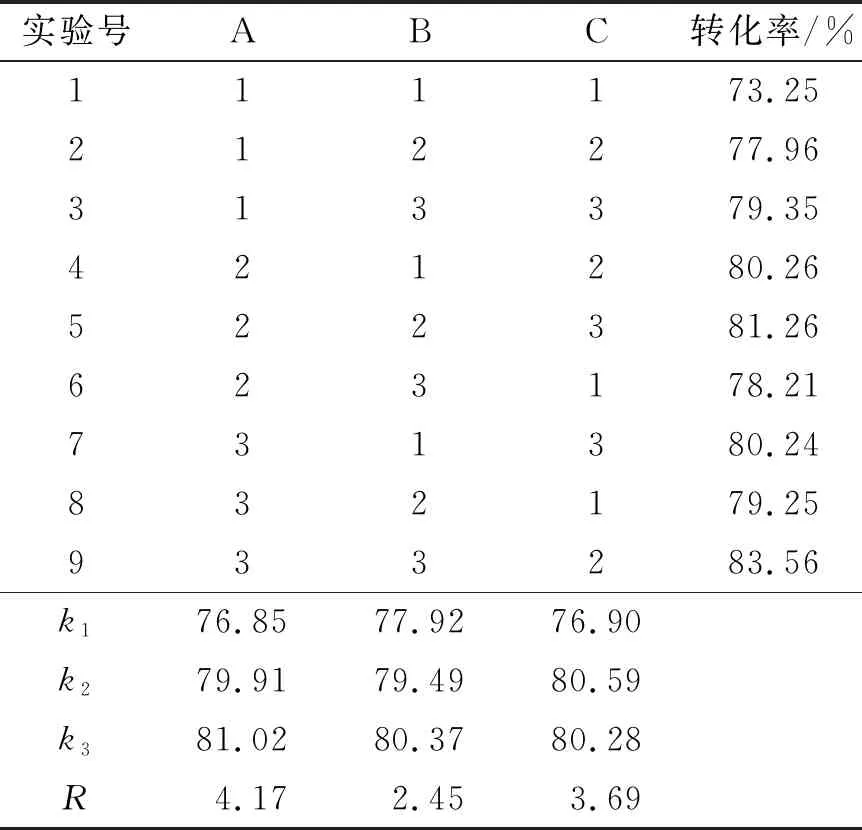
表2 正交实验设计与结果
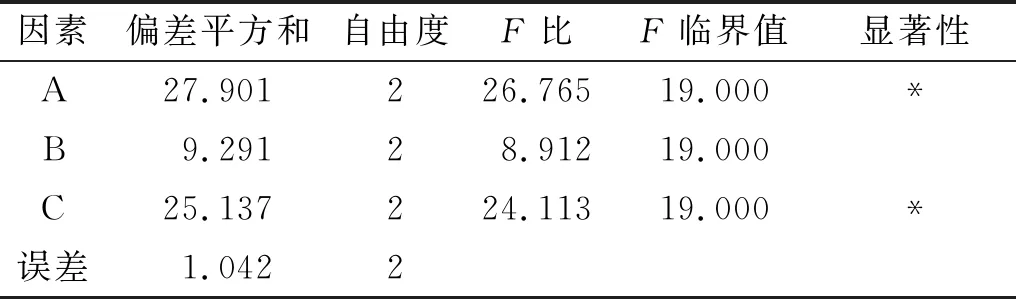
表3 正交实验方差分析
由表2可见,各因素对酶法酯交换转化率的影响大小为甲醇用量>反应温度>体系pH。由表3可见,甲醇用量和反应温度为显著影响因素。酶法酯交换的最佳因素水平组合为A3B3C2,即甲醇用量45%、体系pH 7.0,反应温度55℃。在最佳条件下,进行3次平行实验,得到酶法酯交换平均转化率为85.35%。
3 结 论
以脂肪酶催化菜籽油脱臭馏出物的甘油酯进行酯交换反应制备脂肪酸甲酯,通过单因素实验和正交实验对反应条件进行优化。结果表明,在适量甲醇用量(45%)、接近中性(pH 7.0)的反应体系、反应温度55℃、反应时间16 h的条件下,可以使酯交换转化率达到85.35%,得到了较好的转化率。
相对于传统化学催化法而言,酶法具有降低废水排放、反应条件温和等优势,但是由于液体脂肪酶不可重复使用,导致生产成本相对化学催化法而言较高,同时酶失活产物可能对后续的甾醇结晶工段造成一定影响。在实际生产过程中,还可以根据物料的特性进一步对反应体系的适应性、反应时间的精确性、脂肪酶用量以及生物活性提升等方面进行深入研究,以更好地降低生产成本和提高效能。由于酶法避免了传统化学法酸碱产生的废水等问题,为实现清洁生产提供了新的途径,具有较好的商业推广应用价值。