论回转体零件数控车床加工的分析设计
2016-05-14邓自清
邓自清


摘 要:回转体零件数控加工分析设计时必须将图纸技术要点、装夹找正、粗精加工、加工顺序、刀具轨迹、切削用量等因素分解清晰,遵循其加工工艺的规律性,才能设计出高质量的数控加工工艺方案,缩短加工时间,降低机床和刀具磨损,从而高效率地完成自动加工。
关键词:装夹;加工顺序;切削用量;粗加工;精加工
中图分类号:TG659文献标识码:Adoi:10.14031/j.cnki.njwx.2016.09.002
轴类、套类和盘类等回转体零件通常在数控车床上加工,从而达到尺寸精度、形位精度和表面粗糙度的要求。整个分析、设计和加工过程包含这样四步:第一步:通过对零件图纸的分析,按图纸要求完成节点、基点的计算,设定每次装夹后的工件坐标系;第二步:数控加工工艺方案设计:①装夹方案的确定,②加工顺序和刀具的选择,③加工余量的确定,④切削用量和切削液的选择;第三步:编制测试零件的加工程序并输入到数控车床;第四步:装夹工件、装夹刀具、对刀、加工并检测零件。在整个加工设计过程中只有这四步遵守相应的原则、规律,才能使数控车床加工运行过程所需的时间最短,节约能源,降低数控车床的磨损,提高刀具的使用寿命,提高劳动生产率,从而减少劳动力和其他资源的消耗。可以通过一个复杂零件的加工分析设计实例,来总结回转体零件数控加工工艺设计的规律。
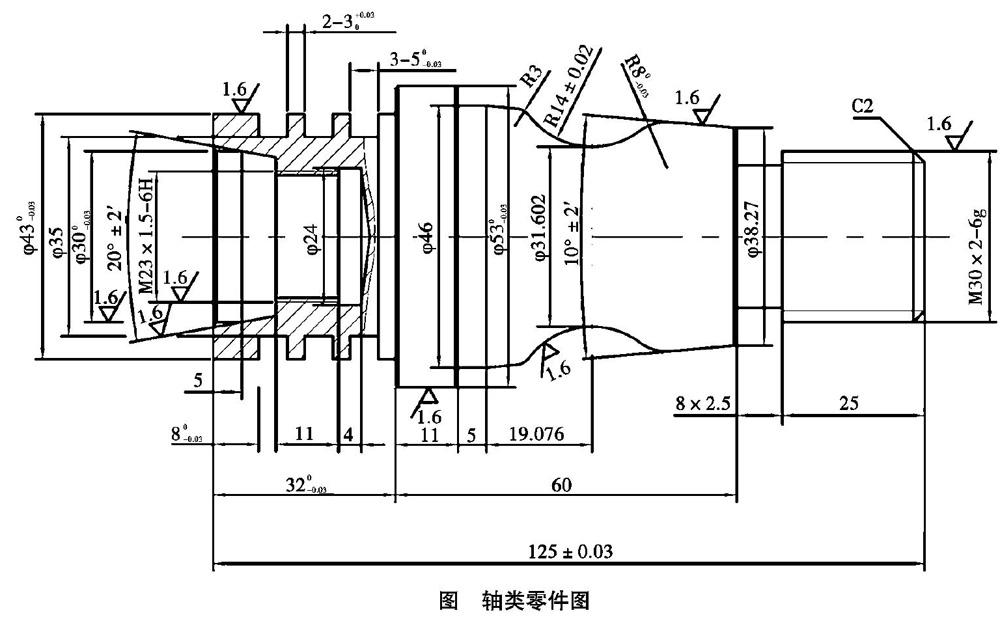
1 轴类零件的图纸及加工要求
如上图,零件的材料为45#钢,毛坯尺寸为Φ56 mm×130 mm,按图纸尺寸和技术要求在数控车床上完成零件的加工。
1.1 零件图纸分析
零件的左端特点:平的端面,外轮廓上有3个等宽等深的平底槽,内轮廓口大内小、有2个锥面、1个内退刀槽、1个内圆柱单线螺纹;零件的右端特点:平端面,外轮廓有1个凹圆弧面、1个外螺纹退刀槽、2个圆弧倒角,1个单线外螺纹;Φ530 -0.03 的外表面是尺寸最大的外表面,应归到左端加工面。
1.2 主要加工要求
可归结为8项:
①外圆及成形面(Φ530-0.03、Φ430-003 );②内孔(Φ300-003);③锥度(10°±02°);④外螺纹(M30×2-6g 、Ra16);⑤内螺纹(M23×15-6H 、Ra1.6);⑥圆弧(R3、R14 、R8);⑦长度(125±003、80-003、320-003、2-3+0030、3-50-003);⑧粗糙度(6-Ra16)。
2 数控加工工艺方案的分析设计
2.1 装夹方案的确定
在数控车床上加工这类工件通常都用三爪卡盘装夹,因为工件不长,所以不需要顶尖支撑。该零件先加工左端,选择毛坯平整的一段用作粗基准装夹在三爪卡盘上,外伸50 mm长,先用45°外圆车刀手动方式加工端面,再用中心钻打中心孔,然后再用Φ20 mm的钻头加工底孔,接下来才是数控加工;左端完成后掉头加工右端,左端Φ43 mm的面作为精基准,用厚0.2 mm、长120 mm的铜皮包裹,用磁力表架带百分表在已加工的Φ53 mm外表面找正后夹紧;如果是大批量生产加工右端时可以采用软爪装夹,省去找正的时间,精基准装夹结束后,先用45°外圆车刀手动方式加工端面保证总长,然后对刀数控加工。
2.2 加工顺序和刀具的选择
以刀具划分工序,该零件的加工顺序和刀具的选择如表1。
2.3 加工余量的确定
①粗加工外圆、长度轮廓,留加工余量为0.3~0.5 mm;②半精加工外圆、长度轮廓,留加工余量为0.1~0.2 mm;
③粗加工内圆、长度轮廓,留加工余量为0.3~0.5 mm;
④半精加工内圆、长度轮廓,留加工余量为0.1~0.2mm。
2.4 切削用量和切削液的选择
切削用量:根据加工材料、刀具材料等因素查机械加工手册确定。
切削液:根据加工材料、刀具材料等因素,选择油性切削液。
3 编制零件加工程序
3.1 零件左端加工程序如表2
3.2 零件右端加工程序如表3
3.3 加工
传输保存程序、对刀仿真模拟测试修改程序及自动加工。
4 结论
(1)复杂回转体零件的数控车床加工一般要通过2次装夹,第1次加工的应该是有较长外圆柱面的一端,有外螺纹或表面多是非圆柱面时放在第2次装夹后加工,第2次装夹时要用厚度一致的铜皮包裹夹持已加工面,且在百分表找正后加紧(大批量生产时用软爪加紧无需找正);
(2)用45°外圆车刀切端面是加工的第1步,第2步高速(800~1200 r/min)打中心孔,第3步用麻花钻低速打孔(钻头越粗转速越低,高速钢选择150~500 r/min),都要用切削液;
(3)位置公差的标注确定了基准先加工的顺序,内外轮廓加工都是先加工轮廓面,再加工沟槽,最后加工螺纹的加工顺序;
(4)精度高的零件一定要粗、精加工(或粗、半精、精)分2步(3步)进行,才能保证加工精度。
