浅析ZGM113G型中速辊式磨煤机液压油系统常见问题
2020-09-26曹佳赟
摘要:对某厂ZGM113G型中速辊式磨煤机液压油系统的常见问题进行了原因分析,给出了相应的解决办法,并对液压油系统日常维护工作提出了针对性的意见及改进方法,取得了良好的应用效果。
关键词:磨煤机;液压油系统;常见问题;液压缸
0 引言
某厂2×600 MW燃煤供热机组采用冷一次风正压直吹式制粉系统,每台锅炉配置6台北京电力设备总厂制造的ZGM113G型中速辊式磨煤机,配套的液压油系统为意大利阿托斯公司生产的中速磨煤机变加载液压油系统。液压油系统的主要功能是在磨煤机启动过程中,为磨辊升降提供动力,在磨煤机运行过程中,为磨辊提供合适的加载压力,同时设计有定加载运行方式与变加载运行方式切换的功能,提高了液压油系统的可靠性。
1 液压油系统简介
变加载液压油系统是指磨煤机磨辊的加载力可以按照要求进行变化的液压油系统。通常磨煤机的加载力大小根据给煤机的给煤量进行控制,即机组负荷决定给煤量大小,给煤量大小决定加载力大小。变加载液压油系统就是为了满足不同的给煤量需要不同的加载力而设计的,达到降低磨煤机功耗,減小磨辊和磨盘衬板磨损量的目的。同时,为了提高液压油系统的可靠性,液压油系统也可实现定加载运行,需要注意的是,定加载运行只是在变加载运行出现故障时的一种备用状态。
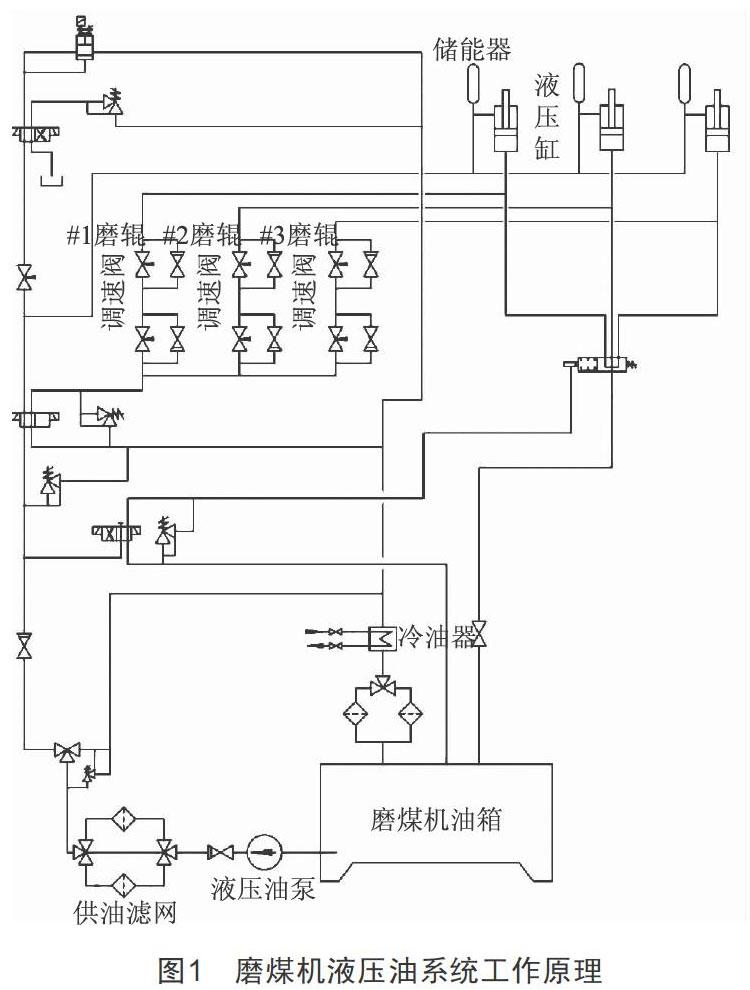
变加载液压油系统主要由液压泵站、管路、加载油缸、蓄能器等部件组成。液压油系统通过改变加载油缸的加载压力大小,为磨辊提供随负荷变化的碾磨力,其大小由比例溢流阀根据负荷变化的指令信号控制液压油系统的加载压力来实现。磨煤机液压油系统工作原理如图1所示。
磨煤机在变加载运行状态下,油泵从油箱中吸油,主油路油液经切换阀、滤油器、单向阀、手动换向阀、电磁换向阀进入加载油缸有杆腔,为磨辊提供碾磨压力。旁路经过电磁换向阀、比例溢流阀、冷却器,最后回到油箱。加载油缸无杆腔油一路经调速阀、换向阀回到油箱;另一路经液控阀、回油截止阀直接与油箱相通。此时,液压油系统处于变加载运行状态,系统压力由溢流阀调整,加载压力由比例溢流阀调整,加载压力与指令信号成正比例关系,即加载压力随给煤量的变化而改变,这是磨煤机的正常工作状态。
