镀铝锌板与不锈钢板电弧钎焊工艺研究
2020-09-10张昕巩金明李霞卫钢朱新元
张昕 巩金明 李霞 卫钢 朱新元
摘要:基于电弧钎焊的原理和特点确定了镀铝锌板与不锈钢板电弧钎焊的工艺方案,根据母材选定焊接电源及焊丝,通过工艺试验及金相分析确定了镀铝锌板电弧钎焊的工艺参数。结果表明,电弧钎焊实现了异种金属之间的直接连接,尤其是对于有镀锌、镀锡、镀铝锌等镀层的板材,焊后能确保焊縫的抗腐蚀性能,对于生产设计的推广应用具有积极意义。
关键词:镀铝锌板;MIG电弧钎焊;铝青铜焊丝;焊接规范
中图分类号:TG457.19 文献标志码:A 文章编号:1001-2303(2020)01-0121-03
DOI:10.7512/j.issn.1001-2303.2020.01.24
1 概述
锌的熔点约为420 ℃,挥发温度908 ℃,用普通电弧焊焊接镀铝锌板时,当电弧一引燃,高温电弧(约3 000~4 000 ℃)必然促使大量锌蒸发,并产生大量的白色ZnO烟尘[1],而锌的挥发和氧化及铝的熔入会导致气孔、未熔合及裂纹,甚至影响电弧的稳定性,并破坏镀铝锌层的抗腐蚀功能,同时ZnO烟尘吸入过多,会影响焊工身体健康。为避免产生裂纹对镀铝锌板表面的镀层进行打磨,焊接完成后需要喷锌粉进行防腐处理。由此可见,焊接镀铝锌板应尽量减少热输入量,同时不破坏其表面镀层。
2 电弧钎焊的原理和特点
电弧钎焊(Arc brazing)是利用电弧加热焊件所进行的钎焊。熔化极脉冲氩弧钎焊即MIG电弧钎焊,是在氩气保护下,采用熔化极脉冲氩弧焊电源系统和特制的钎焊焊丝,在焊丝与工件间形成电弧,焊丝连续送进并熔化[2],形成填充金属将母材连接起来的新型焊接工艺。