铝合金导电管焊接缺陷及解决措施
2020-09-10李博强贾昕宇谭茜茜雷强
李博强 贾昕宇 谭茜茜 雷强
摘要:对铝合金导电管焊接接头进行X射线检测组织分析,发现接头中出现气孔、夹渣、未熔合及未焊透等缺陷。详细分析接头缺陷的产生原因,通过优化坡口结构、焊接方法、调整焊枪位置及焊接参数,消除了导电管焊接接头出现的缺陷。
关键词:铝合金导电管;焊接缺陷;X射线检测;焊接工艺
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2303(2020)01-0114-03
DOI:10.7512/j.issn.1001-2303.2020.01.22
0 前言
近年来随着电力行业超高压、特高压输电设备的应用与生产,对开关设备的要求日渐苛刻。特高压开关设备导电管为6系列铝合金,比强度和比刚度高,易于成型,具有良好的抗蚀性和可焊性[1-2]。但是铝合金强的氧化能力、热膨胀系数导致其在焊接过程容易形成气孔、夹渣、未熔合及未焊透缺陷[3-5];由于高压开关导电管结构的特殊性,焊缝根部采用锁底结构难以清理熔透,也容易出现未熔合及未焊透缺陷;此外,导电管材料壁厚大,采用MIG多道焊焊接工艺,焊接过程容易出现气孔、夹杂缺陷[6-9]。