2 常见问题
2.1 磨辊无法升降
具体现象:升磨辊指令发出后,磨辊未上升,就地手动切换升降磨辊电磁阀无法动作。
原因分析:逻辑要求液动换向阀需全关后才可执行升降磨辊指令,就地检查液动换向阀是否处于全关状态,就地检查控制柜液动换向阀全关指示灯是否亮起,调整液动换向阀的到位开关后即可升降磨辊。
2.2 检修后液压油泵出口压力低
具体现象:清洗电磁阀后,液压油站试运行过程中,经常会出现液压油泵出口压力仅有不到1 MPa的情况。
原因分析:电磁阀清洗后安装过程中,将空气带入液压油系统中,导致泵出口压力过低。这时执行升降磨辊操作,系统重新注油排气后,泵出口压力即可恢复正常。
2.3 液压缸内漏
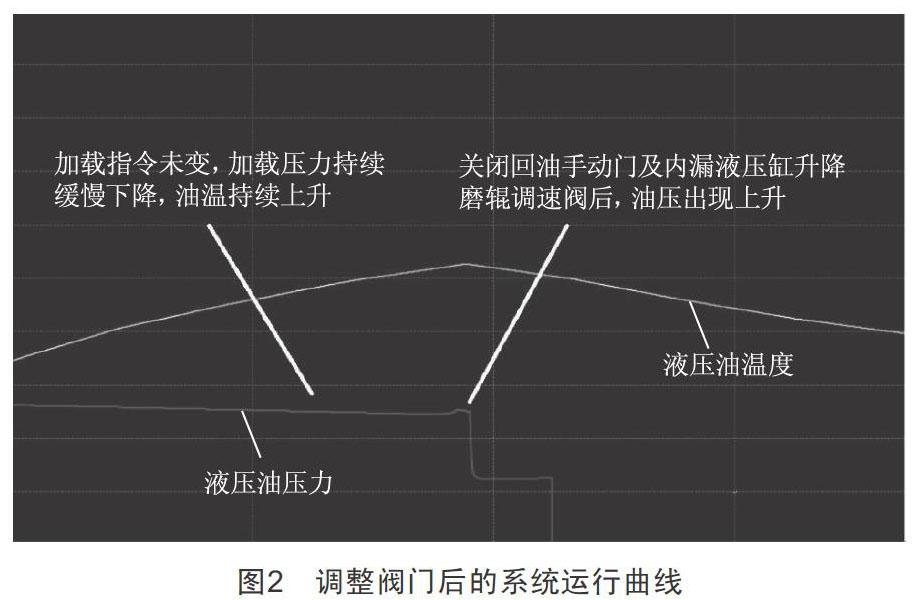
具体现象:在给煤量没有变化的情况下,液压油加载压力持续缓慢下降,手动增加比例溢流阀偏置量,加载力有所上升但无法保持,继续缓慢下降,液压油温度偏高。
原因分析:液压缸长时间运行密封或者液压缸内壁磨损严重,导致液压油从液压缸有杆腔直接漏入无杆腔,进入液压油站油箱内,从而加载力持续下降。同时,漏入液压油站油箱内的液压油没有经过冷油器的冷却,导致液压油温度偏高。判断液压缸是否内漏,可以测量液压缸底部回油管的温度,温度明显偏大的液压缸可判断为内漏,同时,还可以关闭液压油箱旁的回油手动门,逐个将控制3个拉杆升降速度的调速阀全关,关闭内漏液压缸相对应的一组调速阀时,加载力会停止下降。对此,可先判断出内漏的液压缸后,更换该液压缸密封或者整个液压缸。调整阀门后的系统运行曲线如图2所示。
2.4 比例溢流阀卡涩
具体现象:磨煤机在变加载运行状态下,给煤量变化时,液压油加载力不随着煤量变化而变化;切换至定加载状态时,油压可以达到规定值。
原因分析:由于比例溢流阀内部流通通道十分狭窄,当液压油杂质较多时,会将比例溢流阀油路堵塞,无法调节油量,造成变加载压力不会变化。清洗比例溢流阀后可恢复正常。
2.5 油泵损坏
