30公斤银锭浇铸工艺优化改造
2020-09-22夏先敏夏兴旺谢太李孙敬韬
夏先敏,夏兴旺,谢太李,孙敬韬
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
贵溪冶炼厂30kg银锭浇铸工艺采用电炉加热熔化,产出的银锭产品存在四周棱角锋利、表面有缩坑、凹凸不平等问题,银锭外观质量满足不了银锭出口的新标准。为此,必须对原有的银锭铸型装置进行改造,以提高银锭的外观质量。
2 30kg银锭浇铸工艺简介
将电解产出的电银粉加入至电炉中,通电升温进行熔化,加入去氧剂去氧。达到浇铸温度后,炉体整体倾转,银液通过溜槽倒入模具中。开启保温枪,对模具内银液进行保温,银液降温,冷却成型,即得到银锭产品[1]。
3 银锭外观质量影响因素分析
3.1 银液冲击力大
银粉熔化后浇铸时需将炉体整体倾倒,银液经溜槽直接倒入模具中,炉体到模具的落差800~1000mm,冲击力大,银液易飞溅,造成模具内的银液翻腾,导致银锭表面凹凸不平整、底部有空洞。
3.2 模具尺寸不合理
30kg银锭模具上表面宽,下表面窄,内四条边的R角小,高温银液排气不通畅,导致银锭四周棱角锋利。
3.3 银锭表面保温效果差
天然气保温枪温度低,300℃左右,火焰覆盖银锭表面积小、温度不均衡,保温效果差,导致银锭表面缩坑、麻脸等现象。
4 优化改造
提升30kg银锭外观质量的改进思路:增设中间浇铸包,解决银液倾倒模具冲击力大及银液易飞溅;优化银锭模具尺寸,消除高温银液排气不畅、银锭四周棱角锋利;设计一种新型保温助燃加热炬,解决银锭表面冷凝速度快、冷凝痕迹明显、表面缩坑深的问题[2]。
4.1 增设中间浇铸包
自主设计浇铸中间包,减少浇铸过程中银液倒入模具内冲击力,使银液面更加平稳,有利于银锭四周平整收边[3]。中间包外套采用特殊钢制作,内衬石墨坩埚,中间填充高铝纤维棉保温材料[4]。同时,在中间包两侧安装远程控制电机装置,实现远程控制浇铸。不仅有效解决了银液进入模具冲击力大、飞溅等问题,而且消除了近距离浇铸热辐射及安全隐患[5]。
