酵母菌为原料制备生物柴油工艺研究
2020-09-29王希越王洪伟王月石一雯连丽丽娄大伟
王希越,王洪伟,王月,石一雯,连丽丽,娄大伟
(1.吉林化工学院 化学与制药工程学院,吉林 吉林 132022;2 吉林省中北化工工程设计有限公司,吉林 吉林 132000)
目前,石化能源的日益枯竭及环境污染问题备受关注[1],生物柴油是一种可替代传统石油的可再生生物清洁能源,具有良好的环保性能,安全、可再生及可降解等特点,目前生物柴油的开发已成为国际新能源研究的热点[2-3]。
生物柴油利用各类油脂与短链醇经过油脂酯化或者酯交换转化而产生[4-5]。其原料来源较多,其中微生物油脂,如酵母菌、微藻具有培养简单、生长速度快、油脂含量高特点,是理想的油脂原料[6-8]。目前酵母菌被当作油脂原料的相关报道还比较少。本文以酵母菌为原料,通过气相色谱质谱联用仪对酵母菌为原料制备生物柴油的工艺方法进行研究。
1 实验部分
1.1 试剂与仪器
正己烷、甲基叔丁基醚、甲醇均为色谱纯;氯仿、氯化钠、氢氧化钾均为分析纯。
7890B气相色谱仪;M7-300EI质谱仪;H1650离心机;XW-904微型漩涡混合仪;HH-2数显恒温水浴锅;BXM-30R立式压力蒸汽灭菌器;BSD-YX3200智能精密摇床;N-EVAP111氮吹仪。
1.2 GC-MS条件
1.2.1 色谱条件 色谱柱Agilent HP-5(30 m×0.32 mm×0.25 μm);进样口温度260 ℃,程序升温条件:初始柱温150 ℃,20 ℃/min速率升到214 ℃,保持5 min,再以10 ℃/min速率升到280 ℃,保持 5 min,分流比10∶1,载气为氦气(纯度99.999 5%),流速1.2 mL/min,总流量16.20 mL/min,进样量1 μL。
1.2.2 质谱条件 电子轰击离子源能量70 eV,离子源温度230 ℃,传输线温度280 ℃,溶剂延迟时间2 min,扫描模式为SIM(选择离子扫描)。
1.3 样品制备
1.3.1 酵母菌培养 从琼脂平板上挑取单菌落到装有10 mL的YPD液体培养基中,放到摇床中,在30 ℃、200 r/min条件下,活化培养12 h。然后取一定量菌液到50 mL新的YPD液体培养基中,使初始OD600=0.2,在30 ℃,200 r/min条件下继续培养 9 h 到对数生长期。然后离心5 min,弃上清液;菌体再用蒸馏水洗涤1次,再次离心,倒出上清液,菌体移入称量盘中,干燥后储存,用于下一步的研究。
