基于ansys的受电弓滑板激光沉积模拟中分段热源加载方法的研究
2020-09-14蔡承宇徐临超王坤关雷
蔡承宇 徐临超 王坤 关雷



摘 要:描述了激光加工模擬中分段高斯分布热源函数,并结合生死单元技术在ansys workbench中对受电弓滑板激光沉积进行了仿真分析,同时给出了分段移动高斯热源的分布函数的加载方法。模拟结果表明,这种分段加载方法是有效的,同时也可供其他激光加工模拟的热源加载参考。
关键词:ansys;受电弓滑板;激光沉积;高斯热源
中图分类号:T111.3 文献标识码:A 文章编号:1672-0105(2020)04-0068-04
Study on Segmental Heat Source Loading Method in Laser Deposition Simulation of Pantograph Slider Based on Ansys
CAI Cheng-yu , XU Lin-chao, WANG Kun,GUAN Lei
(Zhejiang Industry & Trade Vocational College, Wenzhou, 325003, China)
Abstract: The segmental gauss heat source function in the laser processing simulation function was described, and laser deposition of pantograph slider was simulated in the ansys workbench, using the birth-death element arithmetic, the loading method of moving gauss heat source distribution function was introduced. The simulation results show that the loading method is effective, and this loading method also can be reference for other laser processing simulation.