其电弧温度低,对母材的热输入少,可以实现异种金属的直接连接,如铜与钢、钢与不锈钢、普通钢与特种钢等[3],主要用于焊接表面有镀层的钢板。它利用焊丝的低熔点及焊接时的低热量输入等特性,减少工件近缝区及焊缝背面锌的挥发,钎缝耐腐蚀性能好[4],可进行各种类型接头及全位置焊接。
3 镀铝锌板MIG电弧钎焊
3.1 焊接材料的选择
(1)适用于MIG电弧钎焊焊接镀层以及非镀层薄板结构的铜基焊丝有多种,包括CuSi3、CuAl8、CuSiMn、CuAl8Ni、CuSn、CuSn6等。常用的有两种:
a. 硅青铜焊丝CuSi3(S211)。名称:S211国标型号HSCuSi,相当AWS ERCuSi-A。成分:w(Si)=2.8%~4.0%,w(Mn)=0.5%~1.5%,其余为Cu。性能:材料熔点:1 027 ℃,焊丝直径φ0.8、φ1.0,熔敷金属的表面张力小,流动性好,湿润性强;焊缝无气孔、未熔合、裂纹等焊接缺陷。焊缝抗拉强度Rm≥309 MPa,焊缝外观呈凹型,熔合区圆滑过渡,焊缝平整美观[5]。用途:用于硅青铜、黄铜及其与钢的焊接,近年来常用于镀锌薄钢板的钎焊。
b. 铝青铜焊丝CuAl8(S214)。名称:S214国标型号SCu6100A,相当AWS ERCuAl-Al。其成分如表1所示。其性能为:材料熔点1 046 ℃,焊丝直径φ1.0,在直流反接熔化极电源下,清除铝的表面氧化膜。焊缝内外质量好,外形美观[5]。具体特性如表2所示。用途:适于涂铝、渗铝层及非镀层薄板的MIG电弧钎焊焊接[5]。
