制氢吸附器的过载处理探讨
2020-09-10陈杰
摘 要:制氢吸附器在吸附和解吸循环压力下,疲劳失效是其主要失效形式,利用ANSYS软件模拟分析最佳过载压力值,以及过载处理后的残余应力和操作时的合成应力大小,并分析探讨过载处理对疲劳寿命的影响。
关键词:制氢吸附器;过载处理;残余应力;疲劳寿命
0 引言
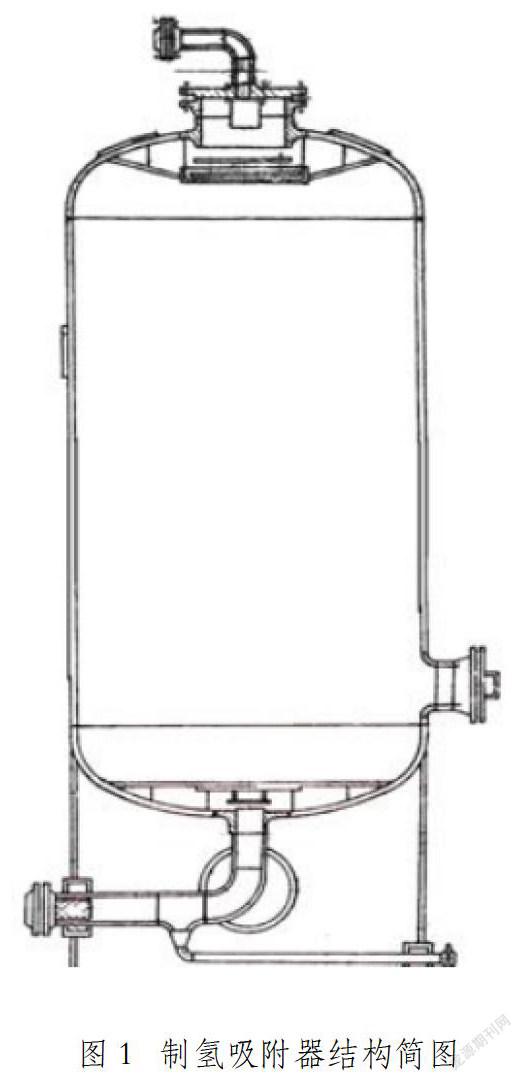
制氢吸附器是制氢装置变压吸附技术中的关键设备,属于板焊结构的薄壁塔式压力容器,见图1。在正常工作过程中,操作温度保持约20℃不变,操作压力随时间周期性变化,每个周期16min,在正常情况下压力的变化范围为0.01~1.30MPa,而在非正常情况下为0.02~1.34MPa。因此,制氢吸附器在吸附和解吸循环压力作用下,疲劳失效是导致破坏的主要失效形式。
提高压力容器弹性承载能力比较合理与有效的方法是在筒体使用前使筒体产生预应力。通过加压处理,使整个筒体的内层屈服,进入塑性階段,而外层仍处在弹性阶段,卸压后在内层产生残余压应力(也叫预应力)。筒体工作时,其工作载荷与该残余应力叠加后降低了筒体的拉应力,即自增强效应,也叫过载处理。从使筒体中的最大应力强度最小这一观点出发,根据Tresca屈服条件或Mises屈服条件可以推导出比较适宜的过载压力值。
现以一台直径1800mm,筒体高度7200mm,材质SB42(Q245R),设计压力1.57MPa,设计温度20℃,筒体壁厚20mm,封头壁厚22mm,水压试验2.08MPa的制氢吸附器,分析通过过载处理降低最大应力强度值从而提高疲劳寿命,为受交变载荷容器的局部过载处理技术提供一个实例参考。
1 建模及加载
吸附器应力危险截面在几何结构不连续的区域,如封头与筒体连接焊缝处、壳体与接管锻件处。经有限元分析,手孔接管锻件的内侧拐角处应力强度最大,是制约吸附器疲劳寿命的瓶颈,只要建立吸附器包含手孔接管的下部分模型就能满足模拟分析要求。
