乳酸菌素原料中有机酸的测定分析
2020-09-22马晓娟谢有发刘文君乔培钟地长李诒光余银芳
马晓娟谢有发刘文君乔培钟地长李诒光余银芳
(江中药业股份有限公司,南昌,330096)
0 引 言
乳酸是乳酸菌发酵中的主要代谢产物,结构式为CH3CHOHCOOH,由于分子内含有一个不对称碳原子,因此具有旋光异构现象,可区分为L-乳酸和D-乳酸,当两者以等比例混合时,即成为内消旋的DL-乳酸。由于人体只含有L-乳酸脱氢酶,从而能分解自体产生的或摄入的L-乳酸,不能代谢D-乳酸[1]。世界卫生组织(WHO)明确规定,人体每天摄取D-乳酸的量限定在100 mg/kg 体重以下,而对L-乳酸不加限制[2]。目前研究食品与药品中的L-乳酸、D-乳酸的报道较多,食品中多为发酵制品,如白酒[3]、酸奶[4-5]、乳酸饮料[5]、泡菜[6]等,药品中有醋酸奥曲肽注射剂[7]、左氧氟沙星[8]、乳酸菌素原料制剂[9]等,关于L-乳酸、D-乳酸的测定,已经建立的分析方法主要有4种:滴定法、旋光法、UV 酶法分析、酶电极法和液相色谱法[10]。
短链脂肪酸通常是指碳链中碳原子数少于6 的有机脂肪酸,主要包括甲酸、乙酸、丙酸、丁酸、异丁酸、戊酸、异戊酸、己酸等[11]。短链脂肪酸是乳酸发酵的代谢物之一,能改善一些金属离子如钙、铁、镁的代谢和吸收,对胃黏膜有一定的保护作用,也能改善乳制品的风味[12-13]。短链脂肪酸被吸收后,在各种器官中被利用,在调节内源性代谢方面起重要作用[14]。目前,气质联用法用于检测短链脂肪酸较为广泛,曾鳞粞[15]用GC-MS 分别对生物组织、粪便、血液等对短链脂肪酸进行了分析,庞锦伟等[16]用GC-MS 对酵素产品中的5种短链脂肪酸进行了测定。乳酸菌素原料是由嗜酸乳杆菌发酵脱脂奶粉而成的粉末,其中乳酸及短链脂肪酸是主要代谢产物。现行质量标准水平较低,质量控制方法简单,其中总酸量通过酸碱滴定法测定,没有较为详细的指标性成分。本实验参考白璧炜的检测方法[9]及国标方法[17],采用高效液相色谱法对乳酸菌素原料中的L-乳酸、D-乳酸进行分离与测定,采用气质联用法[18-20]对原料中的7 种短链脂肪酸进行测定,用较为先进的技术对原料进行质量分析,为选择原料提供科学的参考依据。
1 材料与设备
1.1 样品与试剂
乳酸菌素原料,分别由A、B、C 原料厂家提供;L-乳酸对照品(≥98%)、D-乳酸对照品(≥90%),德国默克生命科学有限公司;乙酸、丙酸、丁酸、异丁酸、戊酸、异戊酸、己酸(均为色谱纯),上海安谱实验科技股份有限公司。
1.2 仪器与设备
Agilent 1200高效液相色谱仪,美国安捷伦科技有限公司;Agilent 7890A-7000D 气质联用仪,美国安捷伦科技有限公司;sartorius MS204S/01 电子天平,德国Sartorius 赛多利斯公司;sartorius MS6.6S-CE 电子天平,德国Sartorius赛多利斯公司;IQ 7000 超纯水仪,厦门精益兴业科技有限公司;KQ-1000KDE 超声清洗仪,昆山市超声仪器有限公司;GL-20G-II 低温高速离心机,上海安亭科学仪器厂。
2 方法与测定
2.1 L-乳酸与D-乳酸的测定
2.1.1 标准品溶液的制备
精密称取L-乳酸对照品26.540 mg,D-乳酸对照品25.060 mg,加流动相溶解并定容到25 mL,经稀释并折算制成系列浓度的标准溶液,L-乳酸的对照品浓度分别为0.212、0.425、0.637、0.849、1.062 mg/mL,D-乳酸对照品浓度分别为 0.200、0.401、0.601、0.802、1.002 mg/mL。
2.1.2 供试品溶液的制备
精密称取乳酸菌素原料粉末约0.6 g,精密称定,置于100 mL 容量瓶中,加入少量流动相溶解,超声处理15 min, 放冷,加溶液稀释至刻度,摇匀,用微孔滤膜过滤,即得。
2.1.3 色谱条件
色谱柱:手性柱Chirex 3126 (D)-penicillamine(4.6 mm×250 mm,5 μm);柱温:35 ℃ ;流动相:2 mmol/L 硫酸铜溶液(溶剂为5%异丙醇);流速:1.000 mL/min;检测波长:254 nm;进样量:10 μL。
2.1.4 定性与定量
将相同色谱条件下的样品色谱图与乳酸标准液色谱图进行对照,根据保留时间对样品中的L-乳酸、D-乳酸进行定性。用外标法定量,计算出样品中L-乳酸和D-乳酸的含量。
2.2 短链脂肪酸的测定
2.2.1 标准品溶液的制备
先配制高浓度混标,逐级稀释成9.5、8、2、1、0.5、0.3、0.2、0.1、0.05、0.02、0.005 μg/mL,然后加入内标。
2.2.2 供试品溶液的制备
(1)称取样本 20 mg 于 2 mL EP 管中,加入 1 mL磷酸(0.5% v/v)溶液涡旋10 min混匀,超声5 min。
(2)取0.1 mL 上述样品匀液加入到1.5 mL 离心管中,加入0.5 mL MTBE(含内标)溶液,涡旋3 min,超声5 min;
(3)12 000 r/min、4℃条件下离心10 min,离心后吸取上层清液0.2 mL于进样瓶,待GC-MS/MS分析;
2.2.3 色谱条件
色谱柱:DB-FFAP (30m×0.25mm×0.25 μm);进样量:3 μL;载气:氦气;柱流速:1.2mL/min;分流模式:2∶1;升温程序:95 ℃保持1min,以25 ℃/min 的速度升至 100 ℃ ,以 17 ℃/min 的速度升至 130 ℃ ,保持0.4 min,以 25 ℃/min 的速度升至 200 ℃ ,保持0.5 min;扫描模式:MRM;四级杆温度:150° C;前进样口温度:200 °C;传输线温度:230 °C;离子源温度:230 °C;电离电压:70eV。
3 结果与讨论
3.1 L-乳酸与D-乳酸检测的方法学验证
3.1.1 线性与范围
取“2.1.1”项下不同浓度的L-乳酸对照品溶液、D-乳酸对照品溶液,分别精密量取10 μL 注入液相色谱仪峰面积,以对照品峰面积为横坐标(X),进样浓度为纵坐标(Y)进行线性回归,得到回归方程。
L-乳酸:y=0.0146x+0.0135(R2=0.9998);线性范围0.2123~1.0616 mg/mL
D-乳酸:y=0.0147x-0.0036(R2=0.9997);线性范围0.2005~1.0024 mg/mL
3.1.2 重复性试验
精密称取乳酸菌素原料的同一批样品6 份,每份约0.6 g,按“2.1.2”项下制备供试品方法平行制备,通过进样检测,根据峰面积与回归方程计算含量。
L-乳酸的平均含量为44.2359 mg/g,RSD 值为1.48;D-乳酸的平均含量为 35.5082 mg/g,RSD 值为0.73。