(2)根据EN10346-2009《连续热浸镀钢平板产品交货技术条件》标准,2 mm镀铝锌板S250GD-ZA275的抗拉强度Rm≥330 MPa,根据GB/T 3280-2015 《不锈钢冷轧钢板和钢带》标准,3 mm不锈钢板06Cr19Ni10的抗拉强度Rm≥515 MPa。对比S211与S214两种焊丝,S214的抗拉强度大于母材2 mm镀铝锌板,更适于其焊接,因此最终选用铝青铜焊丝SCu6100A(S214),直径φ1.0。
3.2 焊接设备的选择
3.2.1 焊机的选择
焊接镀锌层厚度超过120 g/cm2的镀锌板会产生大量锌蒸气从而影响焊接的稳定性,2 mm镀铝锌板S250GD-ZA275镀层达到275 g/cm2,必须采用短弧的短路过渡或喷射过渡,短弧长可使电弧更加稳定,因此对焊接电源及其控制特性要求非常严格。
唐山松下产业机器有限公司的YD-350GS(M型)数字IGBT控制MIG/MAG弧焊电源,是松下公司进化到第四代的高速控制电路以及世界领先的融合型机器人TAWERS培育出的“二次开关控制技术”平台下开发的新型焊接电源,在无脉冲MAG焊时,采用SP-MAG重叠精确的波形控制技术,可减少CO2焊接的飞溅量达85%;采用脉冲MAG焊接时,几乎实现了无飞溅焊接。在MAG气体环境下,实现了一脉冲一DIP的脉冲短路过渡方式,热输入小,通过压缩电弧宽度和长度,抑制了高速焊咬边的发生,同时增加了焊缝熔深,焊接质量得到较大提升,非常有利于镀铝锌薄板铜基钎料的钎焊焊接。
3.2.2 焊枪的选择
配装唐山松下YT-35CS4HPS MIG/MAG脉冲焊枪,灵活轻便,操作性好,飞溅小。
3.3 焊接规范的确定
3.3.1 焊接模式及保护气体的选择
(1)由于是镀铝锌板与不锈钢板焊接,首先选择“不锈钢-MIG-脉冲”模式,保护气体使用φ(Ar)98%+φ(O2)2%,焊接试验出现气孔缺陷,改选“不锈钢-MIG-脉冲无”模式,缺陷仍然存在,证明不能选用不锈钢模式。
