超大厚度低温钢焊接接头的性能
2020-09-10胡冰任鹤
胡冰 任鹤
摘要:通过对超大厚度16MnD低温钢焊接工艺的研究,合理制定焊接参数,找到满足-40℃冲击要求的焊接接头。完成满足ASMEIX卷标准的焊接工艺评定,有效提高压缩机MCL机壳法兰厚度,对于16MnD材料,机壳焊接厚度由200mm增大到399mm。
关键词:超大厚度;低温冲击;焊接工艺
0 引言
目前,高转速、高压比、大流量成为离心压缩机的发展趋势,由于现代工业的大规模生产需求,从而使离心式压缩机向大型化的总体发展趋势。国内离心压缩机的高科技和特殊产品不能满足国内需求。此外,我国和外国之间在技术水平质量和配套设施方面仍有差距。石油化工生产规模的不断扩大,离心式压缩机将面临大规模的新问题。为了满足定子刚度的要求,卧式分离式压缩机壳体中分离式法兰的厚度逐渐增大。另外,由于有些压缩机在低温下使用,因此需要使用低温钢。低温钢主要用于生产设备的储存和运输的液化气体。因此,这些钢最重要的特性是耐低温脆性。低温容器通常被称为液化石油气船,液氨,液氧液氮生产、储存容器和输电线路和设备在寒冷地区使用。为此本课题以低温钢16MnD材料为研究对象,通过合理选取焊接参数并通过严格的过程控制手段,得到满足使用要求的焊接工艺参数,并完成300mm厚焊接试板的焊接工艺评定,使产品最大焊缝厚度覆盖达到399mm,满足了压缩机中分面法兰使用要求。
1 试验材料与方法
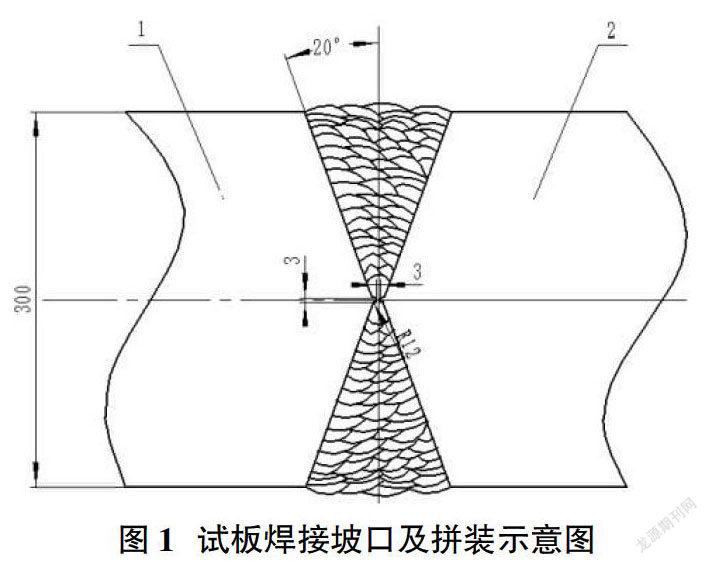
试验母材为16MnD,符合NB/T47009-2017标准。焊接材料为CHW-55C1,规格ф1.2mm。焊接试板尺寸为500×400×300mm3,采用水平位置焊接,由于焊接试板较厚,为适当的减少焊接量,选用了双面U型坡口,坡口及拼装示意图见图1。
2 焊接及热处理工艺
采用水平熔化焊和水平对接的气体保护焊,保护气体为80%Ar+20%CO2,保护气体流量15-20L/min。
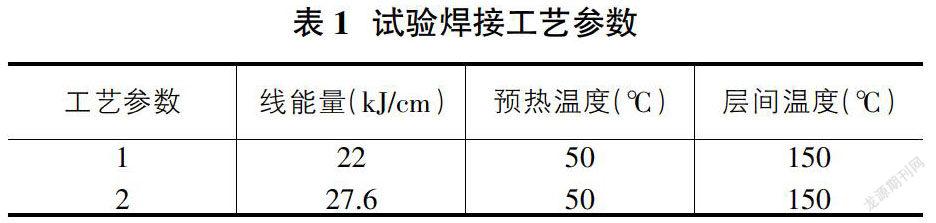
选用两组不同的焊接参数作为对比试验,焊接线能量分别为22kJ/cm和27.6kJ/cm。为了保证焊接接头的质量,焊接前要预热50℃,并严格控制焊接过程中夹层温度小于150℃。焊后热处理温度600-620℃[1]。焊接坡口形式见图1要求。