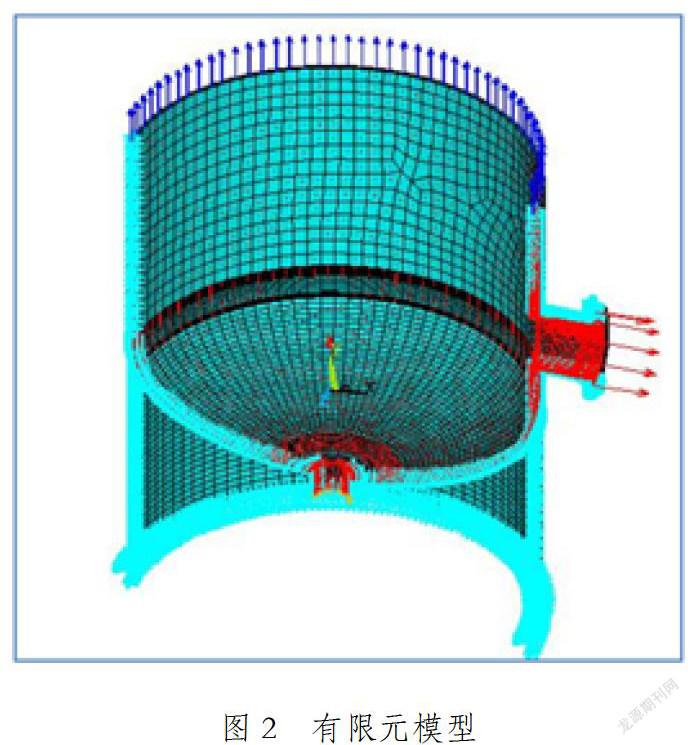
吸附器实际载荷经过适当合理的简化,下封头、裙座及带手孔的筒节所构成的组合件,其载荷主要有:介质压力(过载处理为过载压力),吸附剂侧向压力和重力,设备自重,手孔法兰连接面施加螺栓载荷和垫片压紧力,由介质压力引起的下封头接管端部轴向力等。地震、风、雪载荷,设备平台、工艺管线等附件作用力等不予考虑。约束主要有模型纵向截面施加对称约束和裙座底部截面施加竖向(y向)位移约束。
简化载荷为五个载荷步,在第一个载荷步施加设计压力1.57MPa;在第二个载荷步中施加过载压力,局部产生塑性变形;在第三个载荷步中进行卸载,产生残余应力;在第四个载荷步中加载最小工作压力,取非正常工况下0.02MPa;在第五个载荷步中加载最大工作压力,取非正常工况下的1.34MPa。
利用其结构的几何对称性,根据模型的合理简化,建立180°三维实体有限元模型,再加载载荷及约束,有限元模型如图2所示。
2 模拟设计最佳过载压力
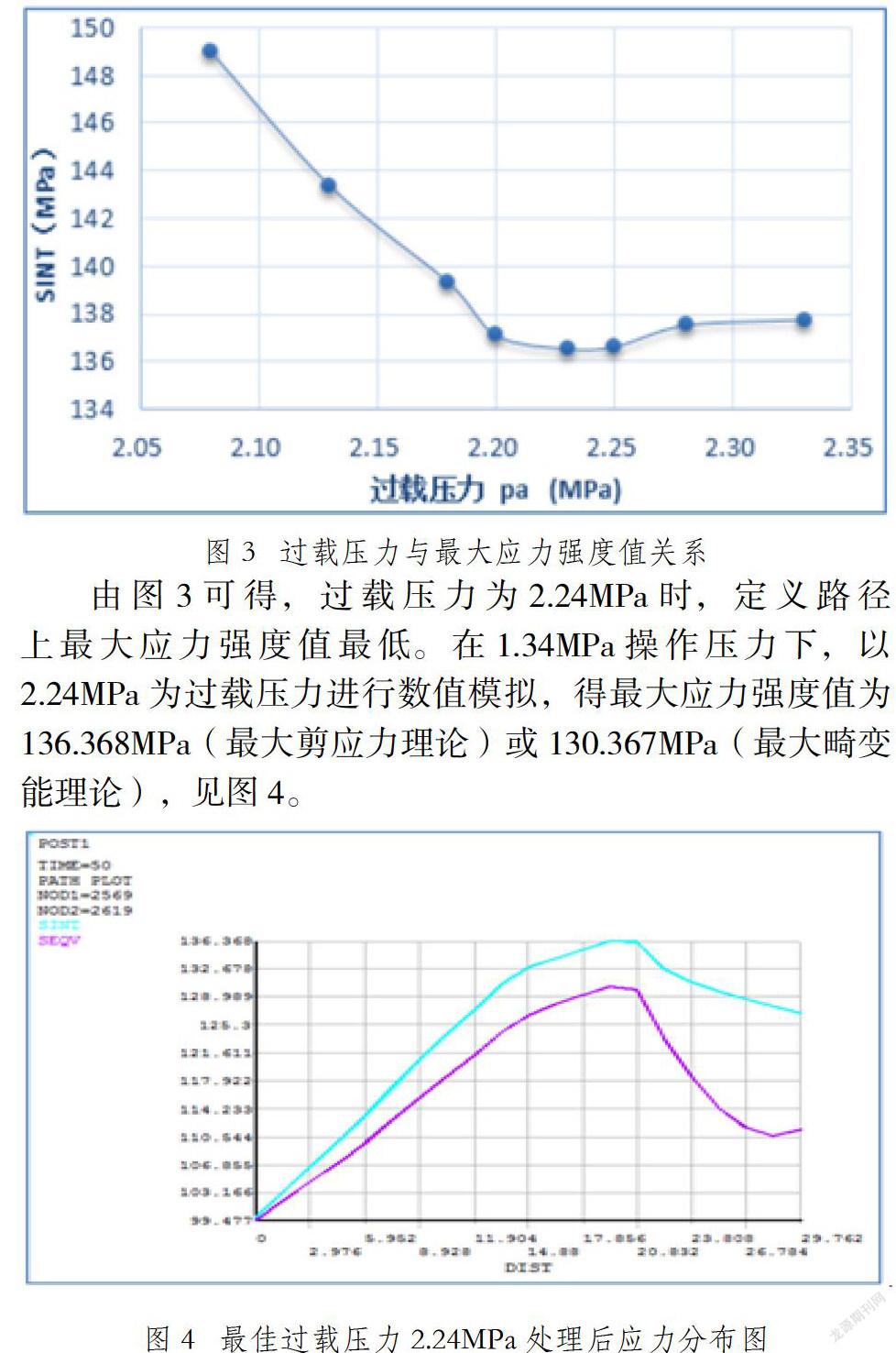
以使筒体中的最大应力强度最小这一观点出发,利用ANSYS模拟设计最佳过载压力。在手孔补强锻件与筒体交界的对角线处定义一条应力分类线路径,假设塑性沿此路径发展,若在此路径上获得最小应力强度值,则对应过载压力是最适宜的。在1.34MPa操作压力下,分别取过载压力2.08(水压试验值)、2.13、2.18、2.20、2.23、2.25、2.28、2.33MPa进行数值模拟和分析,统计见图3。
由图3可得,过载压力为2.24MPa时,定义路径上最大应力强度值最低。在1.34MPa操作压力下,以2.24MPa为过载压力进行数值模拟,得最大应力强度值为136.368MPa(最大剪应力理论)或130.367MPa(最大畸变能理论),见图4。