本文通过优化坡口结构及焊接工艺,有效地解决了导电管焊缝气孔、夹杂、未熔合及未焊透等缺陷。
1 存在的问题
1.1 导电管材料及方法
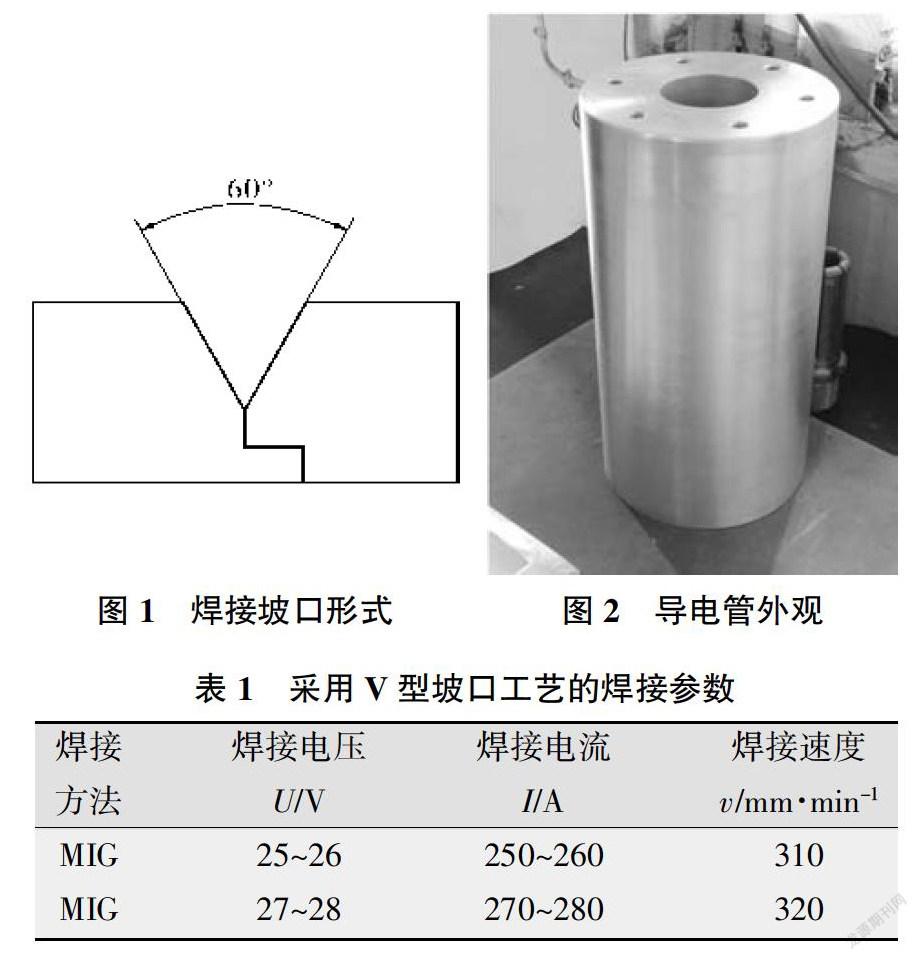
导电管材料为壁厚15 mm的6063-T6铝管和6A02-H112铝棒,选用LAW 520W ESAB焊机。采用自动MIG焊,焊后对导电管棒进行机加工,表面粗糙度6.3 μm。坡口形式如图1所示,采用锁底接头,V型坡口角度60°,焊接材料采用进口的SAl5356焊丝,焊丝直径φ1.6 mm,焊枪在平焊位置施焊。焊接参数如表1所示,机械加工后导电管如图2所示。
1.2 导电管X射线检测
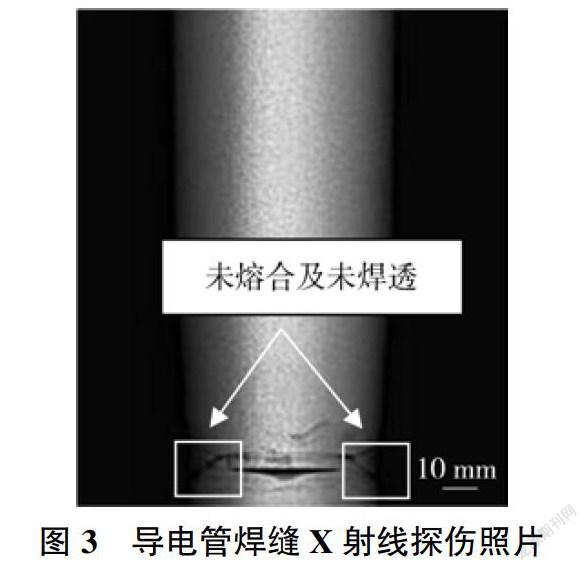
导电管焊接完成后对表面进行机械加工,表面粗糙度为6.3 μm,并对焊缝部位进行X射线探伤检测。探伤照片如图3所示,焊缝部位存在未熔合及未焊透现象,并超出国标GB/T 22087-2008《铝及铝合金的弧焊接头缺欠质量分级指南》D级标准。1.3 焊缝金相检测