1.3.2 实验过程
1.3.2.1 油脂提取 准确称取50 mg酵母干粉于玻璃离心管中,加入300 μL的甲醇、50 μL的二次去离子水,超声10 min。再加入1 mL甲基叔丁基醚,室温下振荡1 h。然后加入300 μL的5% NaCl溶液,涡旋混匀1 min,静置10 min,放入离心机中,3 000 r/min 离心10 min,取上清液氮气吹干。
1.3.2.2 酯化过程 加入300 μL的正己烷,涡旋30 s,再加入400 μL 0.05 mol/L KOH-甲醇溶液,25 ℃ 水浴恒温反应3 h。加入5%的NaCl溶液 300 μL,涡旋1 min混匀,静置10 min,10 000 r/min离心5 min,取上层于2.0 mL的离心管中。剩下的溶液加入600 μL的正己烷再次提取,2次取得上清液混合氮气吹干。最后加入100 μL的正己烷溶解,进样1 μL,进行GC-MS分析。
1.3.3 实验重复性考察 准确称取6份50 mg酵母干粉于玻璃离心管中,按1.3.2节方法处理后进行GC-MS分析,计算6份样品相对标准偏差,考察方法重复性。
2 结果与讨论
酵母菌体内油脂经提取和酯化后制得生物柴油,经GC-MS分析,其主要成分为肉豆蔻酸甲酯、棕榈酸甲酯、十六烯酸甲酯、硬脂酸甲酯、油酸甲酯,以酯的总含量为评价指标,对影响酯化和萃取条件的因素进行考察。
2.1 催化剂KOH浓度影响
在酯化过程中,加入KOH催化剂促进反应进行,实验考察不同浓度KOH对酯化影响,分别加入0.01,0.05,0.10,0.20,0.60 mol/L的KOH-CH3OH溶液,40 ℃下恒温水浴2 h,其他条件相同。酯总量与KOH浓度关系结果见图1。
由图1可知,当KOH浓度0.05 mol/L时,得到生物柴油总量最多,当KOH浓度继续增大时,生物柴油量逐渐减少。所以最佳KOH浓度为 0.05 mol/L。

图1 催化剂(KOH)浓度对柴油产量影响Fig.1 The effect of catalyst concentration on biodiesel yield
2.2 考察衍生试剂甲醇用量