3 试验结果与分析
為充分验证试验所选用的焊接参数是否合理,本研究从焊接接头的力学性能和微观组织两个方面来分析。
3.1 不同焊接参数下力学性能试验结果分析
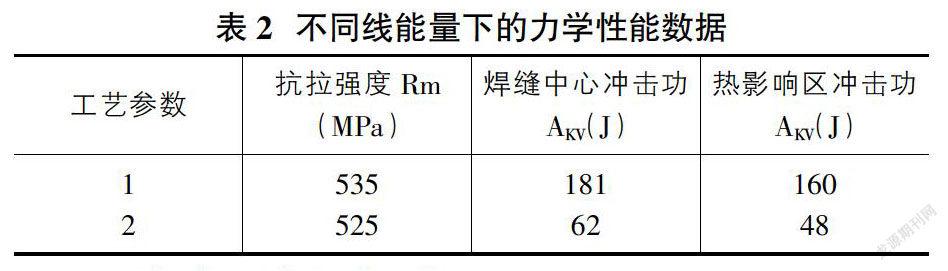
针对两组不同工艺参数,分别作了拉伸试验、-40℃冲击试验,试验结果见表2,可以看出在试验所选择线能量的范围内,当线能量为22kJ/cm时,焊接接头的力学性能是最好的。焊缝的抗拉强度535MPa,和线金属拉伸试样被摧毁,这证明了焊接接头的抗拉强度高,这是相关焊接材料和焊接参数。此外,焊缝的平均冲击功率为181J,热影响区平均冲击功率为160J,均远大于母材要求,-40℃低温冲击值满足工况使用要求。
3.2 焊接接头组织分析
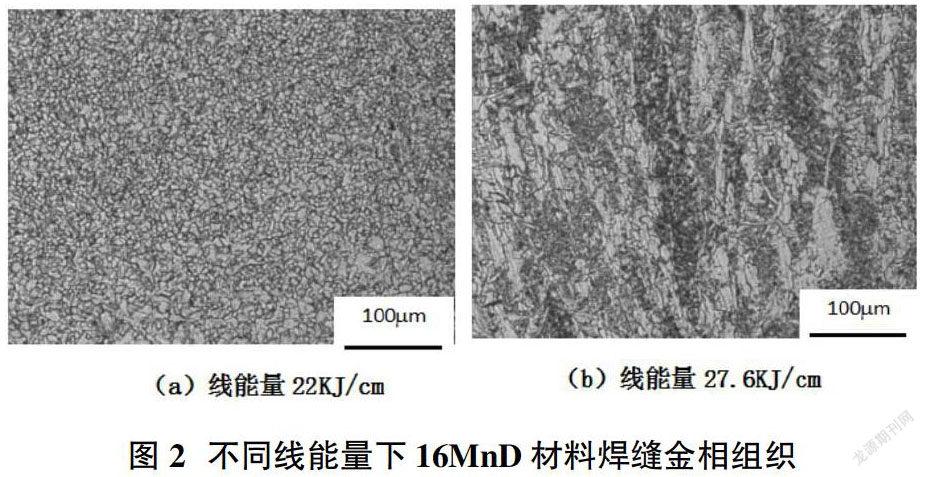
图2(a)(b)分别为线能量22kJ/cm和27.6kJ/cm时16MnD材料焊缝的金相组织。图2(a)焊缝的组织铁素体基体均匀细小,针状铁素体的角度分布很多,大部分是呈大角度分布,有利于焊缝的低温冲击性能,与焊缝能量的控制密不可分。严格控制焊接线能量和层间温度,且采用直道焊接减小摆动对焊缝组织带来有利影响。由图2(b)可以看出,当焊接线能量增加时,由于热输入变大,焊缝金属冷却速度减小,晶粒尺寸有所长大,焊缝组织粗大。晶界铁素体减少,而块状铁素体增加,针状铁素体减少,因此对低温冲击性能带来不好的影响,由此可见过大焊接线能量对焊缝均匀组织形成不利。此外,当焊接线能量变大时,会加大对合金元素Ni、Mn等的烧损,这两种元素是焊缝冲击和抗拉性能主要的影响元素,同样会对焊缝性能带来不好的影响[2]。此外,对于熔化极气体保护焊,焊接线能量超高,会导致气孔等焊接缺陷增多,严重影响焊缝质量。因此,焊接时应杜绝过大的焊接线能量。
4 焊接工艺评定研究
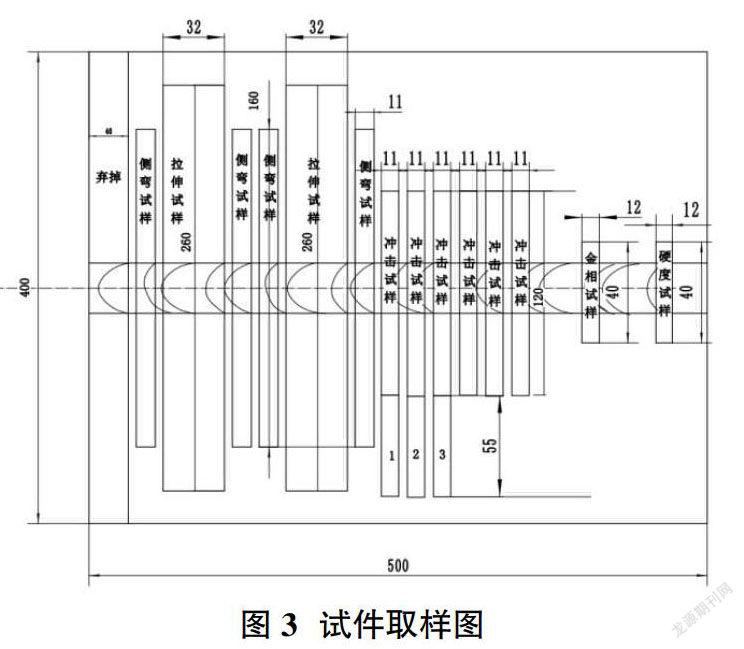