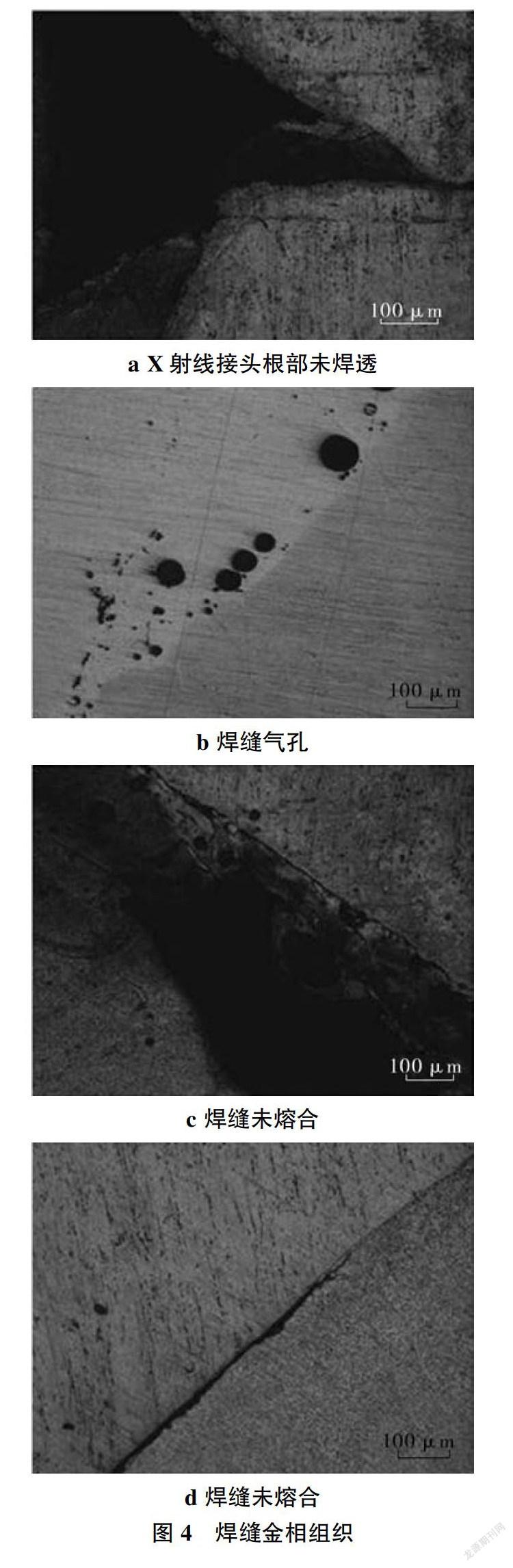
为了更详细地观察焊缝内部缺陷,对导电管进行横向剖切,接头金相组织如图4所示,存在根部未焊透、气孔、未熔合等缺陷。
1.4 缺陷原因分析
从铝合金物理性能上看,导热性强、线膨胀系数大,必须采用能量集中的热源才能保证熔合良好。从化学性质上看,铝合金表面极易形成难熔的氧化膜,不仅会造成焊缝夹杂物,而且因吸附大量水分可促使焊缝产生气孔。从焊接工艺上看,由于坡口形式为V型,坡口间隙小,焊接工艺不当时不能很好地熔合坡口面。从坡口设计上看,由于坡口根部未留有间隙,导致根部出现一定的未熔合现象。
2 导电管焊接工艺改进
2.1 工艺方法
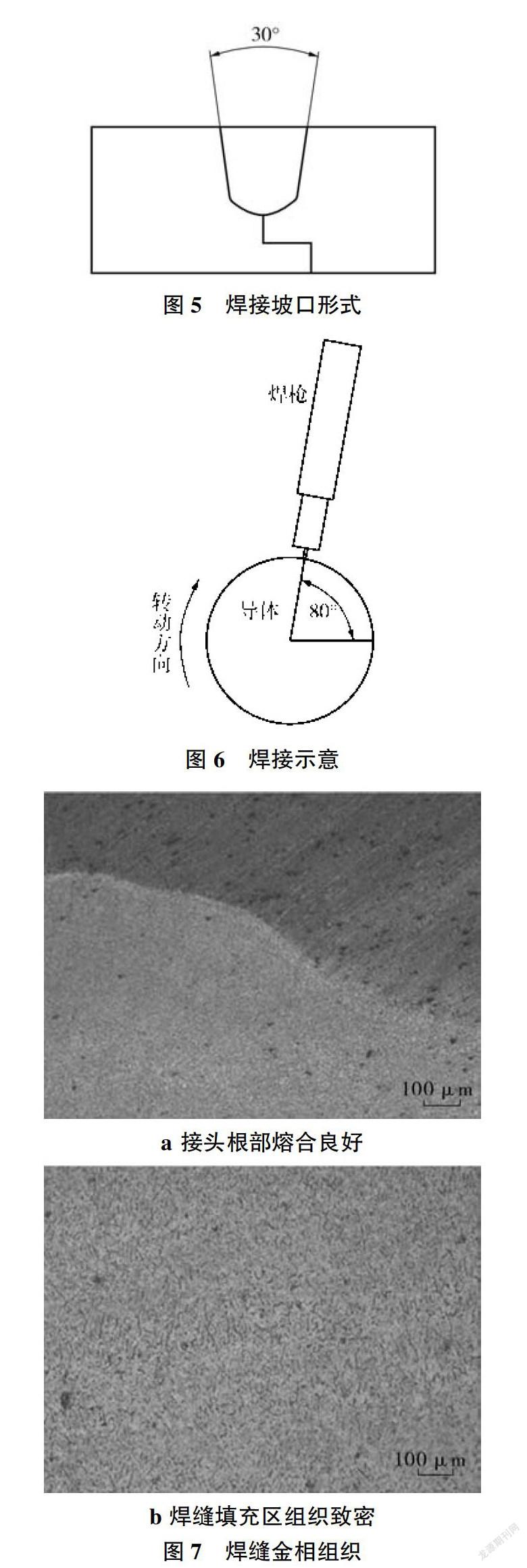
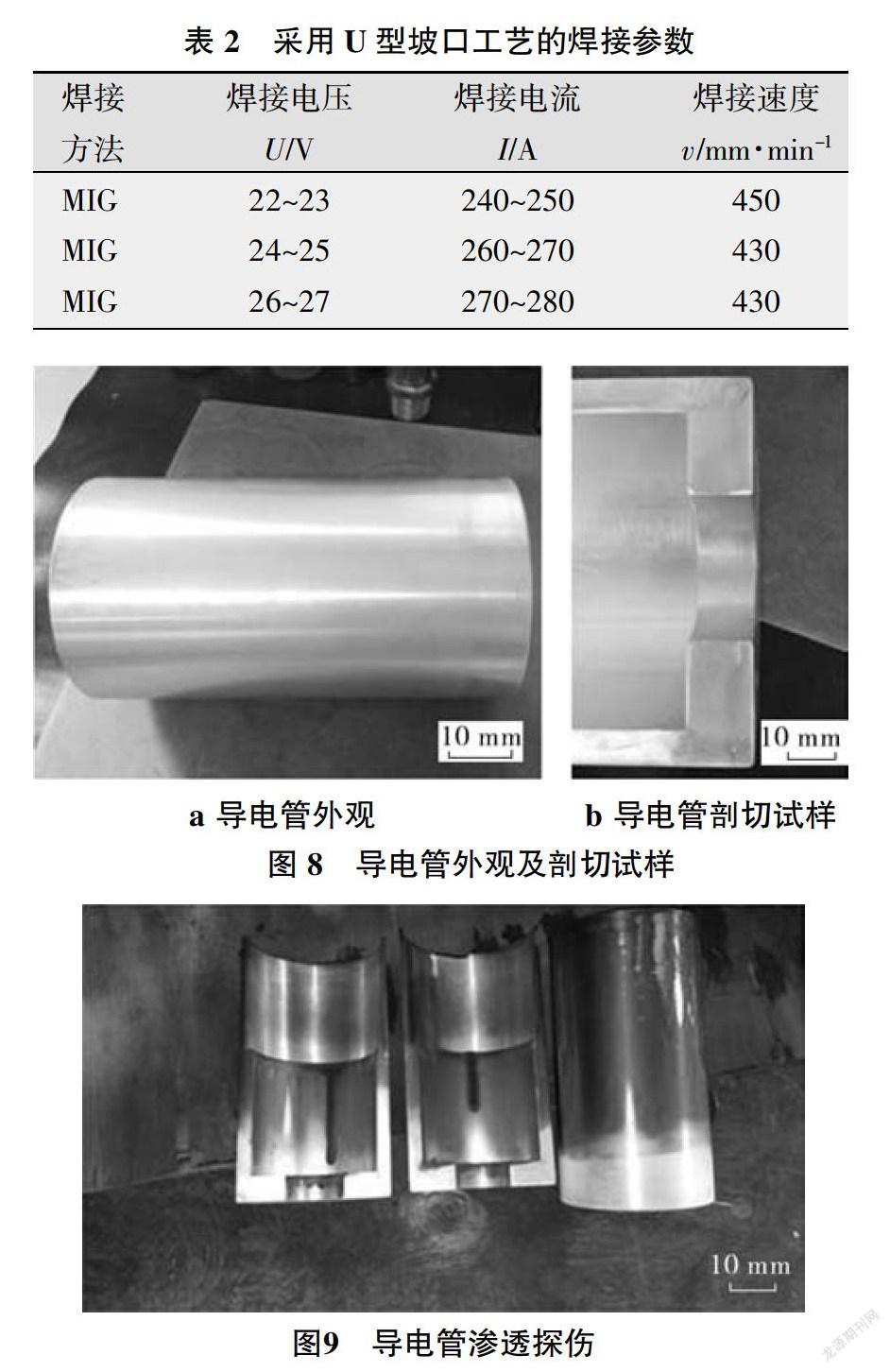
采用锁底接头形式,U型坡口角度30°,根部预留2 mm间隙,钝边预留1.5 mm,如图5所示,焊枪偏离水平位置10°,上坡施焊并摆动焊枪。焊接示意如图6所示,焊接参数如表2所示。