3 无过载处理下应力情况
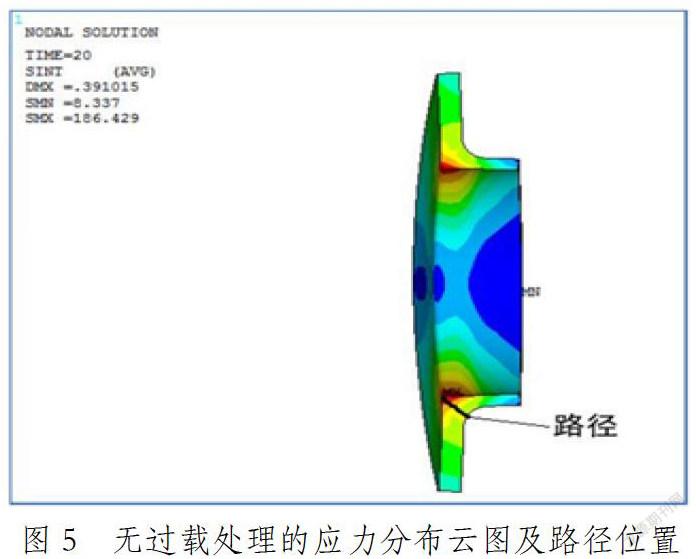
吸附器不做过载处理时,以0.02~1.34MPa载荷步设置下,壳体上最大应力强度位于手孔接管锻件的内侧拐角处,其值为186.429MPa(最大剪应力理论)或185.715(最大畸变能理论),见图5。
4 结论
可见,当实施2.24MPa过载内压处理后,过载处理使吸附器手孔接管锻件内拐角处局部屈服,形成局部塑性区,卸载后产生残余应力。吸附器最大应力强度值由185.715MPa(最大畸变能理论)降低到130.367MPa,应力水平降低了30%左右。如若展开讨论,过载处理后局部应力集中处的平均应力和应力幅值均得到明显的改善,疲劳寿命能提高一倍多。
过载处理技术对于提高压力容器的弹性承载能力,提高材料的抗疲劳性能,节省材料都有着重要意义。可以看出,过载处理技术的实质就是残余应力的应用,利用预压应力来降低操作工况时内壁的拉应力水平,从而提高承载能力。
参考文献:
[1] JB4732-1995(2005).钢制压力容器一分析设计[S].北京:国家机械工业部,1995.
[2]姜学艳,刘慧颖.超高压厚壁圆筒自增强处理有限元仿真与残余应力分析[J].化工装备技术,2010,31(1):15-17.
[3]赵少汴.抗疲劳设计[M].北京:机械工业出版社,1994.
[4]朱瑞林.压力容器自增强压力探讨[J].化工设备与管道,2009(46):10-14.
[5]何荣春.锅炉、压力容器疲劳破坏浅析[J].锅炉压力容器安全技术,2001(1):1-3.
作者简介:
陈杰(1987- ),男,工程师,毕业于中国石油大学(华东)过程装备与控制工程专业,长期从事压力容器设计工作。