(2)模式选择“碳钢-MAG-脉冲”,保护气体使用φ(Ar)98%+φ(O2)2%,钎缝外观目视检测无气孔、裂纹等缺陷;换用“碳钢-MAG-脉冲无”模式,缺少脉冲激起镀铝锌层的上翻,焊接效果好于有脉冲的,但是钎缝表面氧化发黑,由此确定焊接模式为“碳钢-MAG-脉冲无”。
(3)模式选择确定“碳钢-MAG-脉冲无”后,保护气体改用99.99%高纯氩气,钎缝外观目视检测无气孔、裂纹等缺陷,且钎缝鱼鳞纹细密,外觀色泽黄亮。
综上所述,最终确定焊接模式为“碳钢-MAG-脉冲无”,保护气体为99.99% 高纯氩气。
3.3.2 焊接规范的确定
镀铝锌板与不锈钢板的接头形式采用镀铝锌板在下、不锈钢板在上的搭接和角接两种,经试焊,选择目视检测及渗透探伤合格、焊缝成形美观的焊接参数作为最终焊接规范,如表3所示。
3.3.3 操作规范
焊枪行走采用前进法(左向焊法),焊丝伸出长度8~10 mm。
3.4 无损检测
焊后由专职检查员对钎缝进行目视检测,未发现裂纹、气孔等焊接缺陷。对钎缝进行渗透探伤,未发现表面缺陷,探伤合格。
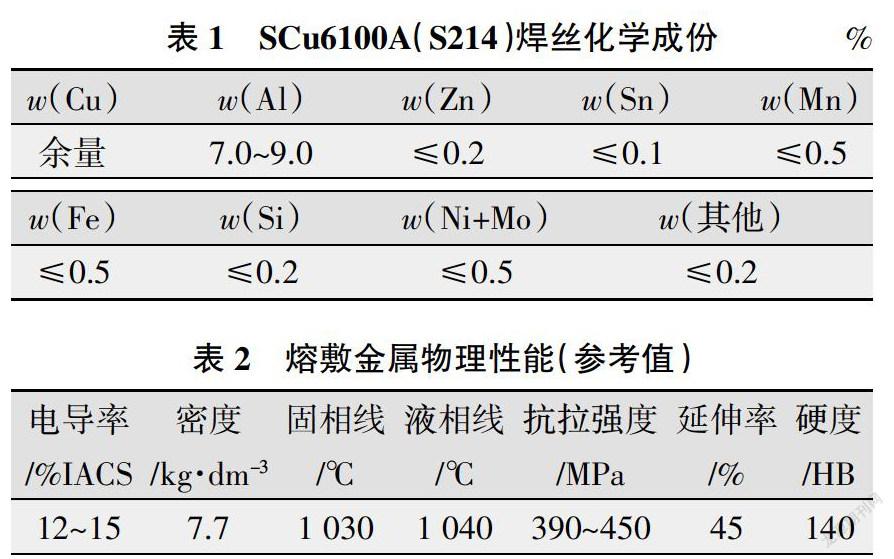
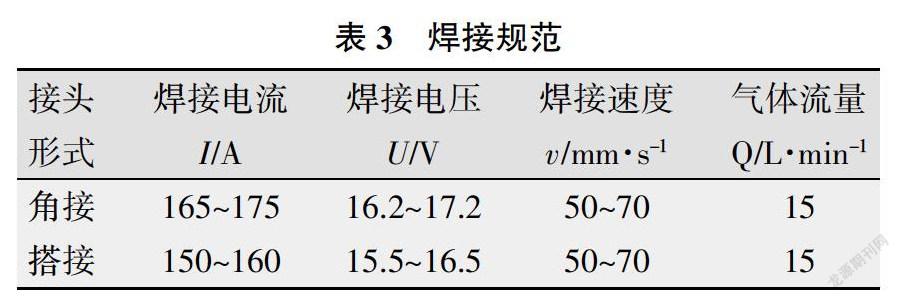
3.5 宏观金相
角焊缝和搭接焊缝的宏观金相分别如图1、图2所示。可以看出,钎缝根部的母材均未熔化,防止了镀铝锌板表面镀层的破坏,钎缝耐腐蚀性强。
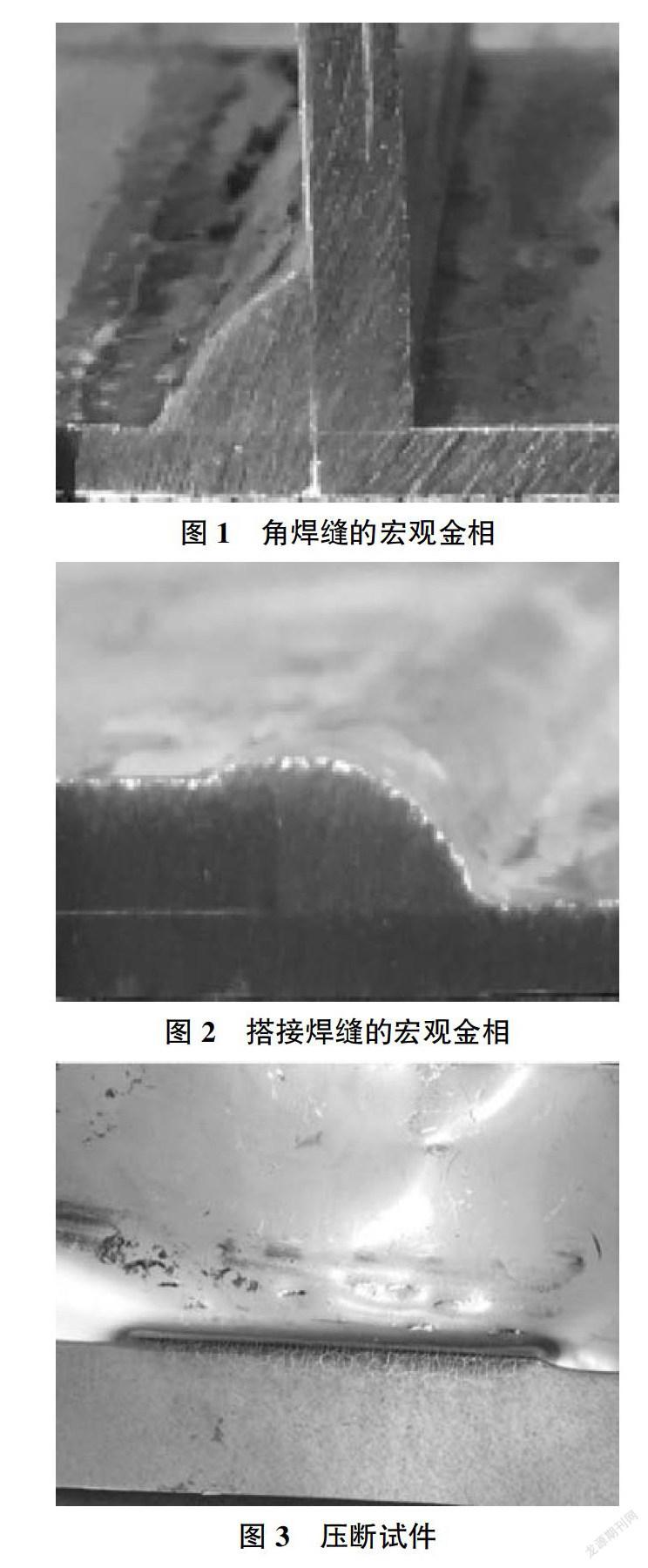
3.6 钎缝的压断试验
为检测电弧钎焊角接焊缝的强度,将角焊试件进行了压断试验。压断试件如图3所示,两块试板贴合住时钎缝仍然没有断裂破坏,说明钎缝韧性很好。