Key words: ansys; pantograph slider; laser deposition; gauss heat source
受电弓是电力机车从电网取电的主要部件,由于在取电过程中受到周期性载荷以及高速滑动摩擦的影响,同时实际使用环境较为恶劣,因此受电弓上的滑板往往存在磨损快,寿命短的问题。如果在机车行驶过程中发生滑板脱落,后果不堪设想。所以目前增强其耐磨性及寿命,成了滑板材料研究的重点。石墨铜复合材料具有较好的抗冲击能力,同时具备良好的自润滑性,因此成为了研究的热门。
随着数值模拟软件的逐步成熟以及有限单元方法的发展,越来越多的研究者将数值模拟方法应用于复合材料的激光加工如激光焊接、激光熔覆等[1-3],在受电弓滑板激光沉积方面也有应用。但是这些文章中的有限元模型中的激光热源往往采取简单的单道加载方式[4-6],并且没有给出具体的加载方法。激光热源的单道加载并不符合生产实际,并且没有加载方法,往往无法直接为生产应用做直接的参考,因此实际应用意义不大。本文将以受电弓滑板表面多道激光沉积为例,基于ansys workbench软件进行仿真模拟,并给出激光加工中分段移动热源函数加载的方法。
一、分段移动热源函数描述
目前常用的激光热源模拟函数有双椭球形分布、高斯分布等,基于激光沉积的热源特点考虑,选择了高斯分布的热源模型,函数具体如下:
[qr=3PπR2∙e-3×r2R2] (1)
其中,q(r)为热流密度,P为热输入功率,r为圆形热源附近任一点与中心的距离,[R]为热源有效加热半径。若为激光加热,则设激光输出电压为U,输出电流为I,效率为[η],则公式(1)可以表示为:
[qr=3ηUIπR2∙e-3×r2R2] (2)
若以热源中心为圆心,以r为半径的圆上的任一点坐标为(x,y),则显然可知,热源中心(a,b)与任意一点(x,y)有如下关系:
[x-a2+y-b2=r2] (3)
将(1)代入(2)可得:
