基于成熟度法预测灰铸铁抗拉强度的研究
2020-09-17李鹏志李淑帆
李鹏志, 李淑帆
(1.石家庄职业技术学院 机电工程系,河北 石家庄 050081;2.北京印刷学院 经济管理学院,北京 102600)
铸造车间生产时,借助成分分析仪可以快速化验待浇注铁水的化学成分,但却不能准确估计浇注后铸铁的牌号,即铸件的抗拉强度,因此,灰口铸铁浇注后抗拉强度的预估成为技术人员研究的课题之一.但一个现实的问题是,每一位技术人员的研究课题都是针对某一企业生产所采集的数据来进行的,其所研究的预测模型用到其他灰铸铁生产企业时,由于生产设备、配料、环境温度、操作人员等影响成熟度的因素发生变化而可能不再适用;甚至在同一个生产车间,当设备、人员等因素发生变化时,由原来的生产数据得出的研究结果也不一定适用.因此,有必要探讨一种预测灰铸铁抗拉强度的方法,以适用于不同的灰铸铁铸造企业或同一企业的不同生产阶段.本文通过研究某灰铸铁企业的生产实测数据,探讨成熟度法预测灰铸铁抗拉强度的可行性.
1 灰铸铁试棒的抗拉强度计算
根据欧洲研究者在大量生产实测数据基础上得到的经验公式,直径30 mm的灰铸铁试棒的抗拉强度值与共晶度之间成线性关系[1],如公式(1)所示.
σ算=981-785SC
(1)
其中,SC为共晶度,其数值可以通过公式(2)[2]计算得到.
(2)
(2)式中C代表碳的含量,Si代表硅含量,其他类似.
绝大多数灰铸铁生产企业炉前都配有成分分析仪,可以在2~3 min内检测出试样的化学成分,这样就可以根据上述公式直接计算出该炉铁水的SC值.
文献[3-4]也表明,灰铸铁化学成分或共晶度与抗拉强度之间存在线性关系,不同研究者所建立的回归模型存在明显差异,但当冶金因素和冷却速度固定时,灰铸铁的共晶度与抗拉强度之间具有很好的线性相关性.这与文献[1]的研究结果一致,因此,本文在进行灰铸铁试棒的抗拉强度计算时采用文献[1]中的公式.
2 利用成熟度预测灰铸的铁抗拉强度
成熟度RG反映灰铸铁生产企业产品的冶金质量水平,其计算公式见(3)式,其中,σ测为企业生产实际测量得到的试样抗拉强度,σ算为根据公式(1)计算得出的理论抗拉强度.

(3)
冶金生产时,炉料配比、熔炼设备、浇注温度、操作人员经验等都会引起成熟度的变化,其变化范围通常为50%~130%.
在保持冶金因素稳定的基础上,根据实测抗拉强度σ测,就可以对灰铸铁的成熟度进行标定,再利用公式(4)来预测灰铸铁的抗拉强度σb熟.
(4)
3 采用成熟度法预测某企业铸件的抗拉强度σb熟
3.1 根据某企业前期生产数据计算成熟度
某企业铸造车间采用冲天炉熔炼铁水,借助光谱分析仪测量铁水的化学成分,现场浇注直径30 mm的灰铸铁试样并进行拉伸试验,测量其抗拉强度σb测.在试验初期采集了该生产企业16组一线的生产数据.其铁水成分、实测强度及通过计算获得的成熟度如表1所示.

表1 某企业灰铸铁的成分、共晶度、抗拉强度和成熟度[5]
在表1中,为提高成熟度法预测抗拉强度的准确度,去掉成熟度的最大值和最小值对应的两组数据,即第5组和第13组,由剩余的14组灰铸铁试验数据得到成熟度的平均值为1.17.
3.2 验证成熟度法预测抗拉强度σb熟的可行性
在保持人员、设备、铁水处理工艺等冶金因素相对固定的条件下,在企业随后的生产中又采集了12组数据,如表2[5]所示.
在表2的12组试验数据中,第一组数据的含磷量明显高于正常值,应予以去除.计算其余11组数据的抗拉强度σb熟,并通过其相对误差来验证预测结果的准确性,结果如表3所示.
