Autoform在拉延筋快速修磨中的应用
2020-09-26中国重汽集团济南卡车股份有限公司山东济南250000杨延亮吴东哲
■中国重汽集团济南卡车股份有限公司 (山东济南 250000) 杨延亮 王 磊 吴东哲
在当前商用车领域,针对生产过程中出现的质量问题,技术人员需要对模具的维修方案进行反复研讨、论证、调试和试生产,特别是对于开裂、隐裂和褶皱等产品型面变化及外观类问题,由于问题产生原因的复杂性和冲压行业本身的特点,主要依赖于技术人员在生产实践中长期积累的经验,如果经验与实际出现偏差,就会造成大量人力、财力和物力的浪费,大大延长了生产周期。随着计算机技术、仿真技术的发展和应用,目前广泛采用的塑性成形理论、数值分析技术、冲压技术和计算机技术为分析冲压成形过程提供了更直观、更便利的方法,为直观快捷地查找冲压质量问题原因、解决冲压产品关键质量问题提供了可能。
1. 冲压拉延工序常见缺陷及原因分析
大型外覆盖冲压件拉延工序成形形状很复杂,通常延周成形深度较大,内部存在较多造型、加强筋等,由于成形面积大、成形深度不同,内部型面很大程度上依赖于材料塑性变形,对材料成形性能有较高要求。此外,由于成形深度深、形状复杂,容易出现制件翘曲变形、表面擦(拉)伤、拉裂及褶皱等质量缺陷。
2. 仿真分析模型的建立与验证
(1)拉延筋布置 在冲压成形中,为了限制板料的流动,需要设置各种形状的拉延筋。Autoform中不需要建立实际的拉延筋有限元模型,而是采用一些曲线来模拟拉延筋行为,当板料流过时,施加拉延筋阻力。本文采用等效拉延筋方式(见图1),在分析时可以很方便地调整拉延筋阻力,节省分析时间,分析完成后再根据相应的拉延筋阻力系数来确定真实拉延筋的几何形状。
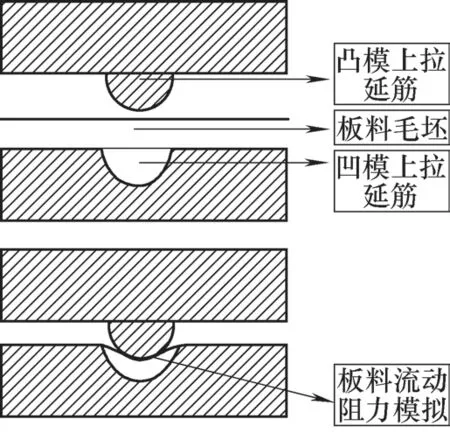
图1 等效拉延筋方式示意
(2)仿真分析模型的建立 某商用车车型后围外板C A D 模型如图2 所示,依据此模型建立仿真分析模型。根据生产中的实际情况,设定压边力为165t,摩擦系数为0.17,拉延筋设置为阻力系数0.6 5的均匀拉延筋,板料尺寸为2 530mm×1 800mm×0.9mm,材料为宝钢D C 0 4-0.9-Q/BQB403,冲压材料的特性见表1。其他采用默认设置,未进行优化。初步模拟的后围外板仿真分析模型如图3所示,模拟完成之后,重新打开设计文件即可看到模拟结果,点击视图界面的进度条可清楚查看拉延过程中每一瞬时的成形情况。

图2 后围外板CAD模型

图3 后围外板仿真分析模型
初步模拟结果中出现的开裂如图4所示,实际生产中出现的开裂如图5所示。成形极限图(见图6)用不同颜色表示零件的成形情况,点击不同颜色区域可以定位到当前零件处于该颜色所代表的状态的位置,从而直观地了解板料在冲压过程中材料的流动情况,方便根据所产生的问题进行修模或调整参数。
3. 拉延筋的改良及仿真分析
在图4所示后围外板初步模拟结果中,不但出现了与实际生产中相符合的开裂缺陷,而且可以看出零件的上侧和右侧存在张拉不充分的现象,张拉不充分会使零件的刚度降低。当两种问题同时存在时,是无法只通过对模具的整体调节(调整压边力、改变模具与板料的摩擦系数等)来排除缺陷的,必须调整拉延筋,才有可能排除这两种缺陷。
Autoform仿真模拟为局部位置的拉延筋处理提供了一个有效的方法来较直观地判断处理效果,同时也为处理过程提供了方法依据。设置拉延筋比增大压边力的调整更加灵活,可以根据需要设置拉延筋形状及阻力系数,如图7所示。合适的拉延筋状态是冲压件拉延工序产品质量状态得到保证的重要前提。
调整拉延筋各段阻力系数后,再次进行仿真模拟,得到的结果如图8所示。从新的模拟结果及过程动画中可以看出,拉裂缺陷消除,零件各部分的进料速度趋于均匀,张拉不充分的面积明显消失,零件的强度得到了提高,成形过程中的起皱消失,说明该调整是合理的。

