宝珠寺水力发电厂11F机组上导轴承瓦温过高原因分析
2020-09-22赵立科
赵 立 科
(华电四川宝珠寺水力发电厂,四川 广元 628003)
1 概 述
宝珠寺水力发电厂位于四川省广元市三堆镇境内,是白龙江干流域开发的第二座水电站,地处白龙江下游,为坝后式厂房。宝珠寺电站具有不完全年调节能力,担负着四川电网调峰、调频和事故备用的任务,电站装有4台单机容量为175 MW的半伞式水轮发电机组,型号为HLD89—LJ—500,水轮发电机组上导轴承装有12块巴氏合金轴瓦,并采用楔子板支撑方式,在上机架中心体设有8个箱式翅片管冷却器,润滑油采用32号透平油。通过冷却器内循环的冷却水降温,散去轴颈和上导轴瓦摩擦所产生的热量,机组运行时,油盆内必须有足够的透平油才能保证上导瓦温在允许的范围内。
2 机组运行中上导轴承瓦温过高
2016年10月,11F机组进行小修。小修中对机组进行了盘车、轴线调整和重新定中心等一系列工作。机组投运后,各轴承摆度表现稳定,推力、水导轴承瓦温均无异常,上导方面除8号轴瓦较其他瓦温高5 ℃,稳定在52 ℃左右外,其余较均匀。之后,上导轴瓦运行温度呈缓慢上升趋势。机组运行1月后,上导轴瓦均出现机组运行时温度上升较快的现象,且稳定时间增加至4 h,温度曲线出现爬升趋势且没有稳定迹象,最高的8号轴瓦温度曾达到57.6 ℃,接近报警温度(报警温度为60 ℃),随后又下降至52.8 ℃。其他瓦温以8号轴瓦为中心依次呈缓慢攀爬趋势,严重威胁机组的安全、稳定运行。2016年11F机组三大轴承最高瓦温变化趋势(图1)。

图1 2016年11F机组三大轴承最高瓦温变化趋势图
通过图1可以看出,推力、水导轴承瓦温几乎趋于平稳,但是上导瓦温自2016年10月后呈直线上升趋势,至2016年12月底已接近60 ℃(报警温度)。
3 引起上导轴承瓦温过高的因素排查
立式机组中的导轴瓦,作用于轴颈,限制机组转动部分径向位移,使其在轴瓦限定的范围内旋转。导轴瓦受到的力,主要来自机组转动时产生的离心力,外加电磁拉力、水力不平衡等产生的其他力。轴承的冷却功能没有达到预期效果,造成发热量高于散热量,是引起上导轴承瓦温升高的本质原因。经查看,11F机组上导、推力、水导轴承摆度曲线均在正常值范围内,并无异常升高或骤变趋势,说明机组轴线系统没有问题。参照上导轴承相关图纸并结合上导轴瓦安装特点,对可能引起上导轴承瓦温过高的因素进行初步分析。