3.7 钎缝的拉伸试验
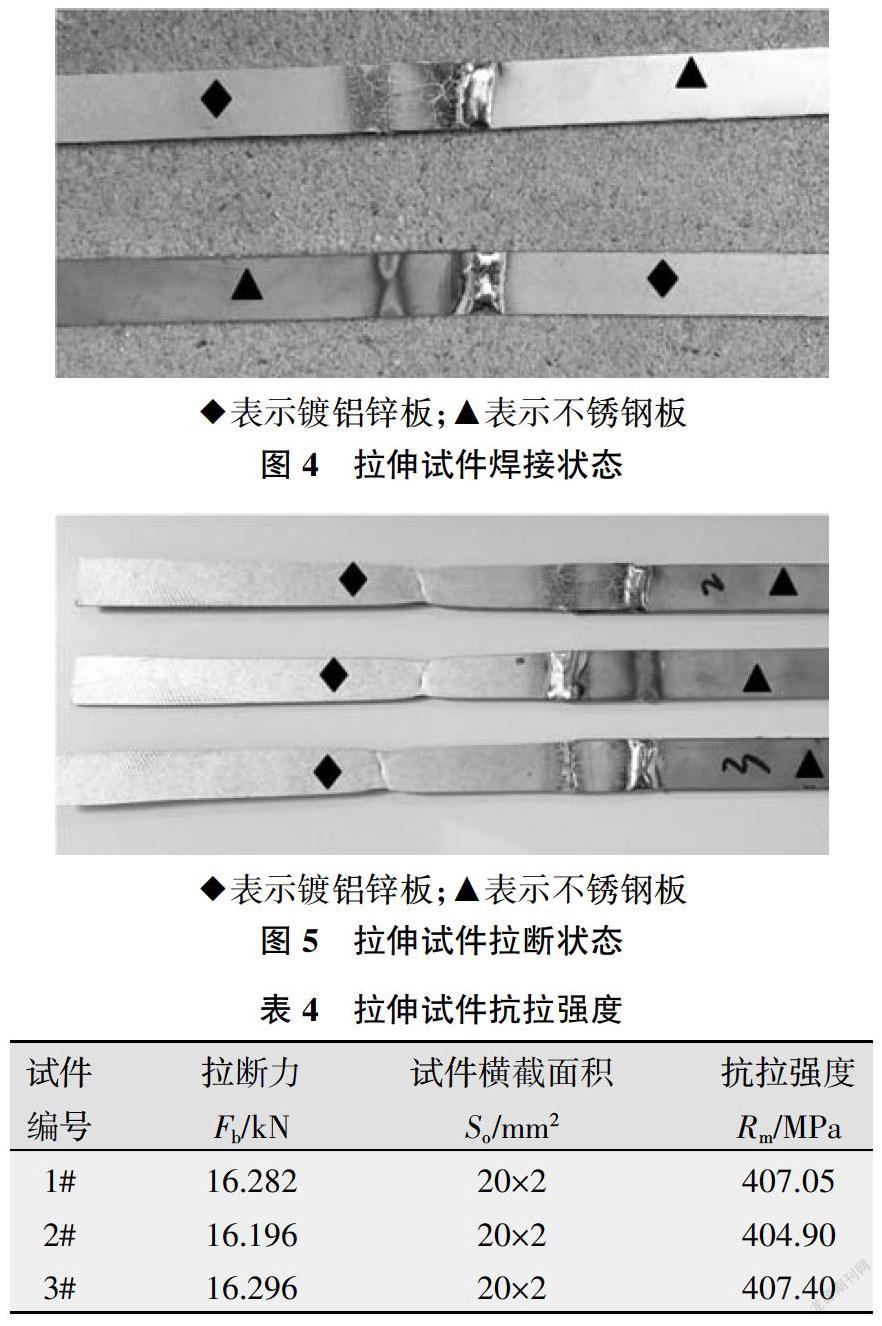
为检测电弧钎焊搭接焊缝的强度,制作了焊接拉伸试件,材料为2 mm镀铝锌板和3 mm不锈钢板,试件尺寸200 mm×20 mm,共3件,搭接长度30 mm。
拉伸试件的焊接状态和拉断状态分别如图4、图5所示。由图5可知,拉伸试件在镀铝锌板母材处拉断,钎缝无损伤,表明钎缝的抗拉强度高于母材镀铝锌板的,满足产品使用要求。拉伸试验数据如表4所示。
4 结论
(1)2 mm镀铝锌板与3 mm不锈钢板在纯氩气保护下的MIG电弧钎焊,采用φ1.0低熔点的铜基铝青铜焊丝SCu6100A(S214),焊丝熔化速度快,电弧稳定性好,焊后薄板变形小,焊缝强度高于母材强度。
(2)MIG电弧钎焊实现了异种金属之间的直接连接,尤其对于有镀锌、镀锡、镀铝锌等镀层的板材,MIG电弧钎焊无须打磨镀层,热输入量少,工件热影响区小,镀层不易挥发,焊缝具有良好的耐腐蚀性,对于生产设计的推广应用具有积极意义。
参考文献:
[1] 罗正武,魏占静,王越. 德国布鲁克斯MIG电弧钎焊技术的研究和应用[Z]. 2011-05.
[2] 林嘉明,侯建国,陈刚. 电弧钎焊设备及工艺研究[J]. 焊接技术,1990(4):26-28.
[3] 林三宝,宋建岭. 电弧钎焊技术的应用及发展[J]. 焊接,2007(4):19-21,36.
[4] 于治水,周方明,王宇,等. 镀锌薄钢板MIG/TIG电弧钎焊研究及应用现状[J]. 汽车技术,2002(6):32-35.
[5] 黄顺义,王玉松,张卫东. MIG电弧钎焊工艺在镀层板材焊接中的应用[J]. 金属加工:热加工,2003(12):3-4.