[qx,y=3ηUIπR2∙e-3×x-a2+y-b2R2] (4)
此式为以(a,b)为圆心的高斯分布热源函数。在激光沉积等激光加工过程中,热源往往是随着加工时间t的变化而移动,因此令[a=ft,b=gt]代入公式(4)可得:
[qx,y=3ηUIπR2∙e-3×x-ft2+y-gt2R2] (5)
同时可知激光沉积中移动热源圆心(a,b)的轨迹方程应为:
[a=ftb=gt] (6)
若是在实际加工过程中,轨迹较为复杂,则可采取分段函数的方式表达公式(5)和公式(6),如果结合插补原理,则理论上可以表达任意复杂的加工轨迹的移动热源分布函数,因此公式(5)可以进一步分段表达为:
[qx,y=3ηU1I1πR2∙e-3×x-f1t2+y-g1t2R2 0<tT13ηU2I2πR2∙e-3×x-f2t2+y-g2t2R2 T1<tT2⋮3ηUnInπR2∙e-3×x-fnt2+y-gnt2R2 Tn-1<tTn] (7)
其中[U1I1,U2I2…UnIn]为每段轨迹加工过程中的激光输出功率,[f1t,f2t…fnt和g1t,g2t…gnt]分别为每段轨迹的热源中心坐标函数,[T1,T2,…Tn]为每段轨迹完成的时刻。
二、激光沉积模型建立及分析
为了验证以上分段移动高斯分布热源函数的有效性,利用ansys workbench19.2软件建立了受电弓滑板模型,并用分段移动高斯分布热源函数模拟激光热源进行了加载,同时对温度场进行了分析,具体过程如下。
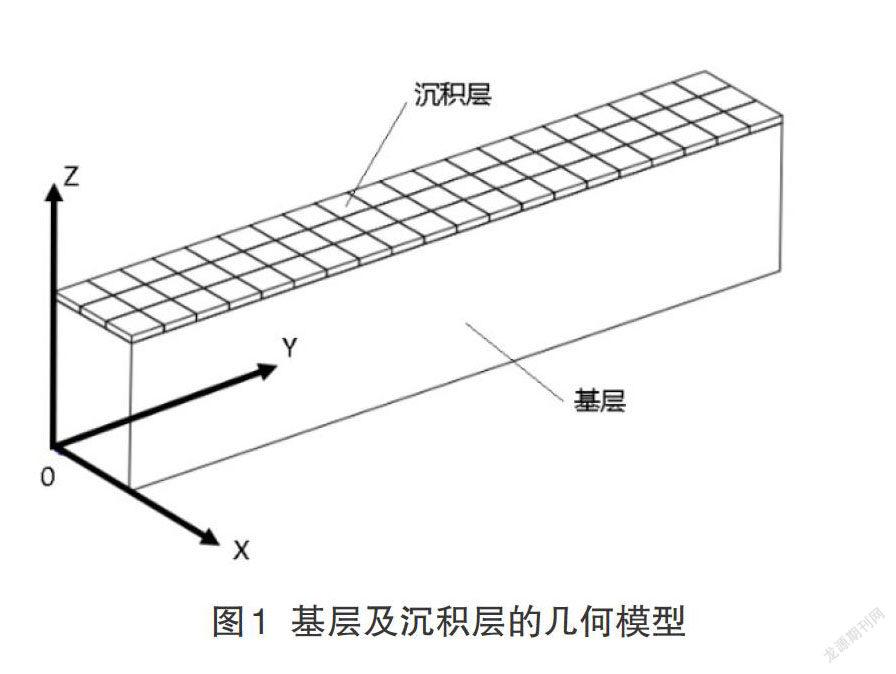
(一)几何模型和网格划分
为了模拟这个过程,建立模型如图1所示,基层为Cu,尺寸取100mm×20mm×15mm,沉积层为石墨,厚度为1mm。考虑到激光沉积的送粉方式为同步送粉,因此沉积层是随着激光的移动生成的,沉积层采取了ansys workbench特有的生死单元技术,开始时将单元的刚度与一个非常小的系数相乘,使刚度变成一个极小值,此时单元上的载荷接近于零,即相当于“杀死”沉积层所有单元,当移动热源经过时,则逐个通过改变单元的刚度系數来激活单元,从而实现沉积过程的模拟。为了同时保证计算效率和模拟精度,进行了较高精度的网格划分,共划分25986个单元,其中生死单元540个。