3.1 排除上导轴承测温元件故障因素
上导轴承每块轴瓦顶部开孔槽内均装设一只测温传感器,检查每只温度传感器装设牢固,并无把合螺栓松动或开线现象。为了排除测温元件方面因素,拆卸并测量温度传感器电阻值符合要求并无漂移现象,检查对应线路信号正常,甚至更换检验合格的温度传感器,开机试验中上导轴承瓦温依然过高。由此可以排除测温元件误报信号因素。
3.2 排除上导油槽润滑油因素
取上导油槽油样进行油质化验,其各方面指标均合格。检查浮子式油位计油位在正常范围内,为排除浮子式油位计磁翻板发生卡涩导致油位假象,拆卸浮子式油位计检查并无问题。对上导油槽补油至高限位,开机过程上导瓦温依然过高。因此,润滑油方面问题可以排除。
3.3 排除冷却系统问题
机组技术供水为蜗壳取水主用,坝前取水备用,经减压、过滤供水的方式。经现场检查,上导冷却器进、排水管水压、流量、水温均符合设计要求;拆卸冷却器检查铜管完好,并未出现结垢堵塞现象[2];检查并切换上导冷却器正、反冲阀门,调节阀门开度趋于设计压力上限,对冷却器进行长时间反冲后进行开机试验,发现上导瓦温依然过高。故可以排除冷却系统方面因素。
3.4 排除上导楔子板锁紧螺栓松动影响
鉴于电厂上导轴承采用楔子板支撑式结构,该结构机组在运行时轴瓦所受径向力直接传递到楔子板,而楔子板会将抖动冲击力转移在锁紧螺栓。当某块轴瓦楔子板锁紧螺栓松动后,楔子板会下移并缩小一定的瓦隙值,造成某块轴瓦间隙变小,引起瓦温升高。通过检查,上导轴承12块轴瓦楔子板锁紧螺栓均无松动。
3.5 排除电磁拉力影响
测量定、转子空气间隙平均值:22.67 mm,正偏差:1.43 mm,正偏差率:6.3%;负偏差:-1.25 mm,负偏差率:-5.5%,满足各间隙与平均间隙之差不超过平均间隙值±10%的设计要求;测量机端出口A、B、C三相电流均衡,大轴接地碳刷牢靠,并未检测到很强的负序、零序电流。而即便存在电磁拉力影响,也必然会在机组摆度方面有所体现。因此,可排除电磁拉力方面的影响。