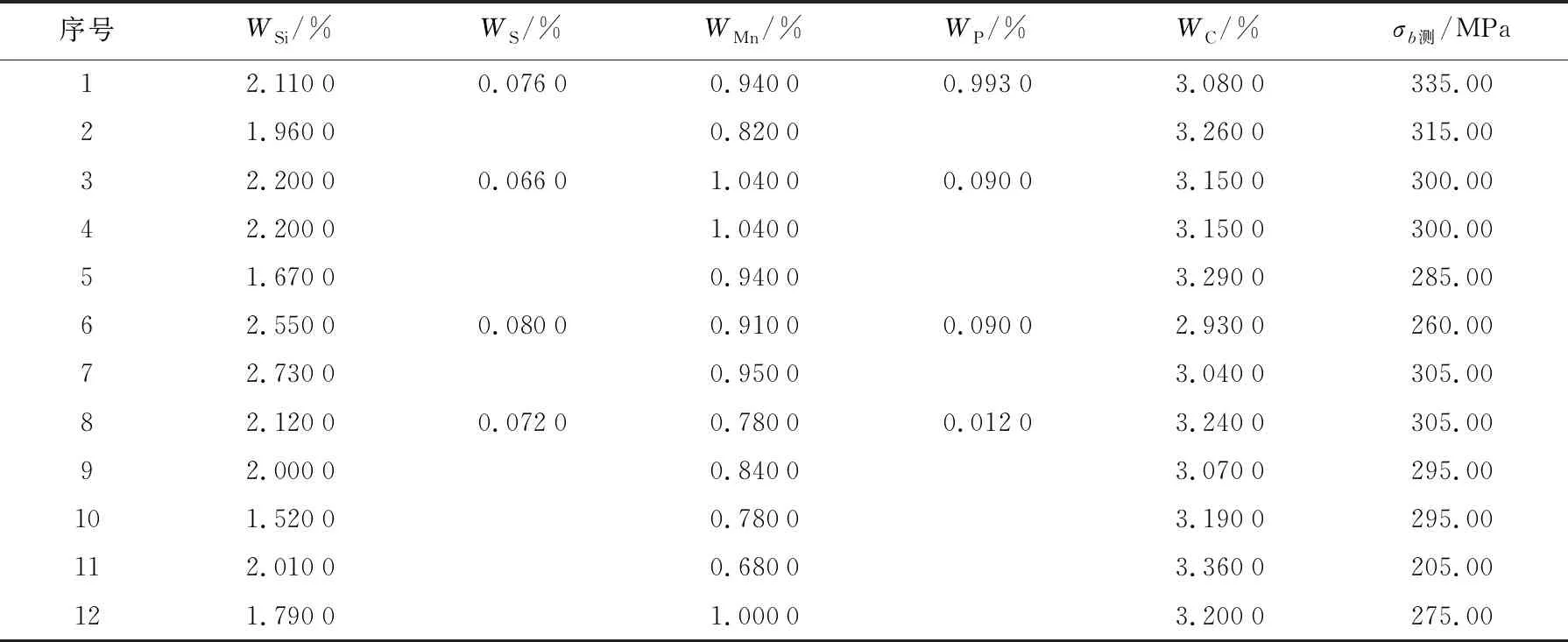
表2 某企业铸造车间后续生产实测数据
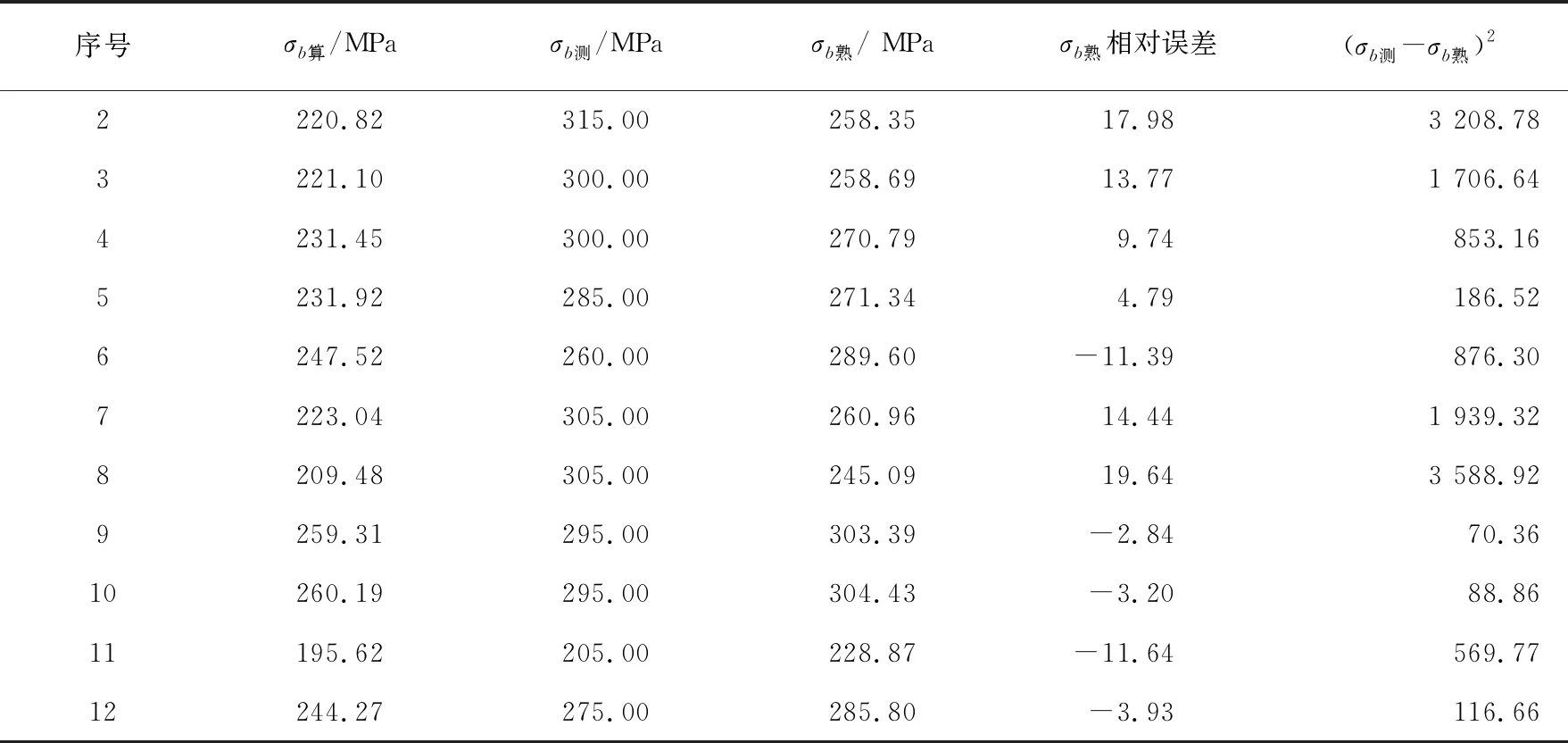
表3 采用成熟度法预测得到的灰铸铁抗拉强度
从表3可以看出,借助成熟度法预测灰铸铁抗拉强度σb熟时,相对误差均低于20%,其中相对误差低于10%的占45%.
将表3数据代入公式(5),计算所预测抗拉强度σb熟的标准偏差S,
(5)

4 讨论
采用成熟度法预测某企业灰铸铁的抗拉强度,预测相对误差低于20%,标准偏差为36.34 MPa.从该方法的预测结果来看,其预测标准偏差低于50 MPa,能够满足客户对铸件牌号的要求,在铸造生产中可以接受.要用成熟度法预测灰铸铁牌号,只需根据以前的生产数据得到灰铸铁的平均成熟度,就可以根据公式(4)来预测每包铁水浇注后铸件的抗拉强度,从而预知灰铸铁的牌号.检测室一线人员只需将成分分析结果输入Excel表格中,就可以方便地估计出预浇注铸件的抗拉强度.当冶金因素发生变化时,只需再采集几组有效的生产数据来校正成熟度就可以了,非常实用、便捷.用成熟度法预测灰铸铁的抗拉强度,既适用于同一企业不同的冶金生产条件,又可应用于其他冶金条件不同的企业,从而在一定程度上解决了灰铸铁生产企业炉前检验预判抗拉强度偏差过大的问题.