2.2 焊缝金相检测
对导电管进行横向剖切,焊缝金相组织如图7所示。由图7可知,焊接接头根部熔合良好,焊缝组织致密,焊缝填充区无气孔产生。
2.3 导电管渗透检测
基于以上工艺改进对导电管焊缝进行机加工后如图8所示,接头无缝隙。为了更好地观察焊缝熔合情况,对导体表面及内部焊缝进行着色探伤,标准按照JB/T 4730.5-2005《承压设备无损检测第5部分:渗透检测》执行,发现焊接接头良好,如图9所示。焊接质量符合国标GB/T 22087-2008《铝及铝合金的弧焊接头缺欠质量分级指南》D级标准。
3 结论
(1)对于锁底接头结构导电管,焊接方法、坡口形式、根部间隙、钝边等直接影响焊缝质量。
(2)通过焊接参数调整、焊接位置偏离水平位置10°的上坡焊并摆动焊枪对于消除焊接导电管的焊缝气孔具有良好作用。
(3)通过改变坡口形式以及减薄钝边能够有效消除焊缝未焊透及未熔合。
参考文献:
[1] 张文明,张茂增,柏久阳. 铝合金焊接新技术[J]. 电焊机,2013,43(9):78-80.
[2] 孙玉娟,宋永伦,马云龙. 2219铝合金焊缝的气孔量及其对性能的影响[J]. 电焊机,2015,45(7):84-87.
[3] 周振丰. 金属熔焊原理及工艺[M]. 北京:机械工业出版社,1981.
[4] 李博强,贾昕宇,雷强,等. 厚板铝合金MIG+TIG双枪焊接工艺[J].焊接,2016(9):59-61.
[5] 许芙蓉,姚滔,杨立軍. 双丝脉冲MIG焊的工艺特点与试验分析[J]. 自动化与仪器仪表,2012(6):183-185.
[6] 司子华,张明新. 2219铝合金厚板MIG焊的工艺研究[J].航天制造技术,2009(12):33-34.
[7] 蒋应田. 铝及铝合金焊接方法的概述与选择原则[J]. 电焊机,2015,2(45):115-121.
[8] 朱志民. 不同焊接工艺对5083-H111铝合金MIG焊接接头力学性能的影响[J]. 电焊机,2017,47(10):35-39.
[9] 黄思俊,宋瑶,许聪磊. 不同保护气体对6082-T6铝合金GTAW焊接接头组织和力学性能的影响[J]. 机械工程材料,2014(9):43-46.