4 设备结构检查与处理
通过上述分析可以判断:引起11F机组上导轴承瓦温过高的主要原因可能出现在上导轴承结构本身。因此,在负荷低谷时段对11F机组上导轴承进行拆解检查,结合上导轴承结构示意图(图2)。
4.1 拆解检查
做好标记后,便开始进行上导轴承各部件的拆解工作。取出上导轴承楔子板,检查其表面有局部磨损,可能会造成轴承瓦隙变化;将上导轴承12块轴瓦全部抽出,检查上导轴瓦瓦面完好,挑花分布均匀,无密集高点、磨损等缺陷;用1 kV摇表逐个测量上导轴瓦绝缘值均不低于100 MΩ;检查支撑垫块,发现以8号垫块为中心的多个垫块与球头接触部位U型凸台处有磨损。通过测量:凸台磨损度达2~3 mm深,随机组旋转方向磨损量达2 mm,甚至部分支撑垫块凸台处已磨出坡度(图3)。
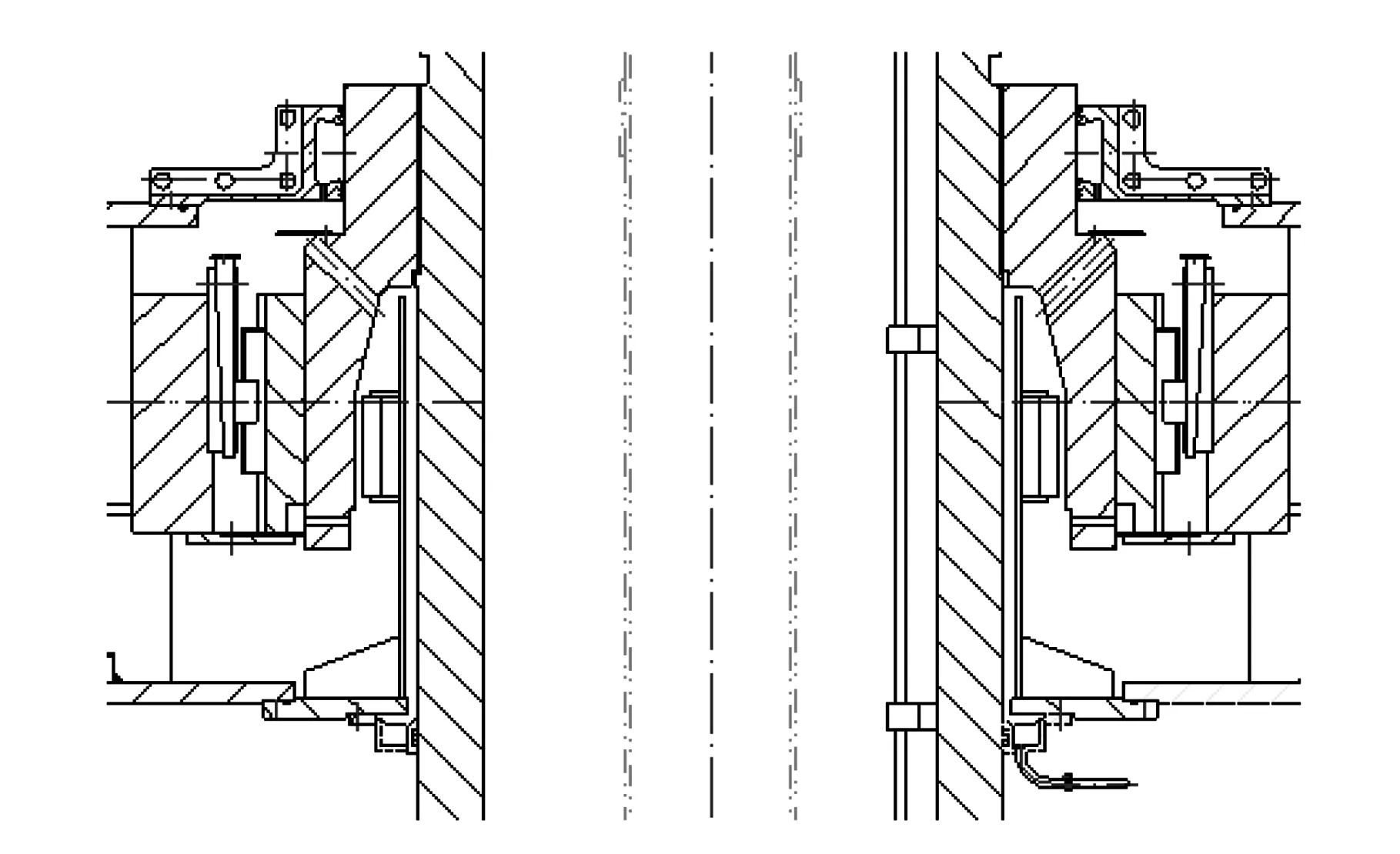
图2 上导轴承结构示意图

图3 支撑垫块U型凸台处磨损
4.2 测量分析
针对支撑垫块磨损现象,对垫块有效尺寸进行测量,发现该垫块为原设计尺寸。配合设备厂家技术人员进行分析和研究,确定造成机组运行中上导轴承瓦温升高的根本原因在于:楔子板安装后球头陷入垫块U型凸台的距离仅2 mm,轴瓦在机组旋转过程中靠这2 mm的凸台限位。运行时间一长,凸台磨损变形,轴瓦便随机组旋转方向有位移趋势,造成机组运行中瓦隙有变小趋势,导致瓦温升高。在咨询厂家后决定,在支撑垫块U型凸台部位做加厚5 mm改进处理,以保证所需的机械强度,见图4。

图4 垫块U型凸台加厚5 mm
4.3 处理措施
针对上导轴承结构部件在拆解过程中检查出的问题,进行了针对性的研究,并做出以下处理:
(1)支撑垫块更换。排出上导油槽透平油,将油槽内余油擦拭干净,对上导轴颈和冷却器孔洞用无纺布、石棉布进行防护,然后对支撑垫块用碳弧气刨进行刨除,用砂轮机将疤痕打磨平整。检查并打磨处理凸台加厚5 mm的新垫块,新垫块在回装前与楔子板进行间隙配合并与之前垫块位置进行核对,用水平仪调整其水平度不高于0.02 mm/m,检查垫块与机架支撑贴合无间隙,并用0.05 mm塞尺检查其贴合程度,最后对垫块对称焊接牢固并清除焊渣。