图7 调整后的拉延筋形状及阻力系数
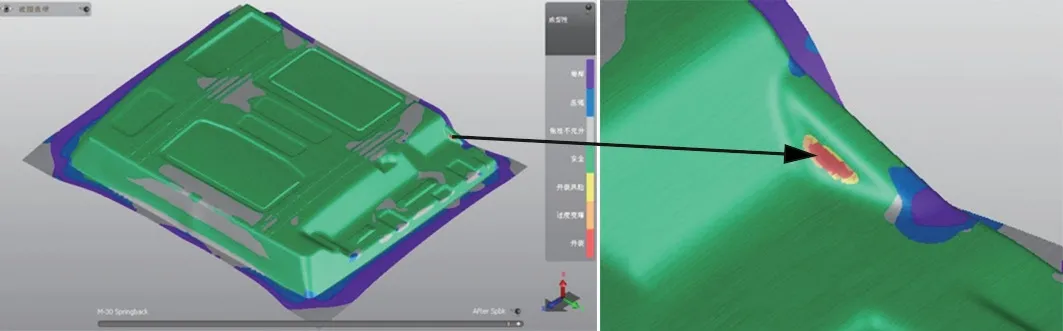
图4 初步模拟结果中的开裂

图8 拉延筋调整后的模拟结果
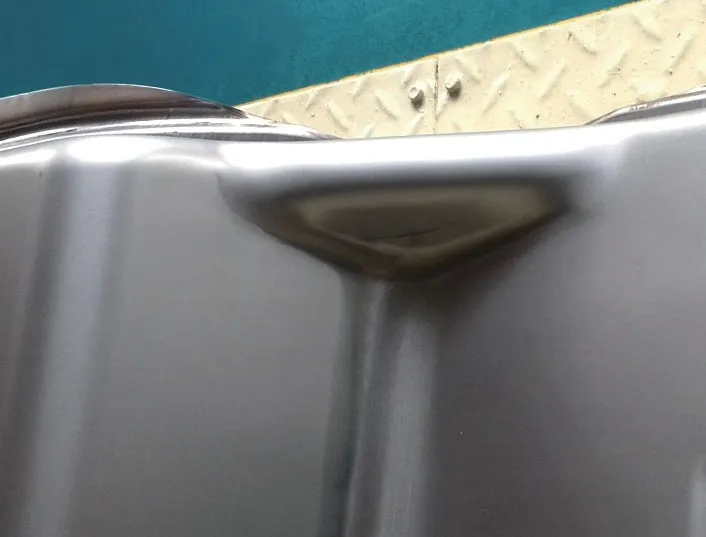
图5 实际生产中的开裂
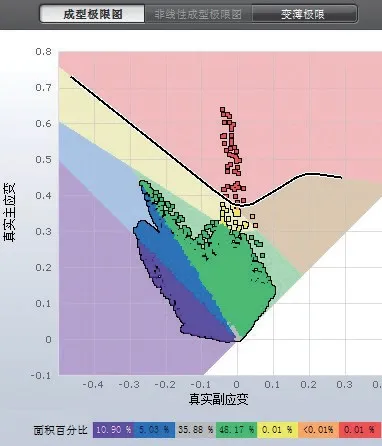
图6 初步模拟成形极限图
4. 拉延筋改良的现场操作
将图7中拉延筋的形状及阻力系数应用在实际模具上,拉延筋分布位置如图9所示。根据阻力系数的不同确定各位置拉延筋高度。
模型仿真结果如图10所示,存在开裂问题。在成形过程中开裂位置材料流动阻力过大,导致材料塑性变形因超过其延伸率而造成开裂。由于开裂位置成形结构复杂,成形深度较深,该位置压边圈垂直于材料流动方向设置有阻力系数为0.5的均匀拉延筋,拉延筋对材料法向产生流动阻力,该法向阻力是影响材料流动性的重要因素。根据分析,开裂位置所需材料由区域A材料流动补充,由于该区域受到的拉延筋阻力过大,造成材料因流动性差而出现开裂。减小区域A拉延筋阻力系数会增加材料在该区域的流动性,产品开裂状态会有所改善。根据分析,减小该位置仿真模型拉延筋阻力系数至0.35。在仿真模型拉延筋优化改善的位置采用降低拉延筋高度的方法进行处理,利用砂轮机对后围外板对应位置的拉延筋进行打磨,降低其高度。处理前模具拉延筋为四周整体拉延筋,测得区域A拉延筋高度为6.3mm,调整后区域A的高度为5.0mm,减小了材料拉延成形时对应位置的流动阻力。