为满足日后压缩机水平法兰焊缝厚度的需要,依照ASME IX卷焊接工艺评定标准,制备了300mm厚的焊接工艺评定试件,采用线能量为22kJ/cm的工艺要求进行施焊。为全面了解试件各部分力学性能,采取了全厚度分层取样的方法,焊接工艺评定取样为10层,每层厚度均为25mm,每层分别取拉伸、侧弯、冲击试样进行试验。取样示意图见图3。
分别按照ASMEIX QW-150、QW-160、QW-170标准进行各力学性能试验,其中抗拉强度在497-553MPa,塑断于母材。各层的抗拉强度整体差别不大,在试板中心部位抗拉强度较高,两侧稍低。这与焊接试板选用双面U型坡口有关,焊接时从试板中心部位开始,然后逐层向上焊接,这样焊接后一层时的热过程会对前一道焊缝产生一种类似于正火的作用,会细化前一道焊缝的晶粒,这样会对前一道的焊缝形成均匀细小的组织带来良好的影响,但这种积极的影响必须靠控制焊接线能量和层间温度来实现。如果焊接线能量超高,伴随着很大的焊接热输入,这样后一道焊缝会对前一道焊缝带来过热的影响,不利于焊缝的组织与性能。此外,随着整个焊接试板焊缝层数增加,焊接热过程持续作用于试板,试板始终处于保温缓冷的状态,有效减少焊接裂纹倾向,同样有利于焊缝形成均匀的组织。因此在实际产品焊接中,控制焊接线能量是有效提升产品焊接质量的途径。此外,侧弯180°结果全部合格,证明试验所选用的线能量较为合理,不产生焊接缺陷的同时,焊接接头的延伸率较好;焊接接头-40℃冲击功均满足要求,证明所选用的焊接参数较为合理,过高的焊接热输入会显著降低焊接接头的低温冲击性能。本试验通过制定合理的焊接参数使困扰低温钢焊接接头低温冲击难题得到解决。综合拉伸、弯曲、冲击的试验结果,依照ASMEIX卷标准,焊接工艺评定合格。
5 结论
16MnD材料焊接选择熔化极气体保护焊,线能量为22kJ/cm时,-40℃焊缝冲击功平均值达到181J,性能良好,应杜绝过大的焊接线能量输入。合理选择焊接参数,加强工艺控制,完成ASME IX卷标准的焊接工艺合格证,使产品最大焊缝厚度可达到399mm。
参考文献:
[1]张茂龙,丁必学,樊建明.大厚度焊接接头不同厚度部位焊缝纵向力学性能差异性试验[J].焊接,2003(4):12-16.
[2]王学敏,舒伟,郑超超,等.低碳微合金钢中TixO-MnS型复合夹杂对焊接热影响区微观组织相变的影响[J].北京科技大学学报,2011,33(8):958-964.