(二)移动热源函数及边界条件
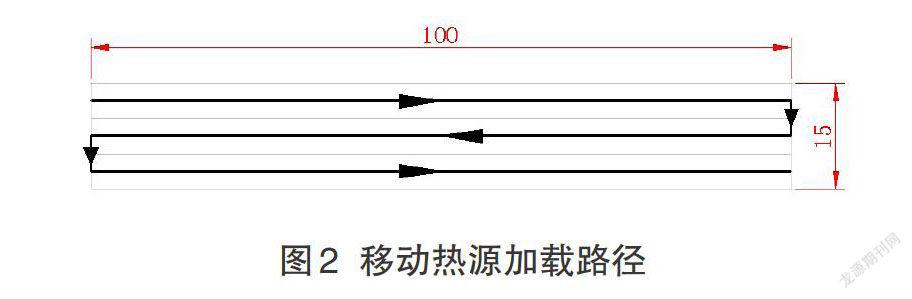
为了模拟激光沉积过程,在沉积层生死单元的表面进行了移动高斯热源函数的加载,光斑直径为5mm,因为沉积层宽为15mm,所以需要分三段进行加载,加载路径如图2所示,假定激光热源电压为380V,电流为30A,效率为0.3,热源移动的速度为0.005m/s。
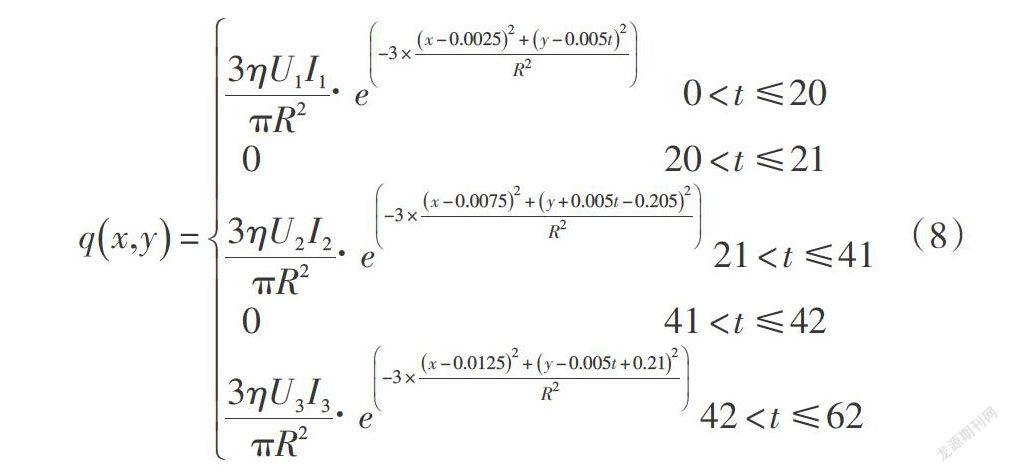
因此根据图2加载路径,建立移动热源分布函数如下:
[qx,y=3ηU1I1πR2∙e-3×x-0.00252+y-0.005t2R2 0<t20 0 20<t213ηU2I2πR2∙e-3×x-0.00752+y+0.005t-0.2052R2 21<t41 0 41<t423ηU3I3πR2∙e-3×x-0.01252+y-0.005t+0.212R2 42<t62] (8)
由于ansys workbench中无法直接加载移动高斯热源函数,因此可利用ansys经典模块中函数编辑器的多段函数功能处理成命令流后进行加载,具体如图3所示,导出相应的命令流后,在ansys workbench中施加在沉积层生死单元的表面。边界条件及初始条件方面,为了分析模型的温度场,在基层的各个面的对流换热系数设置为5W/mm2,室温设为22℃。
(三)有限元计算及温度场分析
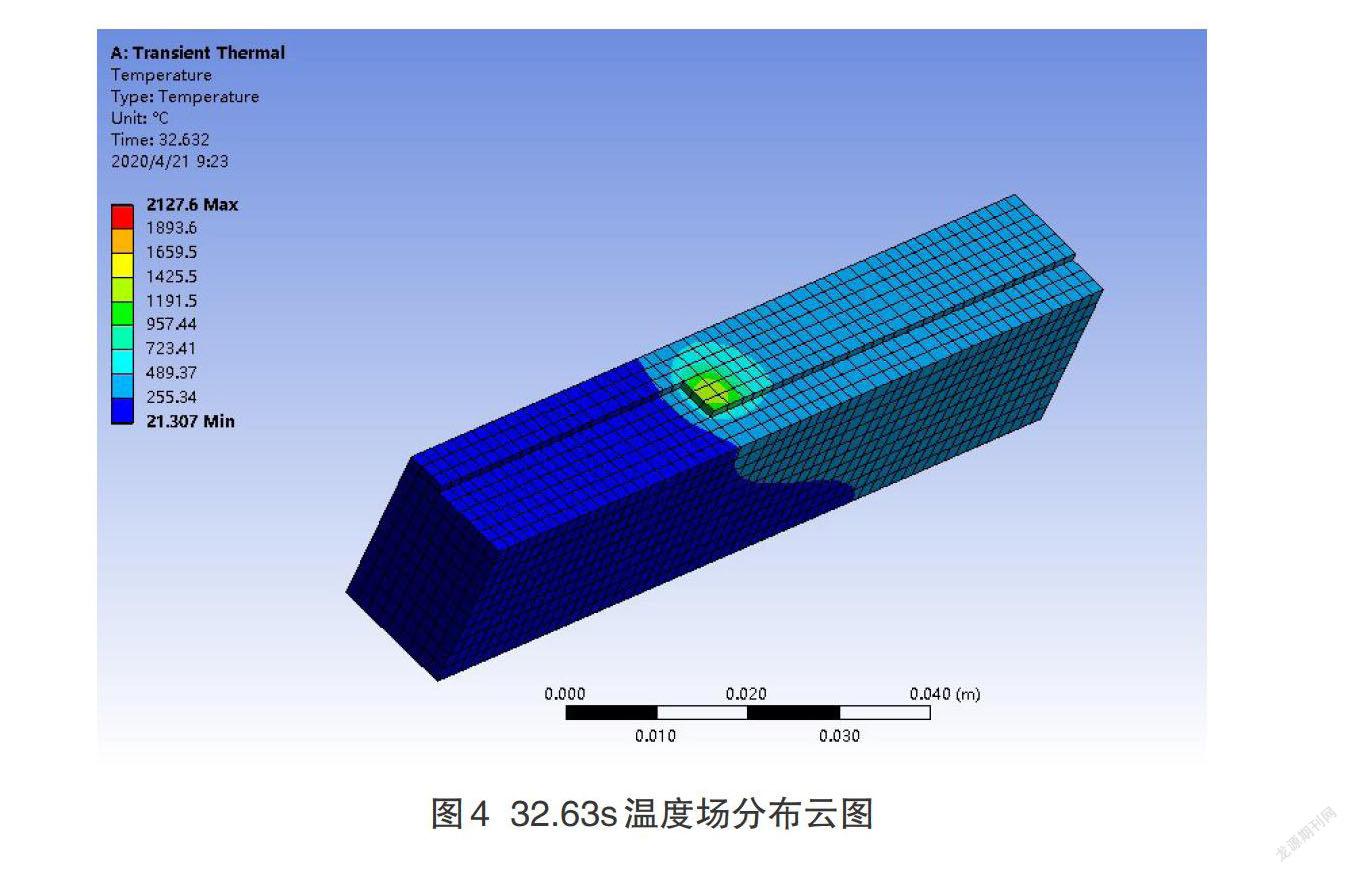
为了验证公式(7),利用ansys workbench的瞬态热分析模块中对模型进行了网格划分,移动热源函数的加载及生死单元的设置,并进行了计算。图4为32.63s温度场分布云图,从图中可以看出,呈高斯分布的热源的中心点始终在最新激活单元的上表面。
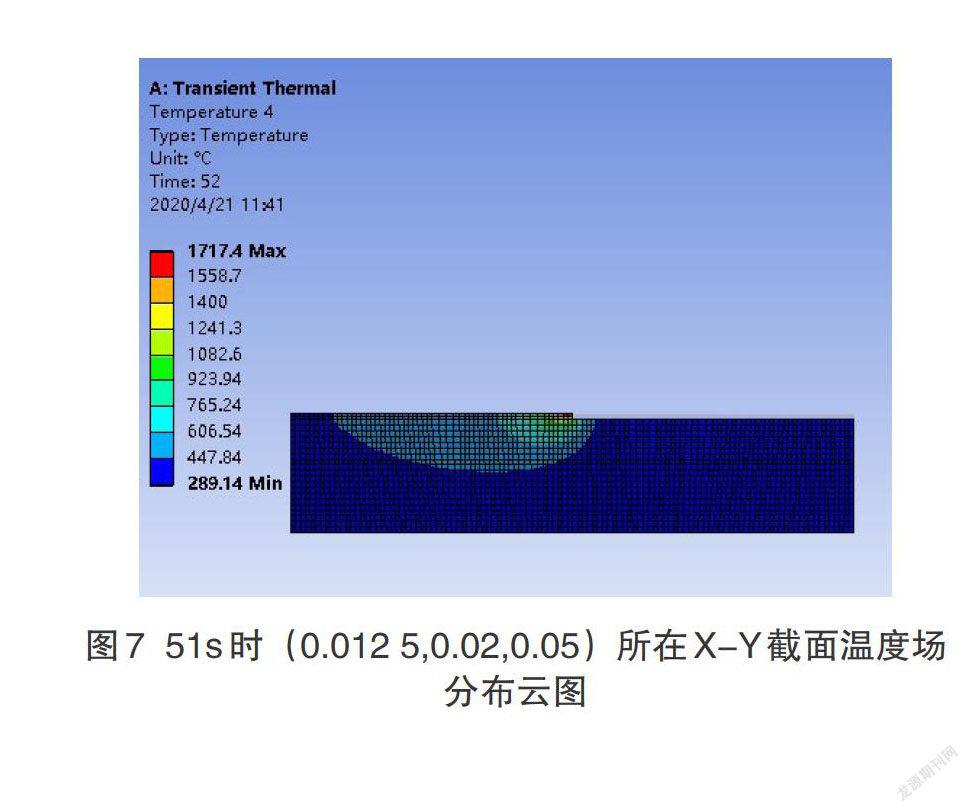