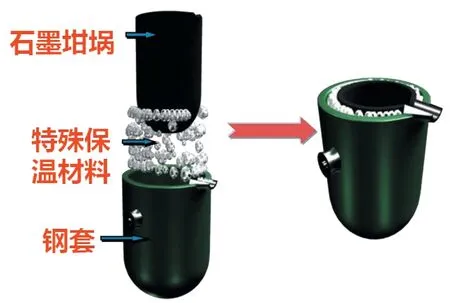
图1 自主设计中间浇铸包
4.2 优化银锭模具尺寸
为了解决高温银液排气不畅、银锭四周棱角锋利等问题,经过多次研讨和工业实验,按照伦敦金银市场协会30kg银锭外形规格,重新设计模具的尺寸,增大模具的R角,模具左边R角由原来R5增加到R10,右边R角由原来R2增加到R5,模具下表面尺寸由255mm增加到275mm, 上表面尺寸由303mm减少到300mm,成功解决了银液排气、四周棱角锋利等问题。

图2 模具优化前后尺寸
4.3 自主设计新型银锭保温枪
对银锭表面保温进行了试验,试验结果见表1。
通过试验发现:保温枪火焰温度会直接影响银锭表面的平整性和缩坑深度,而原工艺自带的银锭保温枪温度只能达到400~500℃,银锭保温效果差,如图3所示。经过多次工业实验,新型保温助燃加热炬可以满足银锭保温要求。自主设计的新型银锭保温助燃加热炬如图4所示,该加热炬采用天然气与压缩空气混合燃烧,由多个火焰嘴组成,火焰温度可达600~700℃,且火焰柔和且覆盖面大,解决了银锭表面冷凝速度快、冷凝痕迹明显、表面缩坑深的问题[6]。同时,加热炬还安装了防回火、自动点火及自动旋转移动装置,大幅度提高加热炬的使用安全性。
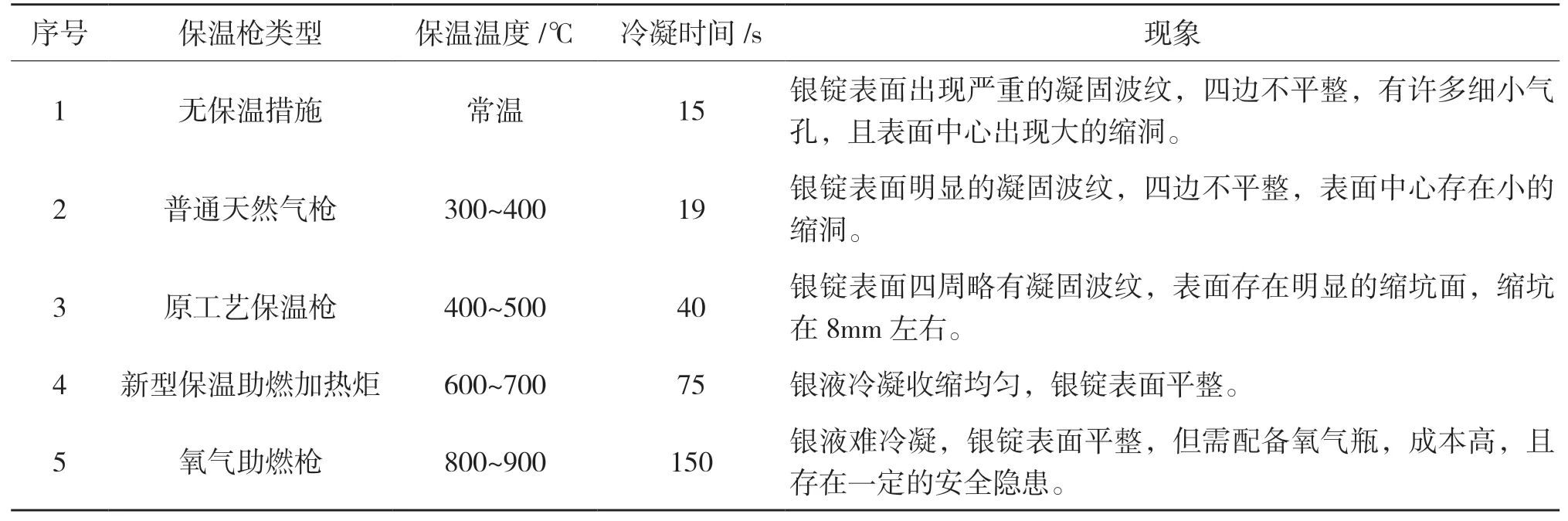
表1 银锭表面保温试验结果

图3 引进时的银锭保温枪
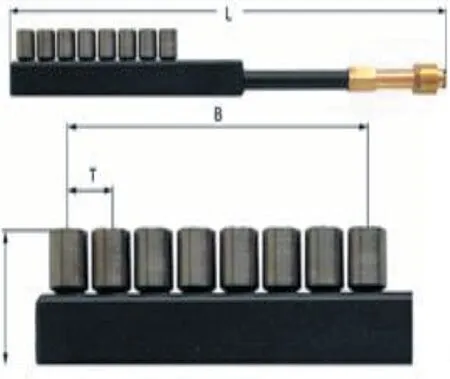
图4 新型银锭保温助燃加热炬
5 改造效果
(1)工艺优化后,彻底解决了银锭四周棱角锋利、表面缩坑深的难题,银锭表面无缩坑,底面、侧面平整,四周菱角圆滑。
(2)30kg银锭浇铸合格率由10%提升到99%,改善了现场作业环境,降低了员工劳动强度,减小了职业危害。
(3)银锭外观质量达到国际市场新标准,并且产品首次出口至美国、加拿大等北美市场,成功抒写了“江铜牌”银锭跻身新国际市场的篇章。