图1 L-乳酸、D-乳酸的重复性色谱图
3.1.3 稳定性试验
精密吸取乳酸菌素原料的同一供试品溶液,分别于配制后0、2、4、6、12、16、24 h 进样检测,根据峰面积考察样品稳定性。L-乳酸的RSD 值为1.32%,D-乳酸的RSD 值为1.21%。表明供试品溶液在24 h 内稳定性良好。

图2 L-乳酸、D-乳酸的稳定性色谱图
3.1.4 加样回收试验
精密称取乳酸菌素原料的同一批样品6 份,每份称约0.10 g,至于25 mL 容量瓶中,同时各移取10 mL同一浓度的对照品溶液(L-乳酸0.8043 mg/mL、D-乳酸0.7172 mg/mL)至容量瓶中,按“2.1.2”项下供试品制备方法平行制备,通过进样检测,根据峰面积与回归方程计算其含量。
L-乳酸的平均回收率为98.90%,D-乳酸的平均回收率为100.26%,RSD 值分别为1.89、1.44。
3.2 不同厂家乳酸菌素原料中L-乳酸、D-乳酸的含量测定
按“2.1.2”项下供试品制备方法平行制备,对3 个不同厂家乳酸菌素原料中L-乳酸、D-乳酸的含量进行检测。