(2)上导楔子板更换。由于楔子板出现磨损,因此,对上导楔子板全部更换。回装前,对新楔子板与新垫块做间隙配合并用油石研磨使其与垫块间接触点在75%以上。研磨合格后,在对应的楔子板与垫块上打钢字码编号,并与每块轴瓦编号一一对应。
(3)支柱球头更换。将上导轴瓦、楔子板放进油槽后,通过测量楔子板腰子孔中心线与楔子板锁紧螺孔距离确定新球头加工尺寸。最后,对每个支柱球头按计算的尺寸进行厚度车削加工,回装后检查球面顶头与楔子板尺寸配合良好,楔子板锁紧螺栓大致在其腰子孔槽口中间部位。
(4)上导轴瓦间隙调整。在所有部件更换、处理完毕且油槽清理干净后,开始上导轴瓦间隙调整工作。测量±X、±Y处上导轴距,参考上次检修时上导轴距并通过上导轴瓦进行推轴,用高压油泵顶转子后松开抱轴轴瓦,复测轴距与上次检修时轴距记录值误差不高于0.02 mm,用对称四块瓦将轴抱紧,依次调整上导轴瓦单边间隙为0.30 mm,并上紧楔子板锁紧螺栓。
5 上导轴承处理后的效果
上导轴承各部件处理、改进后,开机试验效果甚佳。通过几个月开机运行,上导轴承瓦温稳定在44 ℃左右,上导摆度稳定在200 um左右,远远低于设计上限值。推力、水导轴承温度、摆度数值优良。投运1年来,观察上导各轴瓦温度并无攀升趋势。至此,上导轴承瓦温过高影响机组安全、稳定运行的问题得到了根本解决。2017年11F机组上导轴承处理后三大轴承最高瓦温曲线,见图5 。
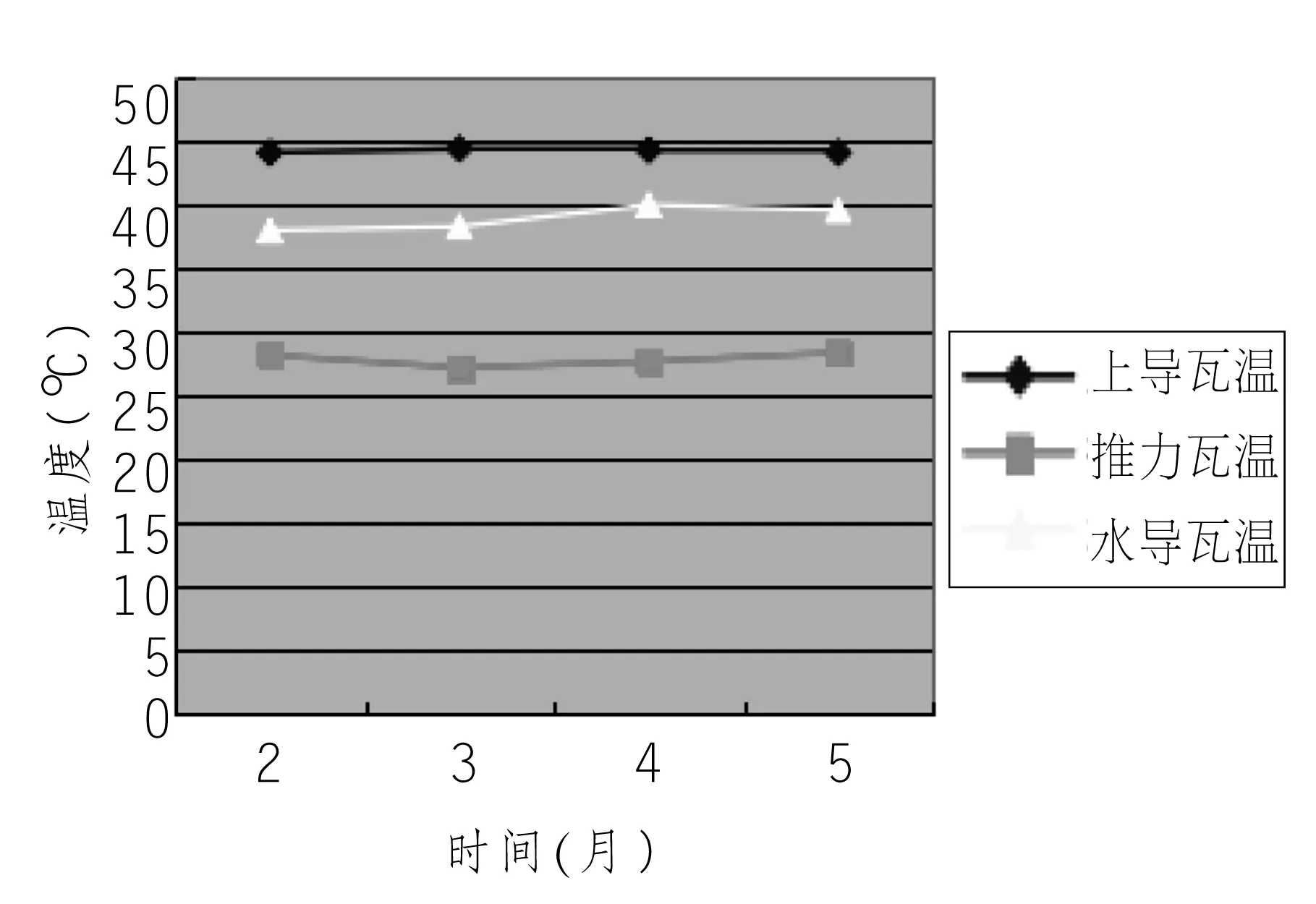
图5 2017年上导处理后三大轴承最高瓦温曲线图
6 结 语
笔者针对宝珠寺电厂11F机组上导轴承在机组运行中瓦温过高,无法保证机组安全、稳定运行的问题剖析造成上导轴承瓦温过高的原因并制定相应的措施进行处理。再结合现场实际,对上导轴承各部件进行更换、改进,使球头与上导支撑垫块凸台搭接量满足一定机械强度。经过实践检验,设备运行工况得到较好改善,确保了机组安全、可靠运行。当前,混流式机组不乏此类型结构导轴承,亦会出现类似问题,故其他电厂出现类似缺陷时可以参考借鉴。