表1 冲压材料特性
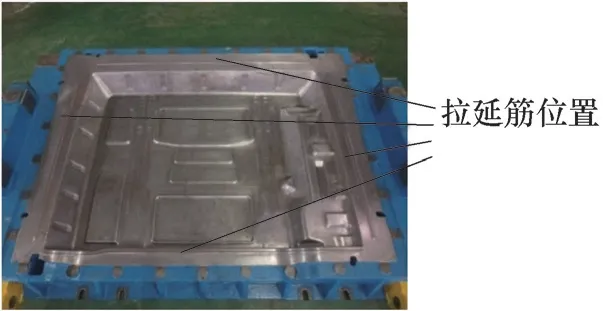
图9 拉延筋分布位置

图10 模型仿真结果
模型拉延筋阻力系数优化调整后,再次进行仿真模拟,成形极限图如图11所示,材料厚度分析如图12所示,成形性分析如图13所示。分析结果,安全区域、张拉不充分区域、压缩区域和增厚区域面积总体变化不大,表明拉延筋局部位置的调整对产品件其他区域成形状况影响不大。
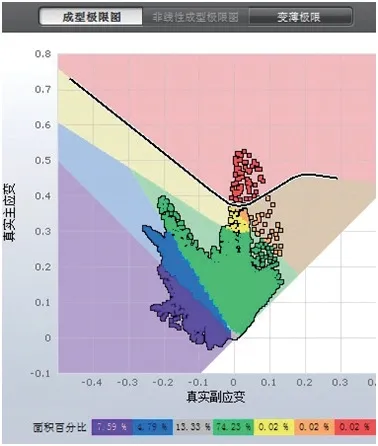
图11 调整后的成形极限图
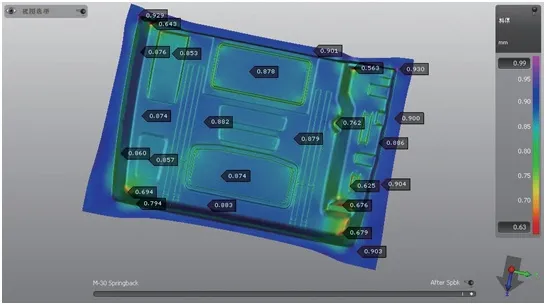
图12 材料厚度分析
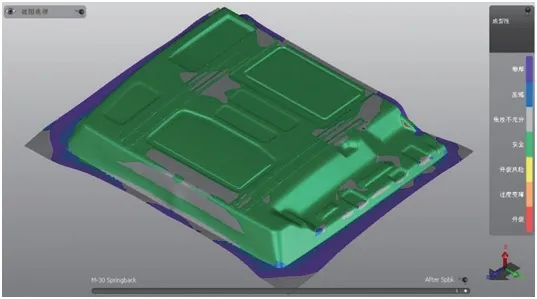
图13 成形性分析
根据仿真结果,对局部位置拉延筋阻力系数进行优化后,开裂位置状态显著好转(见表2)。由表2可看出,开裂面积变小,由0.04%下降为0.02%,产品件变薄的面积也由0.06%下降至0.02%,部分位置由开裂转变为开裂风险,表明区域A拉延筋阻力系数对后围外板开裂问题存在一定的影响,减小该位置拉延筋阻力可以有效改善开裂问题。
根据图1 2 所示材料厚度分析图,除开裂位置以外,仍存在其他局部位置变薄面积较大的状况,对于变薄位置需要控制其面积占比,尽量减小变薄面积,并将其对应位置纳入质量控制文件作为重点监控点。由于过多减小局部拉延筋阻力系数存在造成延周其他位置材料堆积的风险,所以区域A仿真模拟拉延筋阻力系数优化为0.35,开裂问题的持续改善通过调整其他影响因素进行处理。根据仿真模拟结果,现场模具维修可以对区域A拉延筋进行处理,减小拉延筋高度、增大拉延筋R角,从而减小该位置拉延筋对材料的法向流动阻力。
5. 结语
拉延筋对冲压产品件拉延成形过程特别是对产品开裂、褶皱的发生和抑制有重要影响。尤其是在因产品成形深度较深、成形受力复杂等容易出现局部开裂、减薄等缺陷的风险位置,可以通过灵活调整拉延筋的状态调节材料流动性,保证材料成形过程中的流动稳定性,保证产品质量。此外,在模具维护和拉延工序质量控制过程中,对拉延筋的处理也是重要手段。但由于对拉延筋打磨、焊补及造型处理等需要较长时间,并且拉延筋处理后可能造成难以预知的状况,所以在实际操作中对拉延筋的处理要非常谨慎,大范围调整拉延筋状态不是生产过程中处理问题的首选,局部灵活调整、充分验证是拉延筋状态调整的合理方式。

表2 优化前后模型不同状态面积占比 (%)