具体现象:磨煤机正常运行时,变加载压力无法保持,持续缓慢下降,液压油温度较高。与液压缸内漏现象不同的是,正常情况下就地压力表显示泵出口压力大于变加载压力,但液压油泵损坏时,泵出口压力会小于变加载压力。
原因分析:系统变加载压力是指液压缸有杆腔内油压与油箱内的静压之间的压力差,当油泵损坏后,泵出口压力首先持续降低,系统压力跟着泵出口压力降低,因此会出现泵出口压力小于变加载压力的情况。更换液压油泵后可恢复正常。
3 结语
该厂自投运以来,磨煤机液压油系统频繁出现故障,主要是磨煤机液压油中杂质引发的相关故障。液压油中杂质产生的途径主要有:
(1)液压油系统密封缺失,外界杂质进入如油箱内部密封、油缸活塞杆密封等位置。
(2)液压油系统内部产生杂质。磨煤机液压缸在运行过程中一直处于往复运动中,长期运行必然出现密封件磨损、缸体磨损等而产生杂质。
(3)油品本身产生杂质。磨煤机液压油油温较高,长期在高温工况下运行会加快油泥的产生。
为减少液压油系统中的杂质,该厂制定了针对性措施:
(1)升级磨煤机排渣系统。将原有磨煤机开放式排渣系统升级为密闭式排渣系统,降低磨煤机排渣时扬尘对液压油造成的污染;同时,提高磨煤机区域保洁要求,杜绝液压油系统各装置表面有脏污,保证区域卫生情况达标。
(2)加装磁性过滤器。针对磨煤机液压缸磨损等产生的金属杂质,可以在油箱内安装磁性过滤器,对金属杂质进行过滤,减少系统中的金属杂质。
(3)改善磨煤机液压油滤油系统。原有磨煤机液压油系统过滤装置仅为300 mL的双桶过滤网,无法满足磨煤机连续运行时液压油的颗粒度要求,可加装一套外置在线滤油器,增大过滤桶容量,并保证过滤器24 h连续运行,增加液压油系统自清洁能力。
经过以上改进,该厂磨煤机液压油系统出现故障的次数明显减少。
[参考文献]
[1] 张利平.液压阀原理、使用与维护[M].北京:化学工业出版社,2005.
[2] 王佩文.火力发电厂设备手册[M].北京:中国电力出版社,1998.
[3] 马耀峰,孙兆勋.ZGM-95型磨煤机的运行特性浅析[J].宁夏电力吗,2005(S1):1-2.
收稿日期:2020-07-14
作者简介:曹佳赟(1987—),男,山西临汾人,工程师,研究方向:火力发电厂设备维护。