油脂酯化反应中以甲醇作为反应试剂,考察100,200,400,600,800 μL甲醇对酯化影响,结果见图2。
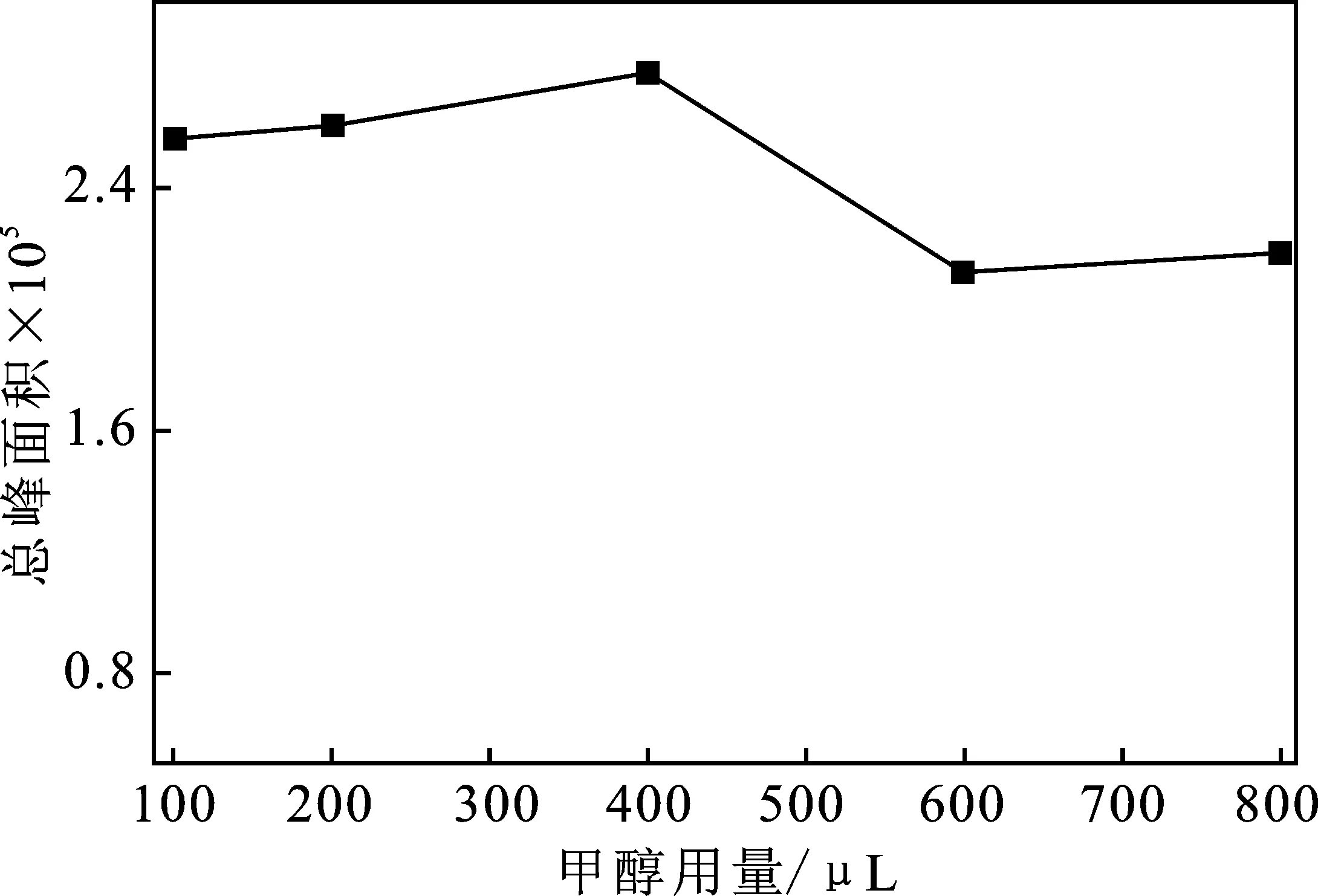
图2 甲醇用量对柴油产量的影响Fig.2 Effect of methanol dosage on the biodiesel yield
由图2可知,伴随着甲醇用量的增加,得到酯的总量逐渐增加,加入400 μL甲醇时酯的总量最多;随后,随甲醇加入量增加,酯总量反而减少,这可能是由于加入甲醇量过多,降低反应物浓度,抑制酯化反应。
2.3 考察酯化时间
在最佳KOH和甲醇用量条件下,对酯化时间进行考察,图3显示酯化时间分别为0.5,1.0,1.5,2.0,3.0 h得到酯总含量。
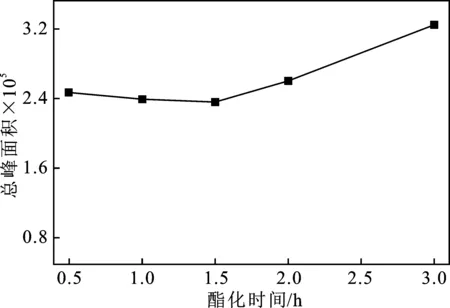
图3 酯化时间的影响Fig.3 The effect of reaction time on biodiesel production
由图3可知,随时间增加,酯化越完全,酯总量越多。
2.4 重复性考察
在最佳工艺条件下,通过对6组平行样中5种酯进行定量分析,包括C14∶0(肉豆蔻酸甲酯)、C16∶1(棕榈油酸甲酯)、C16∶0(棕榈酸甲酯)、C18∶1(油酸甲酯)、C18∶0(硬脂酸甲酯),结果见表1。
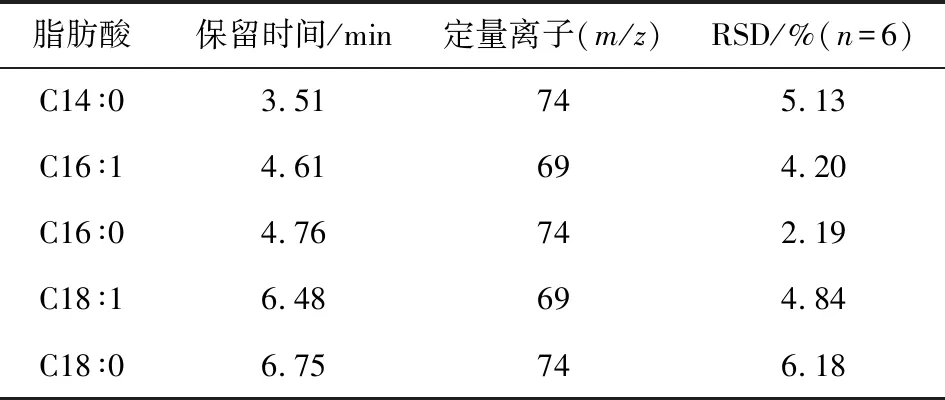
表1 生物柴油中脂肪酸甲酯相对标准偏差Table 1 The relative standard deviation of fatty acid methyl ester in biodiesel
由表1可知,6组平行样中相对标准偏差均小于10%,说明该方法重复性较好。
3 结论
本实验以酵母菌为原料,对传统两步法制备生物柴油的工艺进行研究,确定酯化50 mg酵母粉中油脂,使用催化剂KOH用量、衍生试剂甲醇用量和酯化时间最佳条件分别为:0.05 mol/L、400 μL、3 h,气相色谱质谱分析生物柴油成分主要为C16∶0(棕榈酸甲酯)、C18∶0(硬脂酸甲酯)、C14∶0(肉豆蔻酸甲酯)、C16∶1(棕榈油酸甲酯)、C18∶1(油酸甲酯)。通过重复性实验考察可知,在最佳工艺条件下,该方法重复性好、稳定性强。