表1 不同厂家乳酸菌素原料中L-乳酸、D-乳酸的含量 mg/g
由表中结果可知,不同厂家的乳酸菌素原料中,L-乳酸与D-乳酸的含量有明显差别,两者比值均大于1。其中厂家C 的L-乳酸含量最高,厂家B 的居中,而厂家A 的含量最低,就L-乳酸含量进行排序为C>B>A。
3.3 短链脂肪酸标准品的测定
3.3.1 短链脂肪酸混标总离子流图
7 种短链脂肪酸混合标液GC-MS 总离子流色谱如图3。

表2 7种短链脂肪酸的出峰时间及线性关系结果
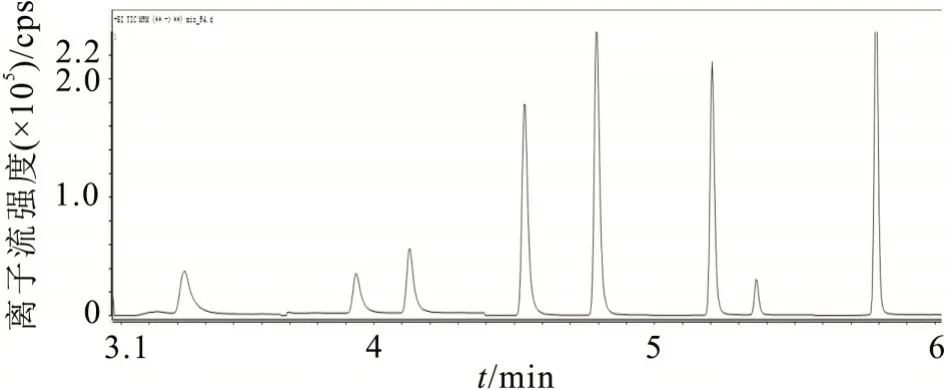
图3 7种短链脂肪酸混合标液GC-MS总离子流色谱图
3.3.2 短链脂肪酸线性关系
7种短链脂肪酸线性关系如表2。
3.4 不同厂家乳酸菌素原料中短链脂肪酸的含量测定
按“2.2.2”项下供试品制备方法制备样品,对3 个不同厂家乳酸菌素原料中7 种短链脂肪酸的含量进行检测。

表3 不同厂家乳酸菌素原料中短链脂肪酸的含量 μg/g
3.5 不同厂家乳酸菌素原料中短链脂肪酸主成分分析
采用SPSS 21.0 软件,将三个厂家乙酸、丙酸、异丁酸、丁酸、异戊酸、戊酸、己酸、7 种短链脂肪酸总量等8 个指标转换成2 个主成分,这2 个主成分提供了100%的信息,且是综合的,相互独立的指标,因此可用这2 个主成分对各样品进行综合评价,结果如表4 所示,前2 个主成分的累积贡献率为达100%,因此选定前2个主成分来概括样品信息。

表4 特征值、方差贡献及累积贡献率
表5 是描述各因素对主成分贡献的主成分系数向量,对主成分1 贡献最大的是异戊酸、丙酸、戊酸、异丁酸、丁酸,对主成分2 贡献最大的是7 种有机酸总量、乙酸、己酸、丁酸、异丁酸。
以 2 个主成分 F1、F2与其贡献率构建出三个厂家短链脂肪酸的综合评价模型 F,F 是主成分 F1、F2的线性组合,即:F=72.047F1+27.953F2。
利用数学模型对三个厂家短链脂肪酸进行综合评价,结果见表6。排名为C>B>A。
4 讨 论
本研究参考高效液相色谱法[9、12]及气质联用法[13-15]分别对乳酸菌素原料中的L-乳酸与D-乳酸及乙酸、丙酸、异丁酸、丁酸、异戊酸、戊酸、己酸等7 种短链脂肪酸进行了含量测定,并对短链脂肪酸结果进行了主成分分析。最终结合L-乳酸、7 种短链脂肪酸含量,判定三个厂家乳酸菌素原料质量为C>B>A。实验结果表明,本研究所用方法准确、可靠,可作为乳酸菌素原料质量控制的方法之一。

表5 主成分系数向量

表6 3个厂家样品的主成分得分值排序结果
不同厂家9 种有机酸的含量不同,可能是由脱脂奶粉的发酵工艺不同造成的,如发酵菌剂的活力、发酵时间或发酵温度的差异等。在此基础上,尝试建立乳酸菌素原料品质更全面更科学的评价体系,加入有机酸含量和比例的控制,可为进一步提高原料的品质、改善发酵工艺提供科学依据。