除此之外,我们还对位于模型中心位置的点a(0.002 5,0.02,0.05)以及其相邻的点b(0.007 5,0.02,0.05),c(0.012 5,0.02,0.05)所在X-Y平面的温度场进行了分析,如图5~图7所示,从图5中可以看出10s时,移动热源处于点a所在单元表面,此时点a为熔池中心,温度为1 450℃,20s后,移动热源移动到了点b处(如图6所示),此时b为熔池中心,温度为1 447℃,但是此时截面上的平均温度明显增大,再经过20s,移动热源移动到c点(如图7所示),此时c点为熔池中心,温度为1 717℃,由于热量的累积效应,最高温度及平均温度均明显上升,这说明多段激光沉积过程中,相邻段是互相影响的,为了使温度场趋于一致,可以通过调整激光热源功率及热源速度等方法进行进一步的优化。
本文提出了一种在ansys workbench中分段施加移动热源载荷的方法,并结合生死单元技术模拟了受电弓滑板表面激光沉积的过程,通过计算分析,给出了中心位置的温度云图。从结果可知分段进行多道激光沉积,先后加工的相邻段的温度场会互相影响,同时这种分段热源加载方法也可以用于激光切割、激光热处理、激光熔覆、激光3D打印等激光减材或增材制造的模拟,具有一定的通用性。
參考文献:
[1] 陈惠娟,许志红.受电弓三维温度场仿真分析[J].福州大学学报(自然科学版),2011(02):227-232.
[2] 王亚春,陈立明,杨才智.高速铁路弓网关系模拟试验研究[J].中国铁道科学,2018(03):79-85.
[3] 刘吉,张卫华,周宁.受电弓滑板载流温度静态特性研究[J].机械制造与自动化,2019(08):10-13+36.
[4] 郑磊,张清萍.基于ANSYS软件的不锈钢薄板光纤激光切割工艺参数研究[J].济南大学学报(自然科学版),2018(01):7-12.
[5] 何宽芳,张卓杰,谭智,等.用于铝合金焊接数值模拟的高斯热源参数确定[J].热加工工艺,2015(11):196-200.
[6] 于亚海, 张锦洲,张林修.基于高斯热源的T型接头焊接数值模拟[J].长江大学学报(自科版),2018,15(05):13-16.
(责任编辑:李勇)